柴油机曲轴锻件镦锻工艺优化研究
2022-05-16杜绍贵华利唐艳
杜绍贵 华利 唐艳
(中车资阳机车有限公司资阳曲轴分公司,四川 资阳641301)
用于铁路机车柴油机装机的某型曲轴于2008年设计投产,采用中碳合金电渣钢,以曲轴锻件镦锻、正火+高温回火、粗加工交货。投产以来,由于产量小,其镦锻工艺存在的诸多问题没有得到显现。近两年来,由于需求增加,加之原材料价格上涨,内部成本压降,亟待对该曲轴锻件镦锻工艺进行优化,以降低制造成本,特别是原材料成本。
1 原镦锻工艺主要问题
分析原镦锻工艺条件下生产的曲轴锻件完工交验拷线数据,研究该曲轴锻件的锻件图、坯料图、光坯图、变形图等,概括出该曲轴锻件原镦锻工艺有以下主要问题。
1.1 加工留量(单边)偏大
输出端法兰轴向、径向最大机加工留量分别是21 mm和22 mm;曲柄臂轴向开档最大加工留量11 mm;曲柄臂平衡块安装面最大加工余量55 mm;曲柄臂外圆周最小加工余量28 mm。机加工留量大,增加了材料消耗、锻造及锻后热处理能耗、粗加工工时等。
1.2 制坯料损大
由于采用RR镦锻成形,镦锻前,需将光坯加工成台阶坯进行分料,即分别加工出主轴颈、连杆颈环槽。该曲轴锻件锻前坯料直径∅320 mm,主轴颈直径∅295 mm,加工量25 mm;连杆颈直径∅280 mm,加工量40 mm。该曲轴锻件光坯规格∅323 mm×6400 mm,重量4115 kg,而锻前坯料重3695 kg,从曲轴光坯到曲轴锻件锻前坯料,加工制坯料损420 kg,制坯料损率高达10.2%。
1.3 材料利用率偏低
由于曲轴锻件机加工留量大,再加上用户需要高低倍试片、力学性能试棒,该曲轴锻件重3640 kg,而交货状态曲轴1800 kg,因此从曲轴锻件到交货状态曲轴的材料利用率仅有49.5%,远远低于近几年新开发的产品,严重影响曲轴锻件的市场竞争力。
1.4 曲轴锻件不校直率偏低
RR镦锻成形工艺显著特点之一是加热一拐、镦锻成形一拐,也就是获得一支完整的曲轴锻件,需要经过多个火次加热、单拐镦锻。由于涉及加热支撑、坯料转运、镦锻支撑、脱模、锻后摆放等,曲轴锻件弯曲控制难度大,因此需要利用锻后正火空冷时对曲轴锻件实施热校直。经统计分析,该曲轴锻件的不校直率通常在35%~45%之间。曲轴锻件校直降低了生产效率,增加了能耗。
1.5 塌角缺陷严重
RR镦锻成形工艺,从“平面型平衡块安装面曲柄臂”曲轴弯曲镦锻过程来说,其平衡块安装面两端的4个尖角为坯料最后填充部分,因此极易产生塌角缺陷[1]。塌角缺陷导致局部加工余量不足,需对曲轴锻件实施校直或校弯,严重时需对塌角曲拐实施局部加热返修。塌角缺陷返修难度大,耗时费工,增加曲轴锻件锻造成本。
2 工艺优化方案
针对该曲轴锻件原镦锻工艺存在的不足之处,在尽可能减少新制模具投入的前提下,通过缩减曲轴件机加工留量来减少材料消耗,采用光坯代替台阶坯镦锻来减少锻前制坯料损;曲柄臂平衡块安装面采用标准化设计,镦锻过程中运用预上弯技术以改善塌角缺陷;在成形模具定位侧增加支撑模以改善曲轴锻件长度和弯曲度,提高曲轴锻件不校直率。
2.1 缩减曲轴锻件加工留量
由于曲轴锻件到交货状态曲轴的材料利用率仅有49.5%,也充分说明曲轴锻件的机加工留量是偏大的。对优化前20支曲轴锻件的镦锻完工交验拷线结果进行分析,发现其实际加工余量比较大,普遍达到机加工留量的2/3以上。考虑到该曲轴锻件后续粗加工变形不大,结合RR曲轴镦锻工艺设计经验,确定了优化后曲轴锻件各部位机加工留量并设计了曲轴锻件图,见图1,该曲轴锻件重3125 kg,材料利用率57.6%,较优化前提高8.1%。
2.2 采用光坯镦锻
光坯镦锻,也就是锻前制坯只需加工出连杆颈环槽而不加工出主轴颈环槽。光坯镦锻可以节省锻前制坯工时、刀具消耗,关键是减小了光坯规格、减少了制坯料损,避免过多切断主轴颈纤维流线。该曲轴锻件原工艺光坯规格为∅323 mm×6400 mm,锻前加工制坯料损420 kg,料损率达10.2%,且每支光坯需加工主轴颈环槽10个,连杆颈环槽6个;而采用光坯镦锻,其光坯规格为∅295 mm×6121 mm,重量为3283 kg,而锻前坯料重量为3060 kg,加工制坯料损223 kg,料损率6.8%,料损率降低4%,且每支光坯只需加工7个连杆颈环槽,生产效率提高1倍。
2.3 曲柄臂平衡块安装面标准化设计
图1中S-S视图所示曲柄臂平衡块安装面即为标准化设计[2]。有三个特点:
(1)5 mm、R30 mm、R80 mm、35 mm(飞边最大高度,厚度为13.5 mm)四个参数对不同曲轴锻件通用;
(2)曲柄臂平衡块安装面为平面,加工余量为均匀的15 mm;
(3)平衡块安装面的4个尖角,即安装面两端“肩膀”为“猫耳朵”(“CAT EAR”)[3]结构,属于收敛型结构,在曲轴镦锻过程第三阶段,即压靠阶段,金属的流动速度较大,速度矢量方向与平衡块安装面两端“肩膀”的偏离最小,能够确保曲柄臂成形饱满[1]。
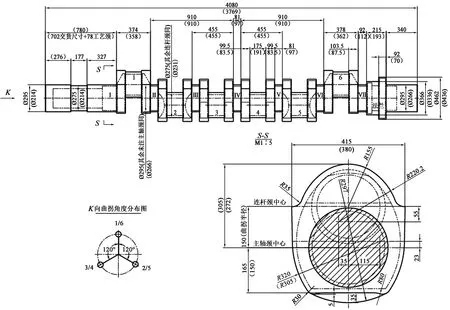
图1 优化后的曲轴锻件图Figure 1 Optimized crankshaft forging drawing
2.4 应用预上弯技术
RR曲轴镦锻成形过程,分为三个连续的阶段:第一阶段是水平镦粗,这个阶段随着外力施加,坯料长度缩短、截面积增大,而连杆颈和主轴颈仍然同心,称之为“纯镦粗”阶段;第二阶段是水平镦粗+垂直弯曲,这个阶段坯料长度缩短、截面积增大的同时,坯料逐渐充满型腔以获得最终的曲柄臂形状,同时连杆颈、主轴颈中心发生错移形成曲拐半径,称之为“镦、弯同时”阶段;第三阶段是左右模具与弯曲上、下模压靠,坯料完全充满型腔,完成一个曲拐的终锻,称之为“压靠阶段”。预上弯就是在第一阶段通过弯曲下模将坯料向上顶弯以达到偏心聚料(向安装面方向聚料)的目的从而保证曲柄臂平衡块安装面两端“肩膀”充填饱满。预上弯技术的关键是控制预上弯量的大小。
2.5 增加支撑模
如图2所示,该图为第2拐成形模具组装图,图中右侧视图三副模具从左至右分别为定位挡板、定位模、支撑模,该支撑模能有效改善曲轴锻件长度和弯曲度。
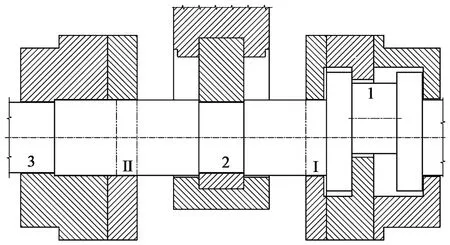
图2 曲轴锻件第2拐成形模具组装图Figure 2 Forming die assembly drawingof the second turn of crankshaft forging
3 成形试验及结果
3.1 试验材料
考虑工艺优化成本,选用45钢代替中碳合金电渣钢作为试验材料,45钢化学成分满足GB/T 699—2015标准要求即可。
3.2 试验设备及工艺
经计算,某内燃机车曲轴锻件采用现有液压机+RR专用曲轴镦锻装置成形是合适的。为使成形试验结果更具代表性,镦锻4拐曲轴锻件,图3为4拐曲轴锻件坯料,该坯料未加工出主轴颈环槽(图中罗马数字表示)。为保证坯料透烧,锻前加热采用两段式,坯料加热温度为1180+20℃,加热炉规格为∅300 mm×910 mm,镦锻加热、成形顺序为第1拐→第2拐→第3拐→第4拐。镦锻成形过程中,弯曲开始前的预上弯量预设为35 mm。

图3 4拐曲轴锻件坯料Figure 3 Four-turn crankshaft forging blank
3.3 试验结果
图4为镦锻成形试验4拐曲轴锻件实物,经平台按交货状态拷线,其最小轴向加工余量6 mm、径向加工余量12 mm,加工余量满足要求。曲轴锻件外观:第1、4拐曲柄臂平衡块安装面两端有轻微塌角,但能够满足加工要求,经评估,可以实施小批量试制,小批量试制时可增加预上弯量。

图4 4拐曲轴锻件Figure 4 Four-turn crankshaft forging
4 小批量试制及结果
4.1 小批量试制工艺
小批量试制工艺要点:
(1)坯料锻前加热温升曲线以及加热炉规格与成形试验相同;
(2)镦锻成形顺序“P”端法兰→第6拐→第5拐……第1拐共计7火次;
(3)考虑到曲柄臂平衡块安装面两端轻微塌角,将弯曲开始前的预上弯量从35 mm增加到45 mm;
(4)坯料规格与成形试验相同;
(5)首批次镦锻2支,图5为其中一支实物锻件的第4拐和第5拐。
4.2 存在缺陷及其原因分析和解决措施
检查曲轴锻件外观质量(如图5所示),发现在曲轴锻件曲柄臂顶圆靠主轴颈侧,普遍存在圆弧形夹层缺陷,深浅不一。
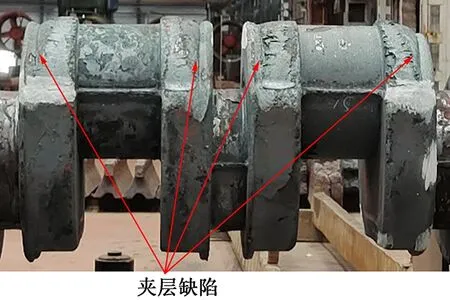
图5 实物锻件的第4和第5拐Figure 5 The fourth and fifth turns of physical forgings
分析原因后认为该缺陷是由于弯曲开始前预上弯量偏大所致。当预上弯量偏大时,弯曲下模型腔边缘过早接触坯料,同时在坯料相应位置压出圆弧形小台阶,终锻压靠时高出弯曲下模左右两侧型腔的部分金属被压入曲柄臂形成夹层。夹层缺陷在曲柄臂顶圆粗加工后磁粉检测时有明显的磁痕显示。得益于交货状态曲轴曲柄臂顶圆靠主轴颈侧有较大的倒角,可将该夹层缺陷完全消除,因此首批次两支曲轴锻件仍顺利交出。为解决该夹层缺陷,将弯曲下模两侧型腔增加R80 mm和R10 mm圆弧,见图6。这样即便预上弯量偏大,也不会在坯料上压出圆弧形小台阶,可避免夹层缺陷的产生。图7为弯曲下模改进后生产的曲轴锻件。
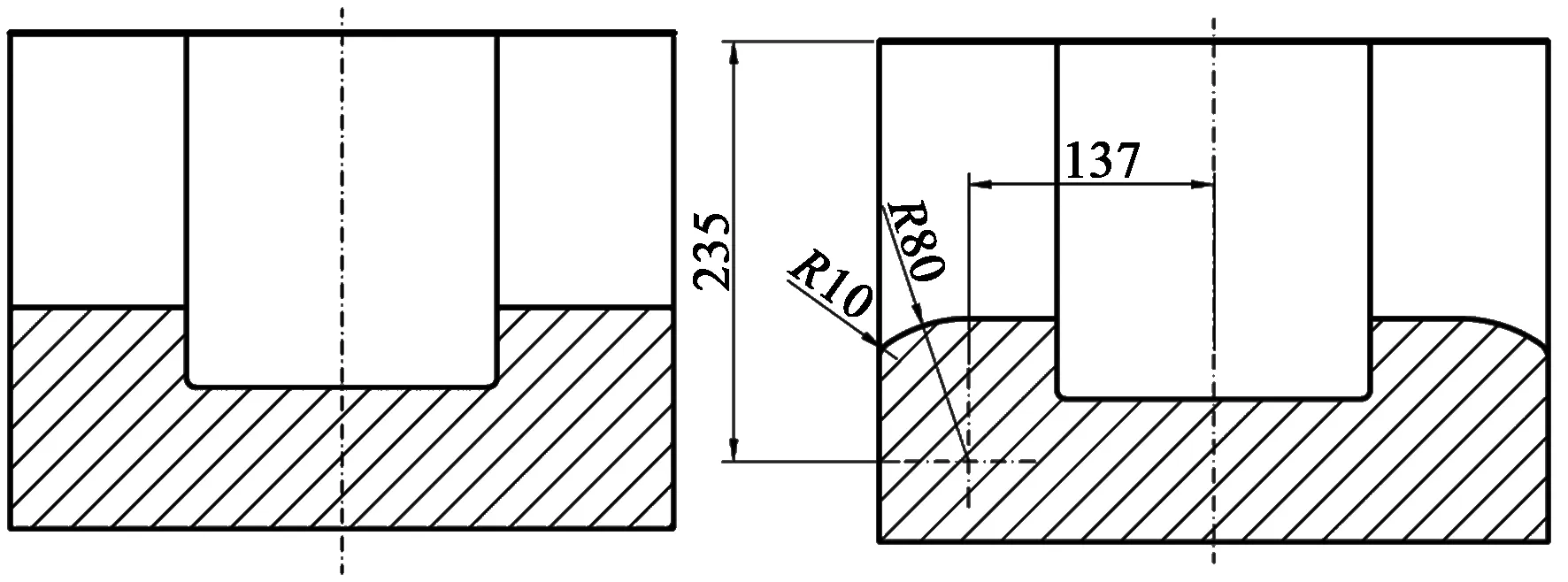
(a)改进前 (b)改进后图6 改进前后弯曲下模型腔Figure 6 Bended lower model cavities before andafter improving

图7 改进生产后的曲轴锻件Figure 7 Crankshaft forgings after improving production
5 结束语
(1)预上弯技术的核心是预上弯量的控制,可通过改进弯曲下模型腔设计,在预上弯量偏大的情况下也不形成夹层缺陷,从而保证曲柄臂充填饱满,不产生塌角缺陷。
(2)光坯镦锻是一种先进的工艺技术,有利于减小光坯规格、减少锻前制坯料损,从而提高曲轴材料利用率。某内燃机车曲轴锻件镦锻成形工艺优化研究表明,光坯镦锻具有可推广性。
(3)某内燃机车曲轴锻件批量生产再一次验证了曲柄臂平衡块安装面采用标准化设计的技术可行性、工艺再现性。
(4)为有效控制曲轴锻件长度、弯曲度,提高曲轴锻件不校直率,工艺设计推荐在定位侧增加支撑模。
