湖南某多金属矿钨锡同步浮选回收试验研究①
2022-05-12付广钦周晓彤邓丽红尚兴科
付广钦, 周晓彤, 邓丽红, 赵 刚, 尚兴科
(1.广东省科学院资源利用与稀土开发研究所,广东 广州 510650; 2.稀有金属分离与综合利用国家重点实验室,广东 广州 510650; 3.广东省矿产资源开发和综合利用重点实验室,广东 广州 510650)
钨、锡具有良好的物理化学特性,是具有战略意义的稀有金属资源[1],被确定为我国保护性开采的特定矿种。 目前通常采用重选方法回收粗粒嵌布的钨锡矿石[2],采用浮选为主的组合工艺回收细粒嵌布的钨锡矿物[3-4]。 钨锡矿物品位较高时,钨矿物、锡矿物具有较高经济价值,可采用选矿工艺分别单独回收[5]。 而多金属矿中伴生的低品位锡资源,禀赋差、可浮性弱,单独回收锡矿物选矿成本高。 若采用混合浮选工艺[6],在回收钨矿物的同时同步回收锡矿物,能极大降低锡的综合回收成本。
湖南某大型钨锡多金属矿为黑白钨共生矿床,嵌布粒度细,矿物组成复杂,伴生锡品位小于0.1%,可浮性差,未能作为有价金属回收[6],综合利用难度大。基于该多金属矿钨锡矿物特性,本文对该多金属矿开展了钨锡混合浮选试验研究。
1 矿石性质及试验方法
1.1 矿石性质
工艺矿物学研究结果表明,矿石中可回收的金属矿物有白钨矿、黑钨矿、辉钼矿、辉铋矿等,其他金属矿物有黄铁矿、磁黄铁矿、黄铜矿、墨铜矿、磁铁矿等。 原矿中钨矿物主要为白钨矿(WO3含量占原矿中总钨含量的70.59%),其次为黑钨矿(WO3含量占原矿中总钨含量的26.47%)。 锡赋存状态较为复杂,主要为锡石,少量黝锡矿、锡钙钛榴石和含锡的钙铁榴石矿物。
由于原矿中不仅含有钨锡矿物,还有辉钼矿、辉铋矿等硫化矿物以及磁黄铁矿、磁铁矿等金属矿物,在采用浮选法回收钨锡矿物前,需先脱除硫化矿物和铁矿物。 结合生产现场生产工艺,在原矿磨矿细度-0.074 mm粒级占82.35%条件下,经磨矿、磁选、硫化矿浮选后,以硫化矿浮选尾矿作为本试验的研究对象(以下称原矿),其化学多元素分析结果见表1。
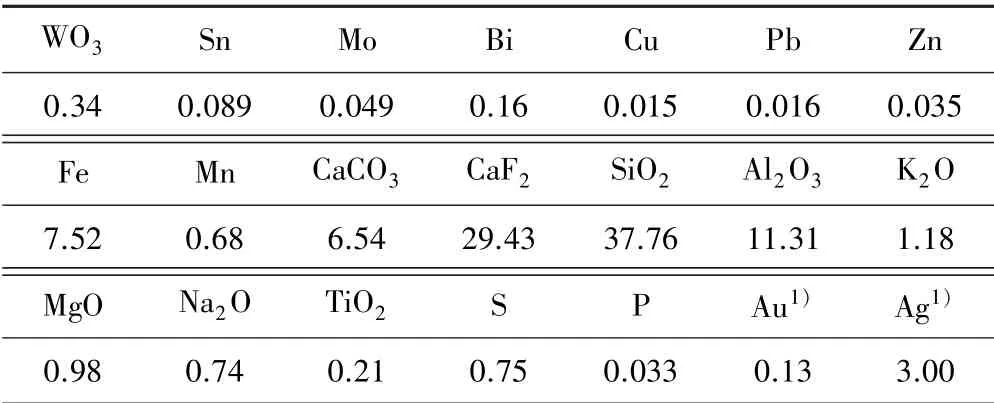
表1 原矿化学多元素分析结果(质量分数)/%
1.2 试验药剂
试验中使用的药剂碳酸钠、硝酸铅、GYB、GYX、BK205 均为工业品。 其中GYB、GYX 为广东省科学院资源利用与稀土开发研究所自主研发的羟肟酸类捕收剂[7],BK205 为矿冶集团科技有限公司自主研发的一种杂醇类起泡剂[8]。
1.3 试验方法
黑白钨混合浮选工艺已被广泛应用于黑白钨共生矿回收,其核心在于高选择性捕收剂的应用,常用的捕收剂体系包括羟肟酸类药剂与脂肪酸类药剂[7]、金属-有机配合物药剂[9]等。 传统黑白钨混合浮选工艺中添加了大量水玻璃药剂,对伴生锡石具有强烈的抑制作用。 而随着高选择性捕收剂的研发,黑白钨混合浮选工艺逐步改进,已实现了不添加或少量添加水玻璃,为钨锡矿物的同步回收创造了有利条件。 本文拟采用高效的钨锡捕收剂以及相应的浮选环境,通过钨锡混合浮选,来达到钨锡矿物同步回收的目的。 钨锡混合浮选试验原则流程见图1。
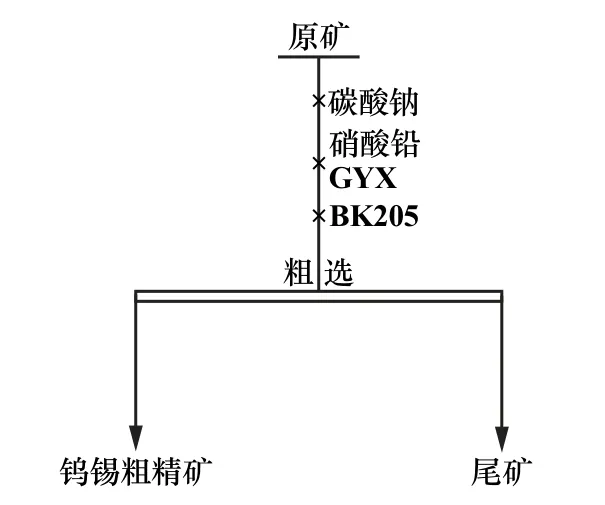
图1 钨锡混合浮选试验原则流程
2 试验结果与讨论
2.1 捕收剂对比试验
高效捕收剂的选择是钨锡混合浮选工艺的关键因素。 按照图1 所示流程,在碳酸钠用量150 g/t、硝酸铅用量500 g/t、BK205 用量8 g/t 条件下,进行了捕收剂对比试验,结果见表2。

表2 钨锡混合浮选捕收剂对比试验结果
由表2可见,采用GYX 获得的钨锡回收率较高,GYX 对钨锡的捕收能力优于GYB,能满足钨锡同步回收的目的。 采用GYX 作为钨锡混合浮选捕收剂进行后续试验。
2.2 粗选条件试验
2.2.1 碳酸钠用量试验
矿浆pH 值直接影响着矿物表面电性和浮选药剂活性。 碳酸钠是浮选中常用的调整剂,在调整矿浆pH值的同时,还可减少矿浆中有害离子的影响。 按照图1所示流程,在硝酸铅用量600 g/t、GYX 用量600 g/t、BK205 用量8 g/t 条件下,进行了碳酸钠用量试验,结果见图2。
由图2可见,随着碳酸钠用量增加,粗精矿钨品位逐渐提高、锡品位变化较小,但钨、锡回收率均呈下降趋势。 碳酸钠用量600 g/t 时,粗精矿中钨、锡回收率分别降至76.37%、54.64%。 综合考虑,确定粗选碳酸钠用量为150 g/t。
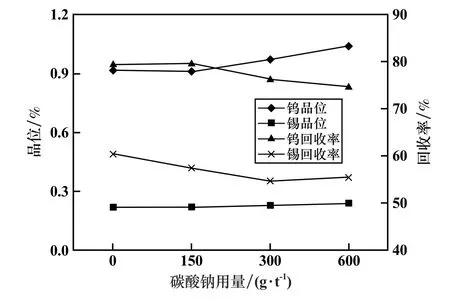
图2 碳酸钠用量对钨锡混合浮选的影响
2.2.2 硝酸铅用量试验
硝酸铅常用作黑白钨混合浮选的活化剂,铅离子附着在矿物表面有利于捕收剂吸附,而且铅离子与羟肟酸药剂还可配位组装形成金属有机配合物[9-10]。 按照图1 所示流程,在碳酸钠用量150 g/t、GYX 用量400 g/t、BK205 用量4 g/t 条件下,进行了硝酸铅用量试验,结果见图3。
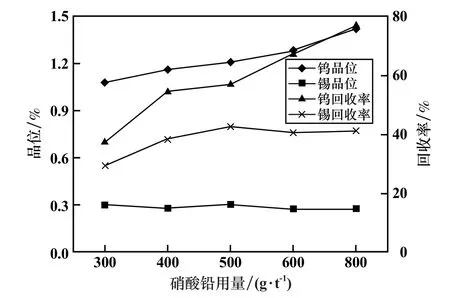
图3 硝酸铅用量对钨锡混合浮选的影响
由图3可见,随着硝酸铅用量增加,钨锡粗精矿钨品位和回收率均呈现上升趋势;当硝酸铅用量增加至800 g/t 时,粗精矿WO3品位达到1.40%、钨回收率达到76.82%。 但粗精矿中锡品位较稳定,锡回收率呈先上升后小幅下降的趋势。 当硝酸铅用量为500 g/t 时,粗精矿锡回收率达到最高,为42.48%。 综合考虑,确定粗选硝酸铅用量为500 g/t。
2.2.3 GYX 用量试验
碳酸钠用量150 g/t、硝酸铅用量500 g/t、BK205用量8 g/t,进行了捕收剂GYX 用量试验,结果见图4。
由图4可见,随着GYX 用量增加,粗精矿中钨品位呈下降趋势、锡品位变化较小,钨、锡回收率均呈上升趋势,增加GYX 用量,有利于提高粗精矿中钨、锡回收率,选择GYX 用量600 g/t。

图4 GYX 用量对钨锡混合浮选的影响
2.3 闭路浮选试验
在药剂用量条件试验基础上,进行了1 次粗选、3次扫选、5 次精选的钨锡混合浮选闭路试验,试验流程见图5,结果见表3。

图5 钨锡混合浮选闭路试验流程

表3 钨锡混合浮选闭路试验结果
对于WO3品位0.34%、Sn 品位0.089%的硫化矿浮选尾矿,闭路试验获得了WO3品位38.11%、Sn 品位3.87%的钨锡混合精矿,对给矿的钨、锡回收率分别为74.05%、29.74%。 该钨锡混合浮选工艺中,粗选段未添加抑制剂,仅在精选段添加少量改性水玻璃,减少了伴生锡矿物受抑制的可能性。 虽然该钨锡混合精矿未直接获得锡品位5%以上的计价产品,但经进一步浮选或磁选将黑钨矿、白钨矿分离[11-13],将获得锡富集的计价含锡精矿产品,为有效利用该伴生锡资源创造了条件。
3 结 论
1) 湖南某大型钨多金属矿有用矿物嵌布粒度细、矿物组成复杂,伴生锡资源品位小于0.1%,矿物可浮性差,单独回收锡成本高,一直未能综合利用。 研发适宜的钨锡混合浮选工艺同步回收钨锡矿物,成为低成本利用该类资源的一种解决途径。
2) 自主研发的捕收剂GYX 对钨锡矿物具有较好的捕收能力,可同步回收钨、锡。 粗选段不添加水玻璃、精选段少量添加改性水玻璃,是提高锡回收率的关键。
3) 针对WO3品位0.34%、Sn 品位0.089%的硫化矿浮选尾矿,采用钨锡混合浮选工艺,获得了WO3品位38.11%、Sn 品位3.87%的钨锡混合精矿,钨、锡回收率分别为74.05%、29.74%。
