车削轴零件精度研究及其对锭杆加工的指导
2022-04-27于翔
于 翔
(西安工程大学,西安 710048)
0 引言
锭子是环锭纺纱机重要的专件,其性能与纺纱设备速度和效率相关性很大。锭杆作为锭子的核心零件,属刚性较差的细长轴类零件,其加工精度直接影响锭子在运转中的使用状态和使用寿命,提高锭杆的加工精度可保证锭子在工作时运转平稳,降低运行时产生的噪声及功耗,锭杆结构见图1[1-2]。笔者利用数控车床加工轴零件进行精度分析,以掌握影响加工精度的工艺参数,从而在加工锭杆过程中选择最优的工艺参数以保证锭杆的加工精度。

图1 锭杆结构
1 试验设计
锭杆毛坯材料选择45号钢,用CK6136型数控车床[3],将φ25 mm×108 mm的毛坯加工成如图2所示的零件[4],加工数量为30个。试验研究5组不同切削参数对零件精度产生的影响。试验设置的车床转速分别为570 r/min,820 r/min,570 r/min,570 r/min,820 r/min,对应的进给量为0.2 mm,0.2 mm,0.2 mm,1.2 mm,1.2 mm,对应的切削深度为0.03 mm,0.08 mm,0.08 mm,0.08 mm,0.03 mm。
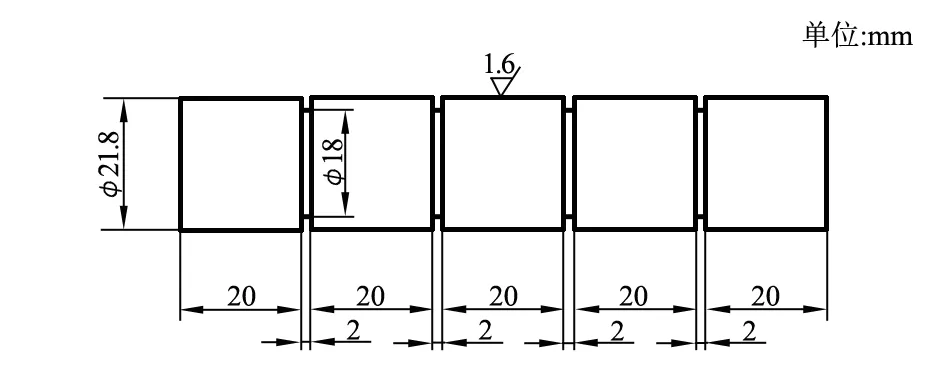
图2 试验零件工艺尺寸
依据零件的尺寸范围,选用量程为0~150 mm的电子数显卡尺[5],测量径向尺寸和轴向尺寸;选用手持式表面粗糙度仪测量零件的表面粗糙度,以算术平均偏差作为考察目标;记录测量所得实际零件加工尺寸并对其测量数据进行处理,运用正态分布和单因素对比试验,筛选出影响零件加工精度的工艺参数。在试验得到的测量值中,可能存在着随机误差、系统误差和粗大误差,可采用修正法进行消除,或应用概率论与数理统计方法,估计出随机误差的大小和规律[6]。
2 数据处理
2.1 车削各段测量尺寸平均值
设测量列的各测值为X1,X2,…,Xn,则其平均值用式(1)计算。
(1)

表1 车削各段测量尺寸平均值
2.2 残余误差
计算残余误差vi用式(2)计算。
(2)
2.3 单次值标准差
虽然随机误差是未知的,但由于可以得到各测值的残余误差vi,故可以在实际测量中用式(3)计算出单次测值的标准偏差σ。
(3)
根据式(3)计算测量列中单次测值的标准偏差σ,车削单次值标准差数据见表2。

表2 车削单次测值标准差数据
2.4 车削平均值标准差


表3 车削平均值标准差数据
(4)
2.5 粗大误差
超出随机误差范围的误差可视为粗大误差,如果产生了粗大误差,则应根据判断粗大误差的准则予以剔除。出现的粗大误差数值较大时,应尽可能地避免其出现在测量组内。
3 加工精度分析
3.1 分析原理
3.1.1 拟合优度测试
根据数理统计的理论,用MATLAB软件进行数据的正态分布拟合优度测试[7]。正态分布的拟合优度测试采用Lillietest函数进行假设检验,函数的格式为[H,P,LSTAT,CV]=Lillietest(X,α)(H为测试结果,P为接受假设的概率值,LSTAT为测试统计量的值,CV为是否拒绝原假设的临界值)。当H=0时,可认为接受原假设,即检验数据服从正态分布;H=1,可否定数据服从正态分布。P趋于0时,可以拒绝正态分布的原假设。当L(LSTAT)值小于CV时,可接受原假设,当L值大于CV时,则可拒绝原假设。
3.1.2t检验
加工工艺参数影响显著性检验——t检验[8]。
a) 基本思想
当总体方差σ12和σ22未知,但两个样本容量为小于30的小样本时,常采用两个样本的方差S12和S22估计总体方差σ12和σ22,并利用统计数t分布,对两个处理亦即样本平均数的差异进行统计假设检验,以确定两者所属总体平均数的差异显著性。式(5)为t的计算公式。
(5)
b) 检验步骤
1) 建立假设并确定显著性水平H0:μ1=μ2,α=0.01,0.05,0.10,0.20。
2) 根据自由度df=58,查t临界表,得t0.01=2.660,t0.05=2.000,t0.10=1.671,t0.20=1.296。
3) 计算统计数t值,作出判断:①t>t0.01,说明H0成立的概率小于0.01,可认为两种加工条件对该指标有非常显著的影响;②t0.01>t>t0.05,说明H0成立的概率为0.01~0.05,可认为两种加工条件对该指标有显著影响;③t0.05>t>t0.10,说明H0成立的概率为0.05~0.10,可认为两种加工条件对该指标有一定影响;④t0.10>t>t0.20,说明H0成立的概率为0.10~0.20,可认为两种加工条件对该指标有极其微弱的影响;⑤t0.20>t,说明H0成立的概率大于0.20,则可认为两种加工条件对该指标几乎无影响。
笔者进行尺寸精度试验数据分析时,首先用MATLAB软件绘出尺寸正态性检验图,然后进行拟合优度检测分析,最后进行单因素试验分析。
3.2 径向尺寸加工精度影响因素分析
3.2.1 正态性检验
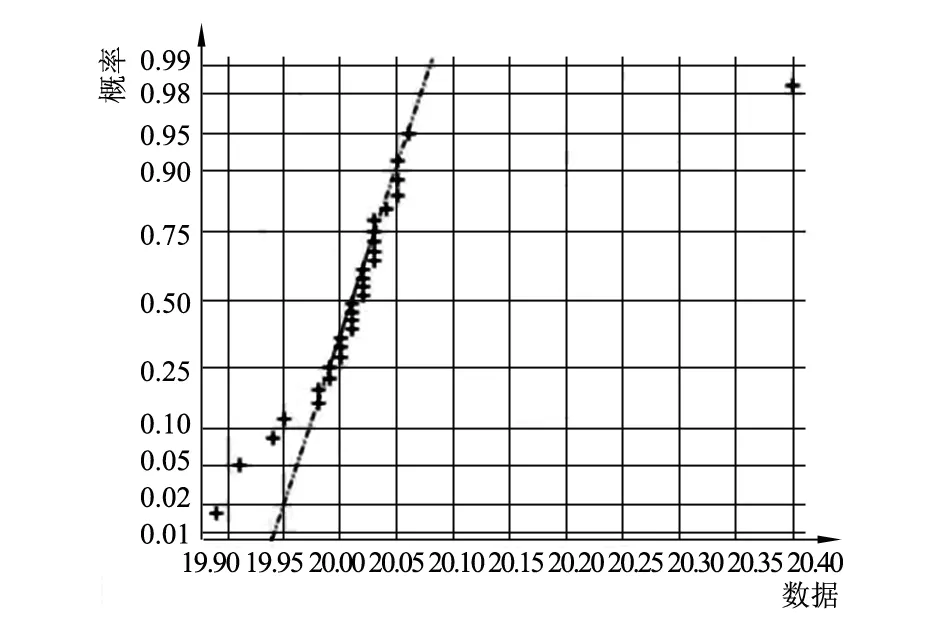
利用MATLAB软件绘出L1段、L2段、L3段、L4段和L5段的径向尺寸正态性检验图。发现散点基本都分布在直线附近的有2组(见图3),即L4段和L5段,说明这两组数据符合正态分布的可能性较大。用概率纸检验发现两端误差较大,离回归直线较远,由正态性检验图无法准确判断符合正态分布的尺寸段,需用正态拟合优度进一步检验。

a) L4段
b) L5段 图3 径向尺寸正态概率
3.2.2 拟合优度测试
径向尺寸正态分布的拟合优度测试结果见表4。
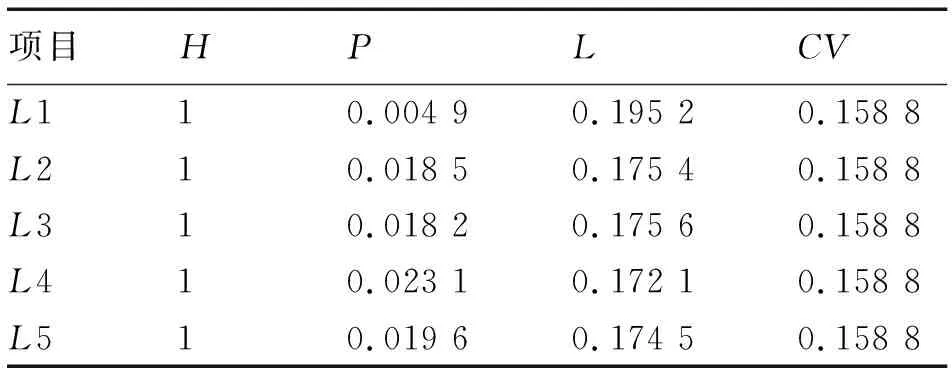
表4 径向尺寸拟合优度测试结果
经概率纸检验,L4段和L5段这两组数据符合正态分布的可能性较大。由正态分布的拟合优度进一步检验结果可知,概率纸检验中L4和L5段不符合正态分布规律。此外经拟合优度检验,L1,L2和L3段也不符合正态分布规律。查阅资料[9]得知:样本量n为15≤n≤40时,除非数据为异常值或呈强偏态分布,t统计量依然近似稳健,此时仍可进行t检验。笔者选择样本量为30,无异常值,不呈强偏态分布,故此数据虽不符合正态分布但可用t检验。
3.2.3 单因素对比
a)L1段与L3段对比:根据式(5)可得出t=1.977 165 992,t0.05>t>t0.10,在切削速度和切削深度一定的情况下,进给量的改变对径向加工尺寸有一定影响;在所选加工条件参数范围内,其他条件相同情况下,径向尺寸精度随着进给量的增大而降低。
b)L2段与L3段相比:根据式(5)可得出t=0.541 803 528,t0.20>t,在进给量和切削深度一定的情况下,切削速度的改变对径向尺寸几乎无影响;在所选加工条件参数范围内,其他条件相同情况下,径向尺寸精度随着切削速度的提高而降低。
c)L3段与L4段相比:根据式(5)可得出t=0.241 647 833,t0.20>t,在进给量和切削速度一定的情况下,切削深度的改变对径向尺寸几乎无影响。在所选加工条件参数范围内,其他条件相同情况下,径向尺寸精度随着切削深度的提高而降低。
由单因素对比试验分析可知,在所选3个因素水平范围内,在其他加工条件都不变的情况下,3个因素对加工轴零件精度产生影响的显著性关系依次为进给量、切削速度和切削深度。
3.3 轴向尺寸加工精度影响因素分析
3.3.1 正态性检验
同径向尺寸数据分析过程一致,利用MATLAB软件绘出L1段、L2段、L3段、L4段、L5段轴向尺寸正态性检验图。观察发现散点基本都分布在直线附近的有3组(见图4),即L1段、L4段和L5段,说明这3组数据符合正态分布的可能性较大。然而,根据正态性检验图无法准确判断出符合正态分布的尺寸段,需利用拟合优度测试进一步确定。
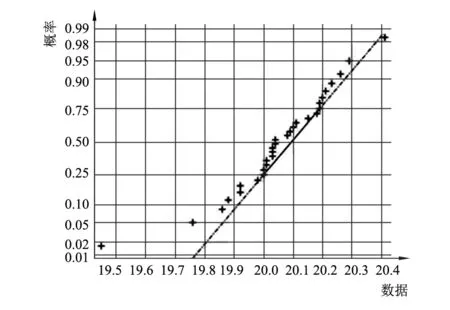
a) L1段
b) L4段
c) L5段图4 轴向尺寸正态概率
3.3.2 拟合优度测试
轴向尺寸正态分布的拟合优度测试结果见表5。
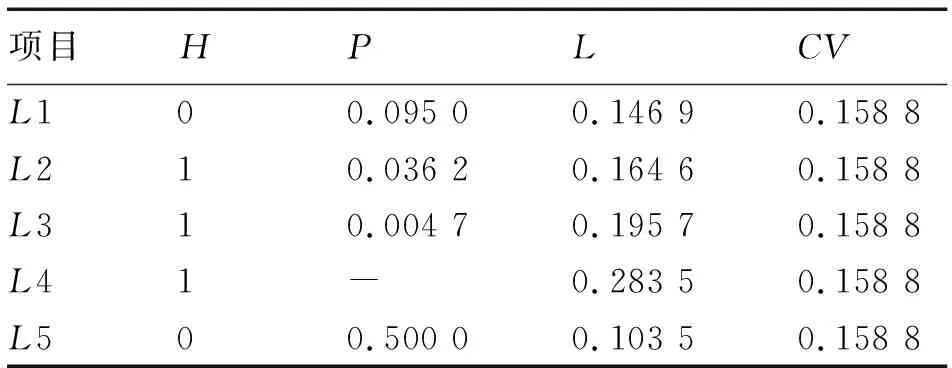
表5 轴向尺寸正态分布拟合优度测试结果
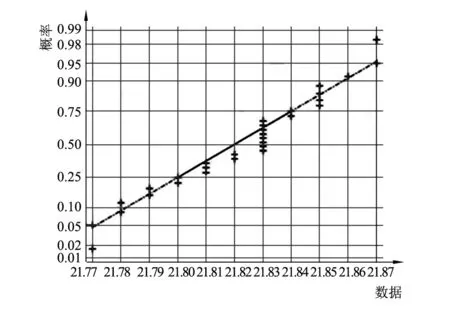
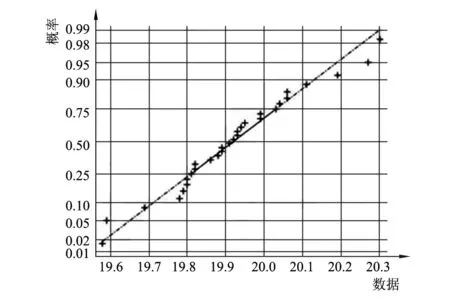
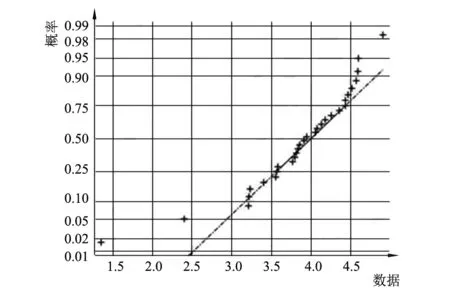
经概率纸检验,L1段、L4段和L5段这3组数据符合正态分布的可能性较大。由正态分布的拟合优度进一步检验结果可知,概率纸检验中L1段和L5段符合正态分布规律,其正态分布图如图5所示;因H=1,P接近于0,L>CV,故L4段不符合正态分布规律。

a) L1段 b) L5段 图5 轴向尺寸正态拟合示意
3.3.3 单因素对比
a)L1段与L3段对比:根据式(5)可得出t=1.238 339 267,t0.20>t,在切削速度和切削深度一定的情况下,进给量的改变对轴向尺寸精度几乎无影响,在所选加工条件参数范围内,其他条件相同情况下,轴向尺寸精度随着进给量的增大而提高。
b)L2段与L3段对比:根据式(5)可得出t=0.296 284 644,t0.20>t,在进给量和切削深度一定的情况下,切削速度的改变对轴向尺寸几乎无影响,在所选加工条件参数范围内,其他条件相同情况下,轴向尺寸精度随着切削速度的提高而提高。
c)L3段与L4段对比:根据式(5)可得出t=0.611 255 197,t0.20>t,在进给量和切削速度一定的情况下,切削深度的改变对轴向尺寸几乎无影响,在所选加工条件参数范围内,其他条件相同情况下,轴向尺寸精度随着切削深度的增大而提高。
从单因素对比试验分析可得,在所选定的加工条件范围内,3个加工条件参数对轴类零件的轴向尺寸影响都不是很显著。在微小变化范围内,其他加工条件基本都不变的情况下,3个因素对加工轴零件精度所产生影响的显著性关系依次为进给量、切削深度和切削速度。
3.4 表面粗糙度加工精度影响因素分析
3.4.1 正态性检验
利用MATLAB软件绘出L1段、L2段、L3段、L4段、L5段轴向尺寸正态性检验图。步骤同分析径向尺寸和轴向尺寸步骤一致。观察发现散点基本都分布在直线附近的有3组(见图6),即L1段、L3段和L4段,说明这3组数据符合正态分布的可能性较大。然而,用概率纸检验,可以看到两端误差较大,离回归直线较远,根据正态性检验图无法准确判断出符合正态分布的尺寸段,需利用拟合优度测试进一步加以检验。

a) L1段
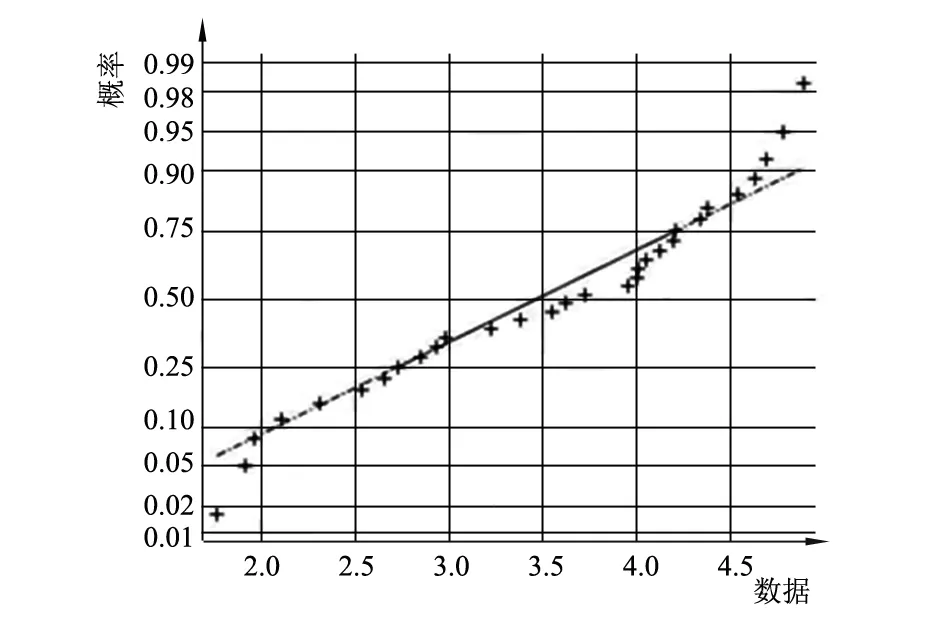
b) L3段
c) L4段图6 表面粗糙度正态概率
3.4.2 拟合优度测试
表面粗糙度正态分布的拟合优度测试,结果见表6。
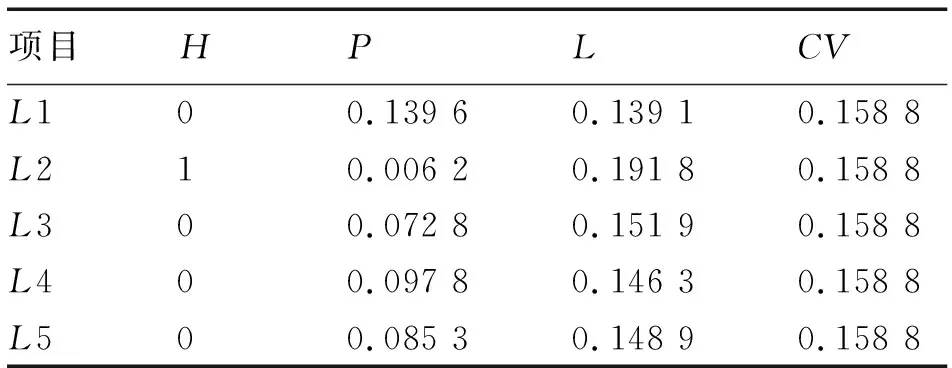
表6 表面粗糙度正态分布的拟合优度测试结果
经概率纸检验,L1段、L3段和L4段这3组数据符合正态分布的可能性较大。由正态分布的拟合优度进一步检验结果可知,概率纸检验中L1段、L3段和L4段都符合正态分布规律。此外经拟合优度检验,由于H=0,P>0.05,L 图7 表面粗糙度正态拟合示意 3.4.3 单因素对比 a)L1段与L3段对比:根据式(5)可得出t=6.670 859 812,t>t0.01,在切削速度和切削深度一定的情况下,进给量参数的改变对轴类零件表面粗糙度有非常显著的影响。由表面粗糙度数据可知L1段的表面粗糙度精度较高,说明在所选加工条件参数范围内,其他条件相同情况下,表面粗糙度随着进给量的增大而提高。 b)L2段与L3段对比:根据式(5)可得出t=0.449 394 653,t0.20>t,则可认为在进给量和切削深度一定的情况下,切削速度的改变对轴类零件表面粗糙度几乎无影响。在所选加工条件参数范围内,其他条件相同情况下,可得表面粗糙度随切削速度的提高而降低。 c)L3段与L4段对比:根据式(5)可得出t=1.682 305 056,t0.05>t>t0.10,可认为在进给量和切削速度一定的情况下,改变切削深度的加工参数对轴类零件表面粗糙度存在一定的影响。L3段的表面粗糙度精度较高,说明在所选加工条件参数范围内,其他条件相同情况下,表面粗糙度随着切削深度的增加而降低。 从单因素对比试验分析可得,在所选3个加工条件参数范围内,进给量和切削深度对车床加工件表面粗糙度有不同程度的影响,而切削速度对其所起的作用极其微小。在所选参数范围内,其他加工条件都不变的情况下,3个因素对加工轴类零件精度所产生影响的显著性关系依次为进给量、切削深度和切削速度。 4.1以轴零件为研究对象,选取45号钢作为材料,选用数控车床进行加工,通过正态分布和单因素对比试验方法,分别研究影响加工轴零件径向尺寸、轴向尺寸和表面粗糙度精度的工艺参数,得出进给量、切削深度和切削速度对加工精度的影响程度。 4.2加工工件精度分布规律基本符合正态分布。 4.3对于径向和轴向尺寸精度指标,单因素对比试验发现进给量在车削中所起的影响作用较为明显,尤其是对径向尺寸精度。 4.4对于表面粗糙度,通过单因素对比试验发现影响轴零件加工精度顺序依次为进给量、切削深度和切削速度。 4.5本结论有利于在加工锭杆过程中,指导制定较优的杆件加工工艺参数,使杆件的尺寸精度和表面粗糙度得到提升,使锭子的加工精度得到保证,进而提高纺纱机的成纱质量。
4 结论
