轻烃回收低温分离单元的提量优化模拟分析
2022-04-22黄风林王一翔
黄风林,王一翔
(西安石油大学化学化工学院,陕西 西安 710065)
当前,世界能源结构加速向低碳化、无碳化方向演变,发展新能源已成为全球的发展趋势。在我国,民用天然气消费量的增速远高于天然气的产量,我国天然气需求的缺口呈逐步扩大的趋势,因此保证天然气的有效供应,对国家的能源安全与民生的保障十分重要。
天然气中的中间组分和重组分含量较多,回收天然气中比乙烷更重的组分,可控制天然气的烃露点,以达到商品气的质量指标,保证天然气的运输安全。回收的轻烃可作为化工原料,提高资源利用率[1-5]。轻烃回收是控制天然气的烃露点,生产合格商品气,提高资源利用率的主要手段。中海石油有限公司湛江分公司在北部湾的原油开采量逐年提高,原有的轻烃回收装置已无法适应处理量的增加,本文对这一情况展开讨论并提出优化措施。
1 轻烃回收装置工艺模拟
1.1 工艺流程简述
中海石油湛江分公司涠洲终端处理厂轻烃回收装置的原料气由两部分组成,一部分是从原油区分离出来的稳定气,另一部分是管道送来的低压、高压天然气。生产单元主要包括分子筛脱水单元、低温分离单元、精馏单元等。低温分离是其核心单元,此工艺的低温分离单元为“丙烷冷剂预冷+膨胀机制冷”。
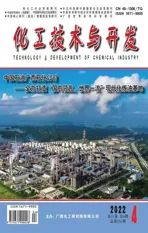
轻烃回收冷分离单元的工艺流程如图1所示。来自脱水装置的3股原料气混合后进入一级换热器,与待压缩干气换冷后,借助丙烷的蒸发冷凝,分离大部分C3及以上组分,再通过冷凝和分离,实现干气与凝液的进一步分离,以确保天然气烃的露点达标。高压、低温的干气经膨胀制冷后逐级返回换热器,为天然气进料提供冷量,增压后作为商品气外输,凝液则送至精馏单元,经脱乙烷塔、脱丁烷塔分离,得到液化气和轻油产品。
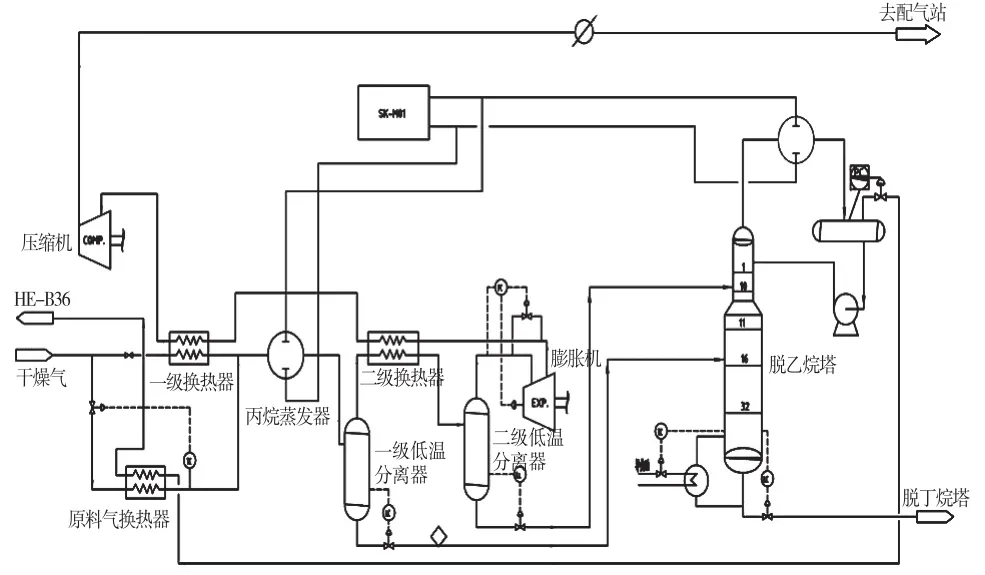
图1 轻烃回收工艺流程图Fig. 1 process flow chart of light hydrocarbon recovery
1.2 工艺模型搭建
基于该天然气轻烃回收装置的工艺流程,应用ASPENPIUS流程模拟软件建立的工艺模型如图2所示。
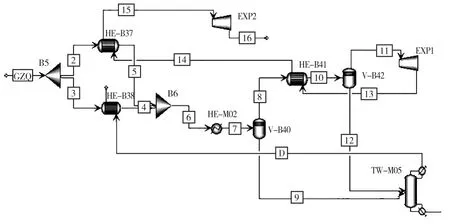
图2 轻烃回收工艺模拟流程图Fig. 2 Simulation flow chart of light hydrocarbon recovery process
1.3 模型验证
将原料气(表1)输入工艺模型中,装置的运行参数与模拟参数见表2,模拟干气产品与实测干气结果见表3。可以看出,模拟数据与实际运行数据非常吻合,所建立的模拟系统能够正确反映此气田天然气轻烃回收的工艺过程,可作为工艺优化的依据,用于指导生产,提高产品质量,实现整个生产装置平稳、安全、高效地运行。

表1 进料气组成Table 1 composition of feed gas

表2 装置运行参数与模拟参数对比Table 2 comparison of operation parameters and simulation parameters of the device
表3 干气产品模拟组成与实测组成对比Table 3 comparison between simulated composition and measured composition of dry gas products
2 问题分析
轻烃回收装置的模拟结果显示,干气产品烃的露点为-65℃,不符合质量标准。二级低温分离器的气相组成见表4,C2+的摩尔分率分别为13.75%,重组分含量较多,分离效果不佳。低温分离器中,C1的摩尔分率随分离器温度的降低而增加,温度越低,C1含量越高,烃露点越低。二级换热器出口的混合气与二级低温分离器的温度为-42.44℃,温度偏高,膨胀机出口的低温干气为二级换热器提供冷量,低温干气温度为-77.3℃,因此降低低温干气的温度,可有效提高二级换热器效率。
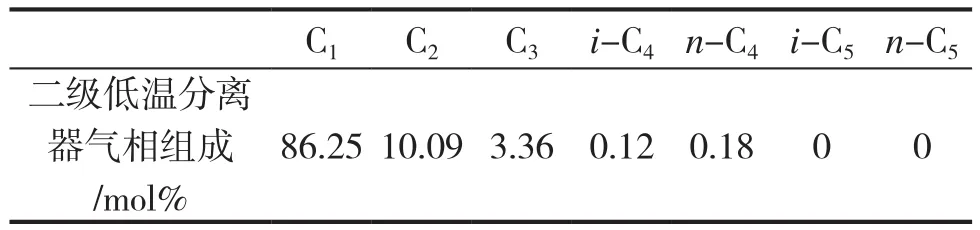
表4 二级低温分离器液相组成Table 4 liquid phase composition of two-stage cryogenic separator
膨胀机制冷是将气体的压力能转化为机械能并产生冷量,且膨胀始态温度越低,膨胀机的J-T效率越高。丙烷蒸发器的出口温度为-17.04℃,温度偏高,降低丙烷蒸发器出口混合气的温度,可有效降低二级换热器的进口混合气温度,同时可有效提高膨胀剂的J-T效率,改善制冷效果,降低出口干气温度。
2.1 丙烷蒸发器的制冷能力不足
由于处理量增加,原料气经预冷后的温度高于设计值(4℃),进丙烷蒸发器的混合气的温度为16℃,流量为 2264.05kmol·h-1,经 ASPENLIUS物性分析,混合气比热为 56.12kJ·kmol-1·K-1。计算结果表明,要使丙烷蒸发器达到设计值-34℃所需的热负荷为-1764.7kW,比丙烷蒸发器的额定负荷-1200kW增加了47%。
2.2 水冷器的效率低
丙烷制冷系统的工作流程见图3。液态丙烷在蒸发器内吸热蒸发后进入压缩机升压,利用循环水,使丙烷压缩气的温度低于其临界温度,以确保气态丙烷冷凝成液态,通过节流阀进一步降温降压后,气态丙烷进入丙烷蒸发器吸热蒸发。考察生产现场,发现液体丙烷出水冷器时的温度偏高,导致蒸发器的热端温度偏高,造成了丙烷蒸发器的操作温度、吸气压力均偏高的后果。

图3 丙烷蒸发系统流程图Fig. 3 flow chart of propane evaporation system
3 工艺优化
本工艺因丙烷制冷系统的制冷效果不佳,造成整个工艺的制冷温度偏高,因此针对丙烷制冷系统提出了优化措施。
3.1 流程优化
按照低压气、高压气与稳定气的组成,利用APENPIUS软件计算得到3股气的热容分别为49.24、47.91、90.89kJ·kmol-1·K-1,混合气的比热为56.12kJ·kmol-1·K-1。丙烷蒸发器的热负荷不能满足制冷要求,因此将比热大的原油稳定气经预冷后,直接送入脱乙烷塔进行气液分离,从而减少混合气冷量的需求。新工艺流程模拟见图4。

图4 优化后轻烃回收工艺模拟流程图Fig. 4 Simulation flow chart of optimized light hydrocarbon recovery process
经模拟优化后,工艺混合气的比热降为42.20kJ·kmol-1·K-1,丙烷蒸发器出口温度由-17.04℃降至-34℃,热负荷由1166kW降为935.7kW,二级换热器的出口温度由-42.89℃降至-61℃,二级分离器气相C1的摩尔分率为90.62%,节流降温后干气温度由-82.2℃降至-95℃。优化后的工艺大大降低了低温分离系统的整体温度。模拟的原工艺干气产品与优化工艺的干气产品组成见表5。优化工艺提高了干气组成中C1的摩尔分率,增压至0.553MPa(A)时,对应露点为-80℃,露点合格。显然,对于本工艺,控制丙烷蒸发器的温度对干气露点十分重要。

表5 干气组成对比Table 5 comparison of dry gas composition
3.2 改善水质
模拟丙烷制冷系统中,丙烷蒸发器的吸气绝压为0.3MPa,对应的气化温度为-14℃。模拟的丙烷温度与饱和蒸气压的关系曲线见图5。可以看出,压力越低,丙烷的气化温度越低。优化后的水冷器可确保气态丙烷冷凝成液态,并降低出水冷器的液态丙烷的温度,从而降低丙烷蒸发器的热端温度、吸气压力和丙烷的气化温度,达到降低混合气温度的目的。水冷器中的冷却水在循环系统中循环使用,外界环境中的杂物、各种无机离子和有机物质的浓缩等多种因素综合作用,使得循环水的水质恶化,导致水冷器腐蚀、结垢和黏泥滋生,降低换热器的传热系数,最终造成水冷器的效率降低[6]。提高循环水的浓缩倍数可有效改善水质,但浓缩倍数过高,会使循环冷却水的硬度、碱度和浓度升高,水的结垢倾向增大。浓缩倍数控制在2~3倍并添加缓蚀阻垢剂,可有效改善改善水质,确保水冷器的正常工作。
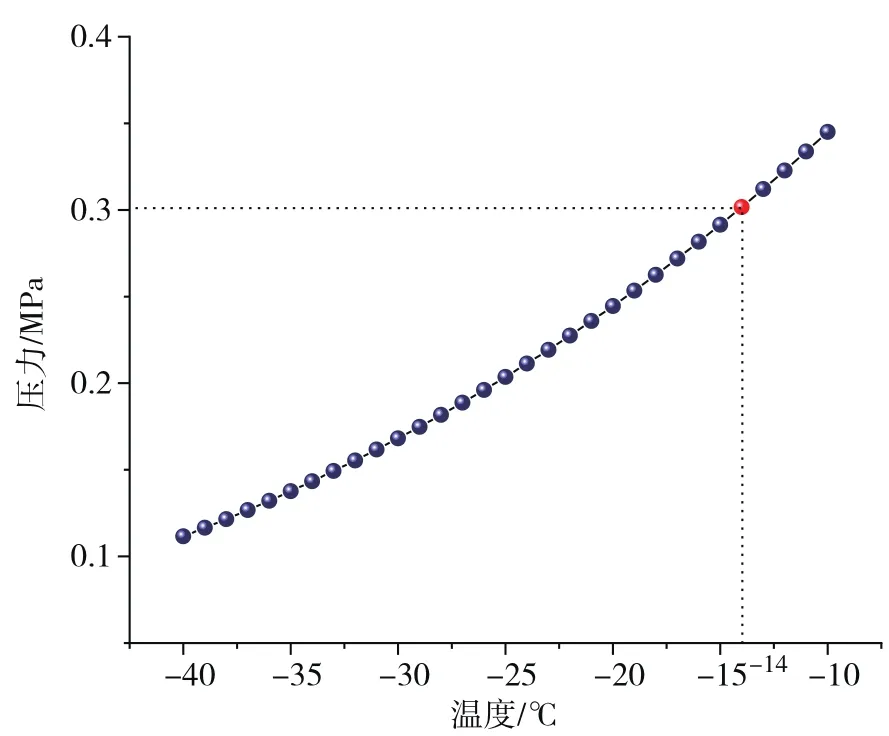
图5 丙烷P-T图Fig. 5 propane P-T Diagram
4 结论
1)轻烃回收工艺处理量的增加导致干气产品的露点高;
2)本轻烃回收工艺中,丙烷制冷系统的制冷效果影响整个流程的分离效果;
3)针对丙烷制冷系统中丙烷蒸发器的处理量过大、水冷器效率低的问题,提出以下措施:将比热值高的原油稳定气预冷后直接送入脱乙烷塔,以减少丙烷蒸发器的负荷;改善循环水水质,确保丙烷制冷系统水冷器高效工作;
4)经优化,干气产品露点为-80℃,露点合格。