电镀锡板表面白斑形成原因分析和改进
2022-04-13黄久贵岳重祥秦松徐晓涵张建雷
黄久贵,岳重祥, ,秦松,徐晓涵, ,张建雷,
(1.江苏沙钢集团有限公司,江苏 张家港 215625; 2.江苏省(沙钢)钢铁研究院,江苏 张家港 215625)
电镀锡板俗称马口铁,主要用于制造各类包装容器。马口铁包装容器具有高回收率、可循环利用、易降解等特点,符合节能减排要求,市场前景良好。目前中国已成为全球最重要的马口铁包装容器生产国,中国马口铁的产量和消费量也居世界首位。随着国家一系列低碳环保政策的出台,国内马口铁的研究热点主要集中在绿色环保、高品质、低成本等方面。
与传统镀锡工艺相比,甲基磺酸盐(MSA)镀锡工艺具有明显的环保优势,故成为电镀锡研究的热点。阴子良等人[1]研究了MSA电镀锡工艺参数对镀层结合力的影响。万一群[2]、王志登[3]等人研究了MSA镀锡液中Fe2+含量对镀锡层性能的影响。潘梦雅等人[4]开展了MSA电镀体系添加剂的研究。中粤浦项于2014年7月将其电镀锡机组由PSA(苯酚磺酸)镀液更换为MSA镀液[5],宝钢、首钢、沙钢等新建的电镀锡机组均采用MSA镀锡工艺[6-8]。
MSA镀锡未来的研究方向应集中在如何实现低成本、高质量的稳定生产。薄炜[6]分析了可溶性阳极和氧化铱不溶性阳极在MSA镀液中的应用差异,重点介绍了梅钢镀锡生产线上的典型缺陷(如酸斑、不润湿、低电流和高电流密度缺陷等)。王健[9]、杜英杰[10]、金旭芳[11]等人分别对电镀锡板表面白斑、小白条和木纹缺陷进行了分析,其产生的原因涉及炼钢、热轧、冷轧、退火、电镀等各个流程。表面缺陷是影响MSA电镀锡板性能的重要问题,但导致缺陷的原因复杂,应根据实际情况有针对性地进行分析。本文针对某MSA电镀锡板 表面的白斑缺陷进行分析,并根据分析结果在生产线进行缺陷再现,提出有针对性的措施。相关经验对MSA电镀锡的实际生产具有指导意义。
1 试验材料与方法
试验材料为工业生产的T4电镀锡板,取表面白斑缺陷试样进行分析。试验钢的工业生产流程为:热轧→冷轧→连退→MSA电镀锡。炼钢连铸坯厚度为220 mm,热卷厚度为2.0 mm,冷硬、连退和电镀锡成品厚度为0.20 mm。连退工艺流程为:开卷→碱洗→加热→均热→时效→冷却→平整→涂油→卷取。电镀锡工艺流程为:开卷→碱洗→酸洗→电镀→软熔→钝化→涂油→卷取。
用数码相机拍摄缺陷试样,以观察缺陷的表面状态。切割缺陷试样,经镶样、磨样、4%硝酸酒精侵蚀后用Zeiss光学显微镜观察截面金相组织。切割试样的缺陷部位,采用JSM-7001F扫描电镜(SEM)观察缺陷的表面形貌,并用附带的能谱仪(EDS)分析缺陷表面的化学成分。最后,通过在线试验使表面缺陷再现,以验证原因分析的准确性。
2 白斑缺陷样品的特征
2.1 宏观特征
从图1可知,MSA电镀锡板表面的白斑缺陷有圆环形、近似圆形和长条形3种形状。圆环形白斑的圆环外径为5 ~ 20 mm。近似圆形白斑的外径为10 ~ 20 mm。长条形白斑沿轧向延伸,宽度为10 ~ 20 mm,长度不一,在30 ~ 100 mm范围内波动。后两种白斑的白色区域分为中间和边缘两部分,边缘颜色介于白色和正常电镀锡板颜色之间;圆环形白斑的颜色与另外2种白斑边缘的颜色更接近。3种白斑都同时出现在缺陷样板正、反两面的相同位置,呈面对称分布。上述情况在以往的文献报道[9-11]中未曾见过。仔细对比可以发现,镀锡板正反两面的白斑缺陷存在细微差别,如正面和反面的长条形缺陷最下方边缘部分的宽度略有不同。

图1 电镀锡板上表面(上)和下表面(下)的白斑缺陷 Figure 1 White spots on upper side (above) and lower side (below) of tinplate
2.2 截面金相组织
T4电镀锡板的基材为低碳钢,热轧时若工艺参数控制不当,使钢板在奥氏体和铁素体两相区轧制,则轧制完成后储存了畸变能的先共析铁素体可能异常长大,形成混晶组织[12-13]。热轧混晶组织会传给冷轧板,造成冷轧板组织不均匀,严重时影响冷轧板表面质量。取样品缺陷位置和正常位置制样并观察横截面的金相组织,结果如图2所示。缺陷位置与正常位置的金相组织基本相同,均为完全再结晶的铁素体组织,并且晶粒大小均匀。查询缺陷样卷的热轧工艺和冷轧退火工艺可知,热轧终轧温度、热轧卷取温度和冷轧退火温度 分别稳定在(880 ± 10) °C、(630 ± 20) °C和(680 ± 10) °C,热轧终轧温度显著高于该钢种的相变温度(840 °C),是在奥氏体区轧制,属于单纯的相变铁素体组织。因此本次缺陷与钢板内部组织无关。

图2 缺陷钢板样品上缺陷位置(a)和正常位置(b)的横截面金相组织 Figure 2 Cross-sectional microstructures of steel substrate at the defect (a) and normal area (b) of the defective tinplate
2.3 表面形貌
表面晶界腐蚀等原因造成的平滑度差异也会引起钢板表面色差[14]。从图3可以看出,缺陷位置和正常位置锡层的表面形貌明显不同。缺陷位置表面锡层为颗粒状组织,表面粗糙,存在浮凸感;正常位置则表面细致、平整。由此推断,光线照射到板面正常位置后发生镜面反射,视觉上呈现的是镀锡板的光亮色泽;而缺陷处颗粒状组织导致光线照射到板面后发生漫反射,视觉上不如正常位置光亮,因而呈白色。对缺陷样品反面缺陷位置和正常位置进行SEM观察,结果与图3基本相同,不再赘述。由此说明缺陷位置表面颗粒状组织的存在是造成MSA电镀锡板白斑缺陷的可能原因。

图3 缺陷样品上缺陷位置(a)和正常位置(b)锡层的表面形貌 Figure 3 Surface morphologies of tin coating at the defect (a) and normal position (b) of the defective tinplate
3 白斑产生原因分析和再现
从前述分析可知,MSA电镀锡板表面白斑缺陷处存在颗粒状组织。结合前期研究结果[9]可知,白斑处的颗粒状组织属于典型的电镀锡软熔前组织。虽然白斑处的镀层较正常位置粗糙,但晶粒细小、均匀,说明电镀质量良好,白斑缺陷与电镀及电镀前的炼钢、热轧、冷轧和退火工艺关系不大,应着重分析白斑处是否未发生软熔。从图4可知,正常位置的主要元素为Sn和Fe,而缺陷处除了Sn和Fe外,还含有Cr和O。Cr来源于钝化液,O的存在则说明缺陷处可能发生了氧化。
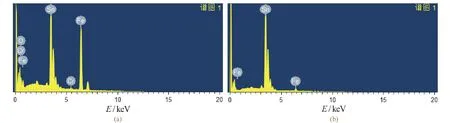
图4 缺陷样品上缺陷位置(a)和正常位置(b)的EDS分析结果 Figure 4 EDS analysis results at the defect (a) and normal area (b) of the defective tinplate
高速电镀锡采用大电流,并且镀锡量低,镀层中不可避免地存在微孔。软熔是镀锡板生产的重要环节之一,通过将钢板快速加热到锡的熔点(232 °C)以上,使锡瞬间熔化并以溜平的方式消除微孔,同时在钢板与镀锡层之间形成薄薄的锡铁合金层,冷凝后获得光亮的表面。软熔的关键在于温度和时间,合理控制这2个参数可以提高镀锡板的耐蚀性。软熔温度过高、时间过长时,镀层表面会析出锡珠;软熔温度过低(低于锡的熔点)时,锡层无法实现软熔。综合上述分析,基本可以确定白斑产生的最可能原因是软熔时对应位置的温度过低, 导致软熔失败。由EDS分析可知,缺陷处除了可能残留钝化液外,还存在生锈的可能。钝化是软熔的后道工序,钝化液的残留不会影响软熔过程,故重点分析生锈的原因。
现场跟踪调研发现,电镀锡生产线软熔前助熔槽和软熔后钝化槽都密封不严,导致部分水汽上浮。如果水汽在上浮过程发生冷凝,冷凝后水滴滴落至钢板。一方面,软熔时由于水滴挥发吸热,使水滴处钢板温度低于软熔温度,造成锡层软熔失败;另一方面,水滴的存在使得对应位置钢板氧化生锈。对该过程进行简化的数值模拟,在0.20 mm厚的钢板上表面任一部位设置对外散热(见图5a),下表面不设置对外换热(见图5b),模拟结果可用于简要说明上表面的水滴挥发吸热过程。由于钢板较薄,在上表面设置对外散热后,上、下表面对应部位的温度都低于周边,低于锡的熔点,如图5c和图5d所示。故水滴落到钢板表面会造成上下表面同时不软熔,上下表面呈现对称分布的白斑缺陷。另外,虽然钢板两面温度有一定差异,但低于232 °C区域的面积基本相同,并且由于温度的梯度分布可能会造成缺陷周边部分区域发生部分软熔,最终呈现图1b和图1c所示的白色缺陷。
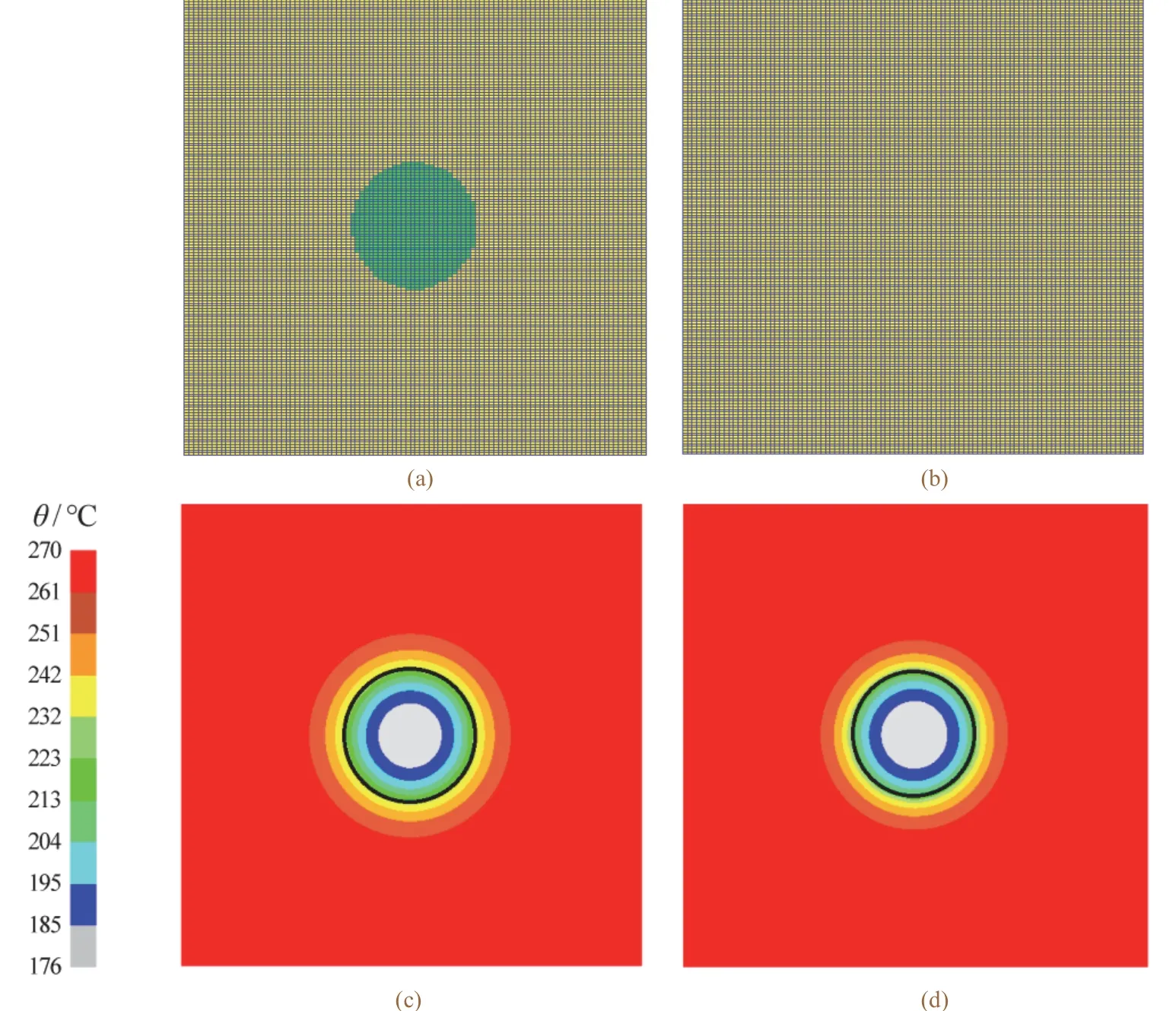
图5 钢板上表面(a, c)和下表面(b, d)白斑形成过程的数值模拟 Figure 5 Numerical simulation for the formation of white spot on upper side (a, c) and lower side (b, d) of steel sheet
为验证上述推断的准确性,在电镀锡生产线软熔前进行在线滴水试验。取纸杯1个,在底部一侧钻1个直径4 mm的小孔。手持纸杯至电镀锡线软熔塔顶部(带钢软熔前)正在运行的带钢上方适宜位置,然后令纸杯适当倾斜,使底部小孔一侧高于另一侧;然后向纸杯中倒入少量脱盐水,调整纸杯角度,使脱盐水从小孔中流出后,先连续、后间断滴落至带钢上表面,结果如图6所示。可见,在线软熔前滴水试验可再现上下表面对称的白斑缺陷,验证了上述推断。
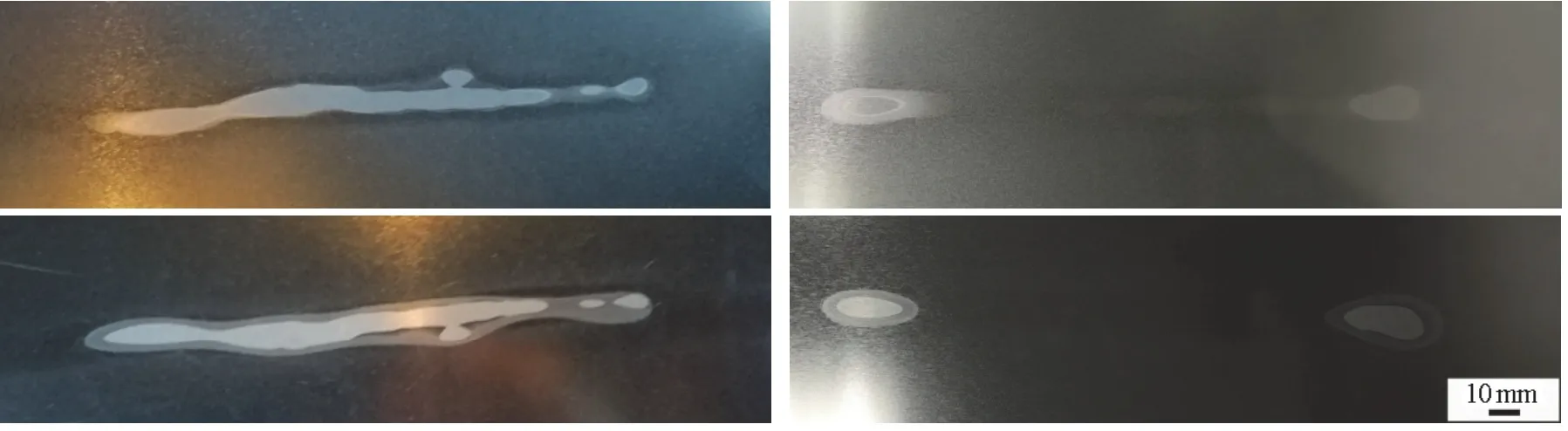
图6 在线试样上表面(上)和下表面(下)上再现的白斑 Figure 6 White spots reproduced on upper side (above) and lower side (below) of the tinplate being produced on production line
4 解决措施和效果
措施一:更换助熔槽和钝化槽的密封盖,加强密封效果。
措施二:软熔前钢带上方设置遮挡板,避免冷凝水滴落在钢带上。
采取上述措施后,近两年未再发生此类问题。