浅谈贵冶转炉残极加料机无液压控制及应用
2022-04-13高坤
高 坤
(江西铜业股份有限公司贵溪冶炼厂,江西 贵溪 335424)
1 引言
江铜贵溪冶炼厂(简称“贵冶”)转炉残极加料机[1]一系统一期为日本进口设备,之后增加二期、三期及新上二系统30万t项目为国内自主制作安装使用。其中一系统残极加料机分两套系列:I系列和II系列。两套系统的残极装入、整列及倾转全部由液压系统驱动,分别设有两套液压站。残极加料机在国内冶炼行业被广泛应用,但经过多年的运行分析,转炉残极液压系统[2]存在一系列问题,如:配备管路长、接头及焊接点多、油路中漏点多、各配电柜线路复杂及平时检修空间狭小安全性不可靠、液压管路漏油爆管后严重污染环境。最重要的是运行耗电量较大,不节能。此外,国内外残极加料方式都是人工操作加料,都没有进行进一步提升优化。现场工况使用中液压缸故障率较高,密封容易发生泄漏,维护精力及检修费用高。加入一堆残极,需要操作多个按钮,不仅操作繁琐,耗时费力,而且增加了安全隐患,这与公司“智慧冶炼、智能工厂”理念不符。同时本文讲述了残极加料故障原因分析,找出问题进行改造优化升级,为转炉残极加入生产顺行提供保障。
2 残极加料机作业工艺流程及结构原理
2.1 残极机生产工艺流程
残极加料过程,残极板放置堆场由叉车叉至宽度矫正机进行整列规整,如图1所示。下一步规整好后进入加料机运输至头部倾转溜槽处,倾转溜槽进行倾转后残极板被推入流槽内,此时利用投入油缸进行推入到固定溜槽,残极闸板提起后残极板经过固定溜槽及水套后进入炉体,整个残极冷料加入结束。

图1 残极加料机生产工艺流程
2.2 残极加料机各驱动部件的组成
如图2所示。传动部件由37Kw电机驱动,通过与液动联轴器-电磁离合器-链式联轴器-皮带轮-三角带,再与减速机-驱动轴连接链轮,通过链条连接链轮及输送机驱动轴驱动运输机,实现整个运输残极板的整个过程。
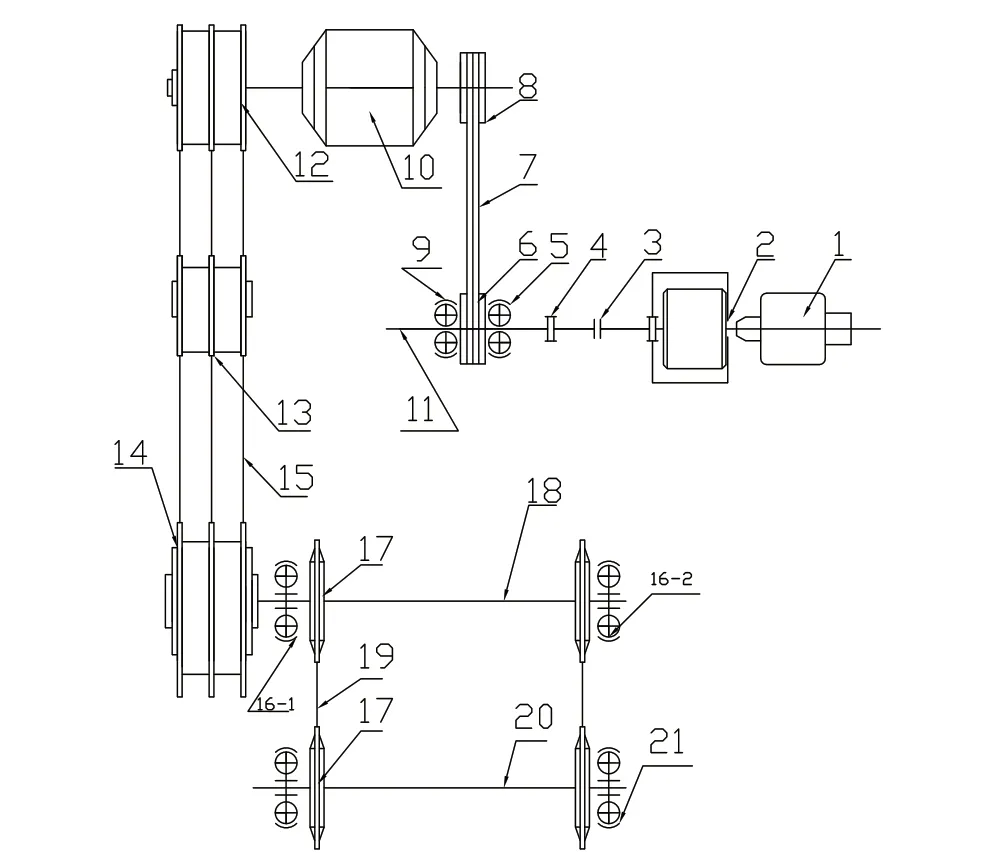
图2 残极机各部件组成图
3 改造前残极加料机液压驱动故障原因分析
主要针对故障高发的液压驱动系统及装置:整列部、倾转部及推入部进行分析。
3.1 整列部整列故障及原因分析
液压系统整列部的故障及原因如下:
(1)整列宽度油缸整列时不到位,原因是油缸漏油不动作或2台油缸不同步;
(2)液压油管及阀组漏油严重,原因是管路老化[3]或密封泄漏;
(3)油缸活塞杆弯曲变形,原因是轨道卡阻等。
3.2 残极倾转部故障及原因分析
液压系统倾转部的故障及原因如下:
(1)倾转油缸倾转不到位,原因是油缸漏油不动作或2台油缸不同步;
(2)液压油管及阀组漏油严重,原因是管路老化或密封泄漏;
(3)倾转溜槽下沉或错位,原因是轴承座螺栓松动剂销轴磨损等。
3.3 残极推入部故障及原因分析
残极液压系统推入部的故障及原因如下:
(1)推入部油缸杆密封经常漏油,污染环境,原因是现场灰尘高温;
(2)液压油管及阀组漏油严重,阀组卡阻不动作,原因是管路老化或密封泄漏;
(3)推入块变形或卡阻,原因是间隙过大卡阻、螺栓松动脱落等。
4 改造的主要内容
针对以上频发故障及原因分析,我们制定了对策与思路,对残极加料机进行改造,取消液压控制并实现节能及自动化:
(1) 将整列部油缸取消,利用伺服电动缸[4]替代液压油缸,同时取消液压管路及阀组,既节能又环保,消除液压整列时的多种故障。增设限位及时间继电器,实现与运输机连锁控制实现自动整列。从3月份开始,使用效果见表1 所示。

表1 故障对比表1 次数
(2)取消倾转部2台油缸的控制功能,利用伺服电动缸替代液压油缸驱动,但保留油缸作为导向,防止错位。消除液压倾转后,高温漏油、油缸底座脱落及动作不同步等故障彻底解决,同时避免了因空间狭窄造成的检修安全隐患。增设感应限位,实现与运输机连锁控制实现自动倾转。从3月份开始,使用效果见表2所示。
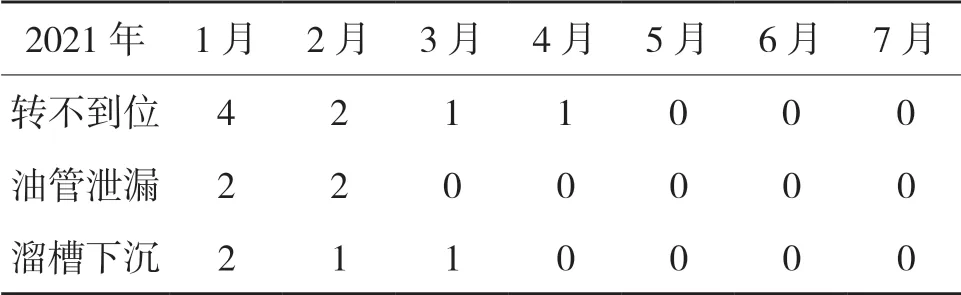
表2 故障对比表2 次数
(3)将推入部油缸取消,利用减速机齿轮[5]驱动,重新设计选型计算速比及最大推力等。消除推入油缸后,轴封漏油、油缸底座松动及卡阻不动作等故障杜绝。增设限位,与倾转部连锁控制实现自动推入。从3月份开始,使用效果见表3所示。
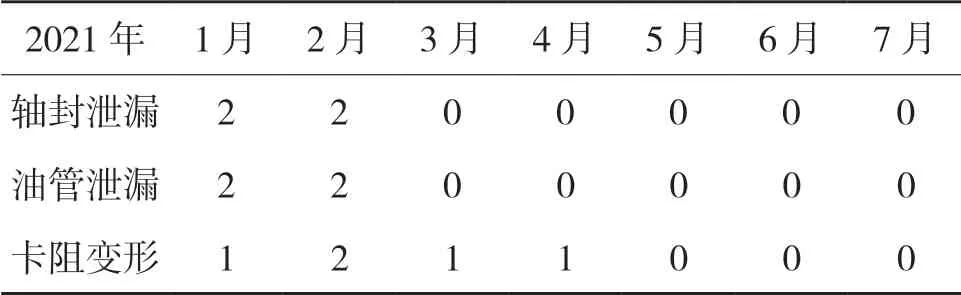
表3 故障对比表3 次数
5 改进效果
通过在生产过程中的不断摸索,取消了转炉残极液压系统,达到安全环保、节能、降低故障的目的。对残极加入控制方式改进,从整列到倾转再到推入,采用伺服控制系统和减速机齿轮传动控制相结合方式,接入整套残极加入控制系统中,实现定位、编程、诊断等一系列自动化控制[6]。同时降低操作人员劳动强度,避免因误操作导致设备故障和安全事故。
6 结语
转炉残极加料无液压的控制及运用,改变了转炉有史以来的加料方式,开创了贵冶建厂以来的先例,新的加入方式不但提升了转炉冷料处理的生产效率,还节省了设备的维护和采购成本,故障率大幅降低,安全更环保,有效解决了工艺操作的瓶颈问题,为工厂长周期生产安全顺行奠定了基础。转炉残极加料无液压控制具有推广价值,可在冶炼行业得到使用及推广。
