瓦楞纸箱堆码鼓包问题及改进措施研究
2022-04-12郭宝龙潘晓芬段会会吴霖杰冯丽颜伟航刘志颖
■文/郭宝龙,潘晓芬,段会会,吴霖杰,冯丽,颜伟航,刘志颖
(宁波奥克斯电气股份有限公司,浙江 宁波 315191)
0 引 言
众所周知,瓦楞纸箱具有保护产品的作用,能避免产品在流通过程中因温度、湿度、振动、冲击、堆码等而受损。随着物流运输状况的逐步改善,运输过程对产品造成的损坏大幅度降低。然而,为满足市场供应需求,产品过量储备库存的情况难免要发生。在堆放过程中,产品的防护主要依赖于外部的瓦楞纸箱,但瓦楞纸箱在实际使用中经常会出现堆码鼓包现象。对于部分非销售包装,在内装产品未受损的情况下,客户勉强能接受。而对于运输包装和销售包装,包装外观的好坏直接影响产品质量和客户的第一体验。外包装纸箱出现鼓包现象,不仅大幅度降低客户的体验度,而且影响产品销售。因此,针对如何防止产品纸箱在堆码过程中产生鼓包的问题,有必要进行深入探讨。研究表明,瓦楞纸箱的关键指标是纸箱的抗压强度,瓦楞纸箱具有足够的抗压强度是保护内装物的必要前提。而认清瓦楞纸箱抗压强度的影响因素,就要从材料、结构、生产工艺、环境等方面加以分析,并从中发掘出有效的改进措施。
1 纸箱堆码鼓包分析
以家电产品空调包装为例,从瓦楞纸箱的设计、制程、仓储等环节分析瓦楞纸箱抗压强度的影响因素。
1.1 前端纸箱设计
1.1.1 原纸质量
定量是瓦楞纸板重要指标之一,也是影响瓦楞纸箱抗压强度的重要因素。我们由凯里卡特箱压标准公式可知:
式中:P表示瓦楞纸箱抗压强度,Px表示瓦楞纸板原纸的综合环压强度,Z表示瓦楞纸箱周边长,aXz表示瓦楞常数,J表示纸箱常数。
瓦楞纸箱的抗压强度P与瓦楞纸板的综合环压强度Px成正比,而瓦楞纸板的综合环压强度如下:

式中:Px表示瓦楞纸板原纸的综合环压强度,Rn表示纸箱面纸、里纸或夹芯卡纸的环压强度,Ci表示瓦楞楞率,Rm表示瓦楞芯纸的环压强度,L表示环压试样测试长度。
通常原纸的定量与原纸的环压强度成正增量关系,也就是原纸的定量增加,Rn的数值也会随之增加,因此Px的值也会增加。再通过式(1)和式(2)的关联关系。可以明确,瓦楞纸箱的抗压强度与原纸定量成正增量关系,当瓦楞纸箱原纸克重越高,瓦楞纸箱的抗压强度越好。反之,如果选用原纸的克重偏低,对于整个纸箱的抗压强度来说,也就较低。当整体纸板的配比较低时,承载强度低于包装产品要求的堆码极限强度,再堆码一定的时间,纸箱的抗压能力屈服,导致纸箱塌陷,出现鼓包。因此,正确选择瓦楞纸板的材料及材料配比对降低纸箱堆码发生概率至关重要。
1.1.2 纸箱含水率
由于原纸本身不具备防潮性,从生产厂家运输到生产线体,随着空气湿度的变化,纸箱中的含水率也在变化,瓦楞纸箱的强度也随之发生改变。相关研究资料表明,纸箱抗压强度与含水率存在如下函数关系式:

式中:P表示瓦楞纸箱的抗压强度,a表示当水分为0%时瓦楞纸箱的抗压强度,x表示纸板含水率的100倍。
由式(3)可知,瓦楞纸箱的抗压强度与其含水率成负增量关系,含水率越大,瓦楞纸箱的抗压强度越低。当含水率增大到一定值时,纸箱基本失去抗压能力。适当的含水率能够提升瓦楞纸箱的缓冲强度,以防翘曲变形;但含水率过高,会降低纸箱强度。因此,含水率也是造成纸箱鼓包问题的重要原因之一。
1.1.3 纸箱版面印刷及开孔
(1)纸箱版面印刷。很多客户要求产品纸箱表面实行全版面印刷。而瓦楞纸箱的常用印刷方式是柔性凸版印刷,凸版印刷压力较大,易压溃瓦楞,使瓦楞纸箱的抗压强度降低。图1显示的是在含水率为12%的情况下样品的测试情况。
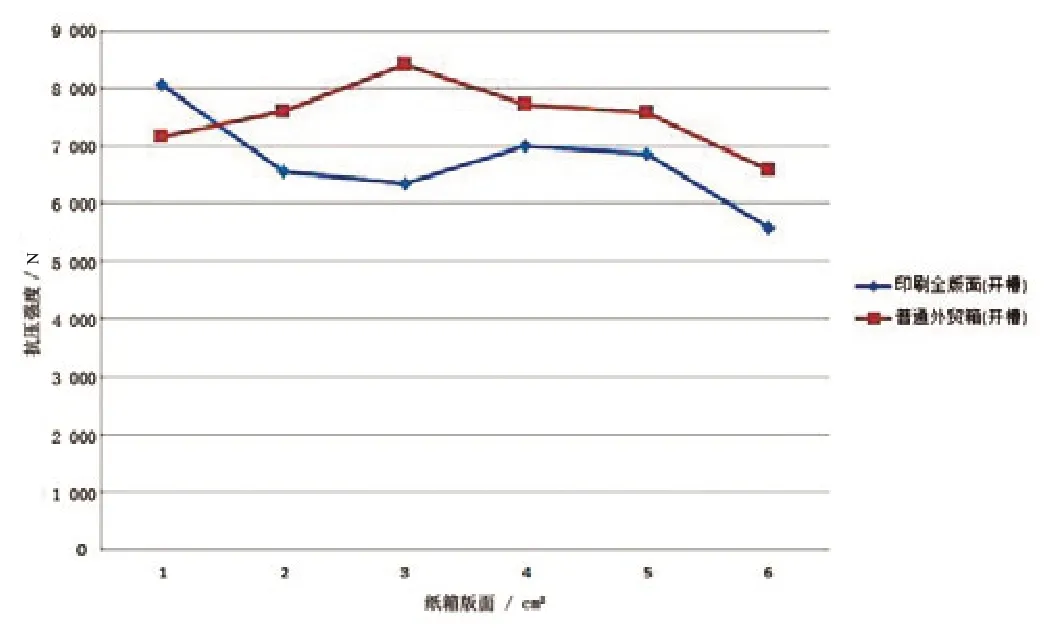
图1 抗压强度与纸箱版面印刷的关系图
由图1可知,瓦楞纸箱全版面印刷的抗压强度整体上低于非全版面印刷的强度,根据测试可得出以下两点:印刷面积越大,瓦楞纸箱抗压强度越低;印刷压力越大,抗压强度越低,瓦楞受损更严重。
(2)纸箱开孔。为了便于产品生产检漏,需要在纸箱上开相应的孔,这在一定程度上破坏了纸箱的整体结构,容易造成局部应力集中,易降低瓦楞纸箱的抗压强度。查阅相关文献,得知纸箱上所开孔的面积、数量,以及孔与上盖和下盖的距离,都会对纸箱的抗压强度产生一定的影响。选择含水率在12%的若干样品,在纸箱孔数相同的情况下进行测试,发现纸箱开孔的抗压强度基本低于未开孔的纸箱强度。开孔与未开孔的对比结果如图2所示。
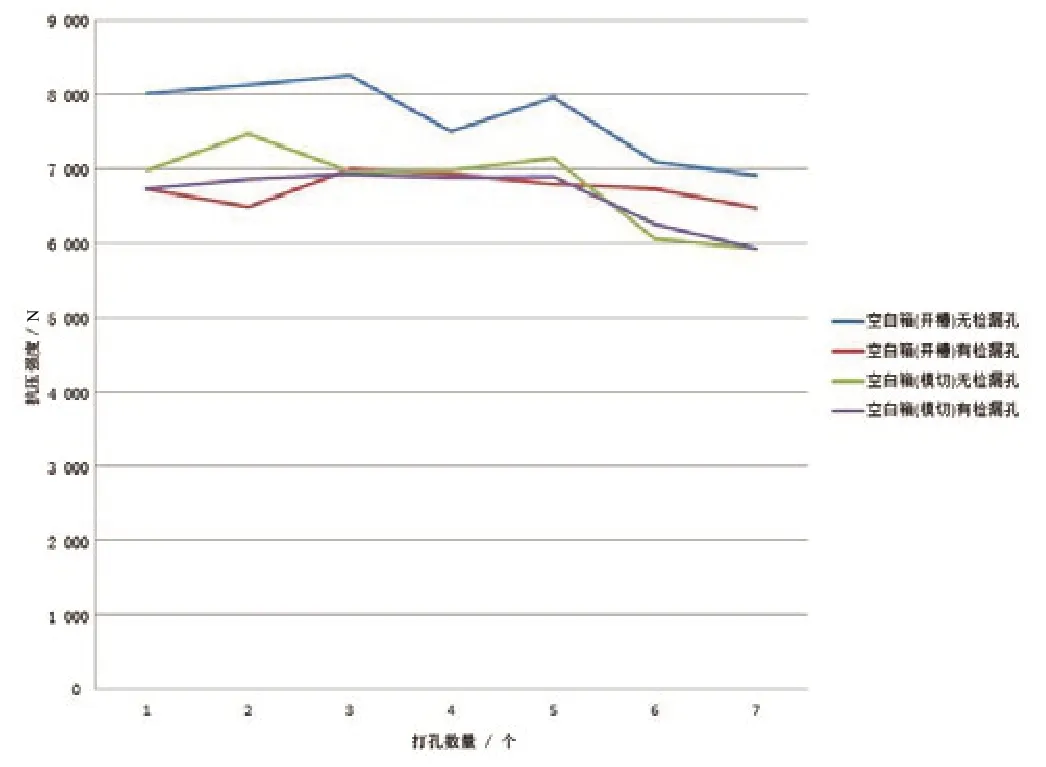
图2 抗压强度与纸箱有无孔的关系图
1.1.4 尺寸设计
除了纸箱本身加工工艺以外,纸箱尺寸设计也会影响其抗压强度。产品外部一般都会有缓冲垫作防护,纸箱内侧距缓冲件的装配间隙必须预留,这些间隙的大小对纸箱的抗压强度产生一定的影响。间隙预留过小,导致生产线体装箱效率低下,且容易造成纸箱开裂;间隙预留过大,则产品容易在箱内窜动,内部的缓冲结构对纸箱堆码时失去支撑作用,极易导致鼓包。因此,纸箱尺寸设计必须合理把握缓冲件与产品之间的间隙,确保纸箱与内部缓冲件有效配合,这样才能有效防止纸箱塌陷,避免产生鼓包风险。
1.2 生产制程
在纸箱生产过程中,操作是否规范也会影响纸箱的抗压强度,如纸箱成型长短摇盖折合不到位、产品在托盘上摆放不规范、叉车搬运入库颠簸等,都易造成纸箱变形或破损,使纸箱的抗压强度整体下降,造成堆码纸箱鼓包。
1.2.1 纸箱折合成型
当产品到线体尾端套纸箱时,纸箱须预先成型,然后将纸箱套在流动线体的产品上,折合纸箱摇盖、封箱。由于线体流动,在时间较短的情况下完成装箱,部分纸箱折合摇盖未做到位,出现向外扩张的情况(见图3),这在一定程度上影响纸箱的强度。

图3 箱角成型不规整案例
瓦楞纸箱在抗压测试中,初始载荷沿纸箱边沿均匀分布,随着压力的逐渐增大,箱体慢慢向外鼓出,此时纸箱竖直的四条棱依然保持笔直状态,随着载荷向箱角集中(见图4),箱角载荷进一步加大,附近出现屈服,之后箱体里纸面压溃,纸箱抗压能力迅速变弱。因此,箱角成型规整程度对纸箱的抗压强度影响较大。
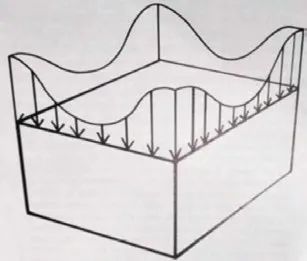
图4 纸箱受压压力分布示意图
1.2.2 托盘码垛
下线产品由机械手码垛在托盘上,如果摆放不规整,重心偏向个别产品,就极易造成鼓包(见图5)。因此,产品下线在托盘上的摆放方式和规范程度对后期储存堆码有着很大影响。产品交错摆放不规整,使底层产品受力不均匀,出现纸箱鼓包,一旦堆码过高,极有可能发生倒塌。

图5 托盘码垛示意图
1.2.3 叉车搬运
叉车在搬运托盘过程中,有一定倾斜角度(见图6),导致底部产品受到严重挤压,而这种瞬间挤压会超出纸箱的抗压强度。同时,纸箱在搬运中还经受不同程度的颠簸,加剧被挤压部位的变形。这种破坏性冲击更易导致货物堆码时产生鼓包。
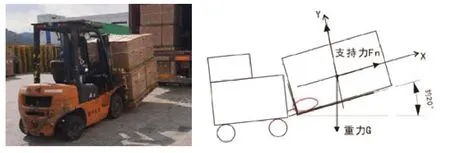
图6 叉车搬运图和等效受力图
1.3 仓储堆码
对于产品而言,仓库的堆码方式至关重要。如果产品堆放不规范或者选择堆叠的方式不正确,就会造成严重的纸箱鼓包。例如,堆码层之间的相互错位,边角对不齐,都容易造成局部受力集中,导致纸箱变形(见图7)。有关资料显示:堆码方式对纸箱鼓包的产生有一定的关联,上下层纸箱棱角对齐堆码方式强度最高,若该堆码方式的强度为100%,则悬臂式堆码方式的强度下降20%~40%,层层错位堆码方式的强度下降9%~15%,互锁式堆码方式的强度下降40%~60%。因此,选择正确的堆码方式能有效降低产品鼓包风险。

图7 部分堆码不规范示意图
另外,产品的堆码载荷也不能超过产品纸箱和内衬共同的支撑力。作为第一受力件,纸箱必须达到更高的抗压强度,为了有效保护纸箱内产品,纸箱的抗压强度必须大于堆码载荷且有合理的安全系数作保证。产品在打包后堆码,最下层货物承受的堆码载荷为:

式中:Pc表示最下层货物承受的堆码载荷,W表示每件产品的质量,h表示堆码高度,H表示纸箱高度。
由凯里卡特公式计算纸箱的抗压强度P,堆码载荷应满足以下条件:

式中:K表示安全系数,取值由货物储存期和储存条件决定,储存期少于30 d,K取值为1.6;储存期在30~100 d之间,K取值为1.65;储存期在100 d以上,K取值为2。
由此可见,在堆码过程中为防止纸箱鼓包,一方面要注重堆码方式;另一方面要对堆码载荷进行校核,避免超出堆码条件,产生鼓包。
2 鼓包改善措施及方法
2.1 前端设计优化
2.1.1 原纸质量优化
提升原纸克重可有效提高瓦楞纸板的抗压强度,但当瓦楞纸和面纸的克重都较高时,粘合强度会降低,面纸与瓦楞原纸容易脱胶开裂,因而单独增加纸张克重的方法不妥。当然,在增加纸张克重的同时可增加涂胶量以提高粘合强度,但涂胶量过多,易导致瓦楞棱峰变形,成品瓦楞纸板厚度变小,抗压强度反而降低。实践表明,最有效的措施,是提高淀粉胶黏剂的粘合强度,适度减少涂胶量和提高瓦楞原纸的克重,使瓦楞原纸的粘合强度和抗压强度达到最佳状态。
2.1.2 含水率管控
瓦楞纸箱的抗压强度与含水率有直接关系,管控好含水率,有利于保持好纸箱的抗压强度。在原纸表面实施涂胶或淋膜工艺,可增加原纸的防潮性能,从而降低瓦楞纸板受空气中水分的影响。在胶黏剂中添加防潮剂,也能降低环境湿度对纸箱的影响。纸箱应短期存放,并且让存放空间保持通风、干燥,确保含水率处于稳定状态。另外,制定完善的检验标准,对纸箱来料进行严格管控。
2.1.3 设计优化
(1)版面印刷。印刷版面同样影响瓦楞纸箱的强度,印刷区域越大,瓦楞纸箱的抗压强度越低。在保证美观和满足客户要求的前提下,应尽量不要大面积施色和平行于楞向印刷,多采用渐变式网线设计,可有效避免应力集中。另外,可先对面纸进行版面印刷,然后利用相应设备将面纸直接裱在半成品的瓦楞纸板上,可将印刷对瓦楞纸板抗压强度的影响降到最小。
(2)开孔设计。纸箱上开孔破坏了纸箱整体结构,开孔位置容易造成应力集中,导致开孔位置周围产生折纹。纸箱的强度主要依靠四条竖棱,如果开孔接近竖棱,就容易破坏棱处的强度。因此,纸箱开孔首先应避开靠近四条竖棱的位置,其次要避开纸箱大面靠近顶部和底部的位置。相关研究表明,开孔位置设置在瓦楞纸箱宽度的中心线,对纸箱结构强度损失最小,越偏离中心线,强度损失越大。因此在纸箱宽度中心线上开孔是最合适的。同时,开孔孔径不能过大,以满足使用要求为宜;孔形应尽可能设计成圆形或弧形,相对于方孔,此种结构的强度更高。
(3)纸箱尺寸设计。纸箱尺寸的大小与内部产品整体承受堆码载荷的能力存在直接关系。若纸箱尺寸与内部产品包括缓冲衬垫之间的间隙越紧凑,则整体支撑效果越好;反之,纸箱与内装物长宽高三个方向上的间隙越大,在堆码过程中越先被压溃失效。为防止纸箱尺寸过大,应以内部产品及缓冲件的整体尺寸向外增加余量的方式确定纸箱尺寸,同时预留装配正负公差。这既保证了产品装箱不被卡紧,不影响装箱效率;又达到了纸箱和内部缓冲共同承重的效果,使纸箱的整体抗压能力得到增强。
2.2 制程管控
2.2.1 纸箱成型优化
瓦楞纸箱预成型是由生产线工人操作完成。首先,开展操作培训,提高工人操作水平,确保纸箱折合成型符合标准规范;对于摇盖折合后反弹问题,需要在制纸箱板片时对压线深度进行管控,在不破坏压线结构的情况下,尽量提高压线深度,以防折合后摇盖反弹。其次,适当调整压线宽度,如摇盖原先的单压线可更改为双压线,可起到降低摇盖反弹的作用。其三,为避免折合成型时长短摇盖相互挤压,可适当对短摇盖进行切斜角处理;在长短摇盖之间开U型槽,防止成型时棱角处开裂。以上这些措施可减小纸箱成型时的破损概率,提高纸箱的抗压强度。
2.2.2 码垛方式优化
码垛方式对后面堆码有着重大影响。产品在托盘上摆放不紧凑,放置不合理,不仅占用托盘空间,还使每层堆放的机子受力不均匀,引起纸箱变形。以挂壁式空调为例,由于产品重心不在中间,而在产品的一端,码垛时产品应交错摆放,使每层重心不重合。如果重心偏向一侧,底层的机子承载过重,容易产生纸箱鼓包。此外,码垛的托盘尽量选择塑料托盘。究其原因,一是搬运时塑料托盘的稳定性比木托盘好;二是堆码时木托盘可能因部分位置受力不均而发生枕木变形,对产品造成损伤;三是木托盘枕木之间的间距过大,纸箱堆放棱角对不齐枕木,关键受力部位处于悬空状态(见图8)。
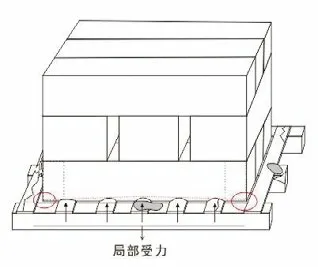
图8 木托盘堆码示意图
2.2.3 改进搬运方式
在叉车整托搬运时,倾斜和颠簸都可能对底层货物造成一定程度的损坏,将叉车换成夹抱机搬运,不仅确保每层货物侧面受力均匀,搬运平稳,对产品影响较小,还有效降低搬运引起的堆码鼓包风险。
2.3 堆码优化
堆码摆放不整齐以及方式选择不恰当都会对纸箱抗压强度产生影响。从瓦楞纸箱各部位的受力分布来看,箱角承压能力最大,离箱角越远,承压能力越低。齐平式堆码时,箱角对齐,能最大程度地利用箱角的承压能力,因而是纸箱达到最高抗压强度的堆码方式。相比于齐平式堆码,交叉堆码下纸箱的抗压强度有所降低,但容易堆高且不易倒。为达到最优的堆码效果,可采用图9所示的方法,即3层齐平式堆码,最上面约三分之一层采用交叉堆码。组合式的堆码方式不仅有效提高底层纸箱的抗压强度,而且降低堆放倾倒的发生概率。当然,也可以增加辅助类的支撑。例如:在四周增加纸护角;在堆好的整托产品上加缠薄膜,以加固整个产品的堆放紧凑度,提升整体堆码强度。
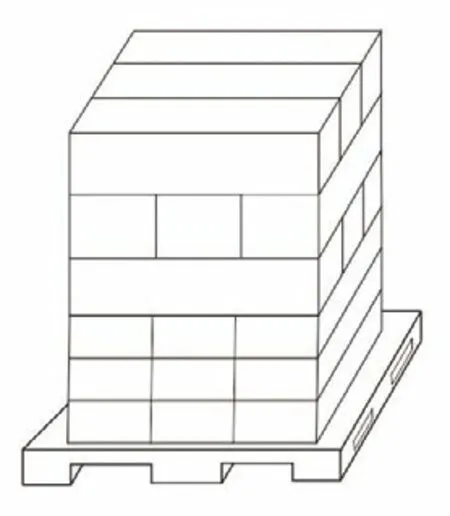
图9 平齐与交错混合堆码
3 结 论
综上所述,导致瓦楞纸箱鼓包的原因有很多,主要是对瓦楞纸箱抗压强度的影响。从原材料、生产工艺到运输堆码,每个环节都与纸箱的抗压强度存在不同程度的关联,为保持并提高纸箱的抗压强度,应当对这些环节进行分析研究。对于生产工艺、码垛、堆码方式等影响因素,可以采取技改措施,逐步降低其对纸箱抗压强度的影响程度。对于温度、湿度变化等不可控的影响因素,应尽可能加以改善,使其干扰程度降到最低。
随着科技的不断创新和发展,新技术和自动化的不断投入,包括生产、搬运、储存、销售在内的整个环节对产品的保护将更加完善,对各环节的质量管控更加全面、严格,而包装对产品的防护也更加安全、可靠。
