基于DMAIC应用的车门窗框外观质量提升
2022-04-11陈浩
陈浩
(上汽通用五菱汽车股份有限公司,柳州 545007)
0 引言
随着汽车轻量化、平台化发展,汽车车门越来越多使辊压窗框结构,同时为了满足个性化、年轻化的市场需求,高亮黑元素在汽车造型中广泛应用。辊压窗框和高亮黑膜相结合,体现了低成本高品质的优势。但是辊压窗框外观面由零件拼焊而成,焊接热影响区不可避免会产生外观缺陷,工序能力难以满足外观要求。由于生产工序长,各个环节都会产生外观不良。为满足客户期望,本文使用六西格玛管理中用于流程改善的DMAIC 工具对外观质量进行提升[1]。
1 DMAIC 工具应用
车门辊压窗框是由辊压导轨与冲压或辊压件拼接而成(图1),产品结构、制造工艺和过程控制上存在外观质量的痛点。生产中通常针对辊压窗框的外观缺陷,常规采用皮纹黑膜遮瑕,但是由于高亮黑膜会放大缺陷,所以外观质量的提升效果有限。而且车门辊压窗框生产经过辊压、拉弯、冲压、包边、切角、焊接以及打磨等多种工艺,工序过程长工艺复杂,这对于车门窗框的产品设计、生产工艺、工装模具、设备精度、人员操作以及过程控制等都是严峻挑战。

图1 辊压窗框零件图
六西格玛管理方法中DMAIC 工具是一套系统的业务改进方法,它对现有过程进行定义(Define)、测量(Measure)、分析(Analyze)、改进(Improve)和控制(Control),并采用量化的方法分析过程中的影响因素,找出关键的因素加以改进,从而达到更高的顾客满意度[2]。
2 定义阶段
六西格玛是基于公司整体价值进行挖掘,把顾客的需求转化成产品特性。定义阶段就是项目定义和立项,分析顾客需求识别改进机会,定义问题和项目范围,对比行业内水平制定目标。本文使用亲和图、柏拉图等对顾客反馈的问题进行排列,结合公司绩效指标,组建项目团队解决某车型车门辊压窗框外观问题。
2.1 定义问题
顾客期望为无外观质量问题,产品关键质量特性(CTQ)为无外观缺陷。将外观缺陷率定义为Y。持续监控辊压窗框外观质量表现,统计分析不合格品外观缺陷,根据柏拉图统计结果(图2)。将前位缺陷定义为Y,表达如下:
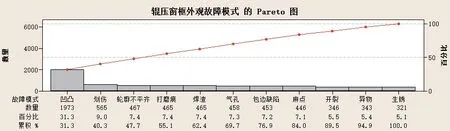
图2 辊压窗框外观故障模式柏拉图
Y=Y1+Y2+Y3+Y4+Y5+Y6+Y7+Y8
其中,Y1 表示凹凸缺陷;Y2 表示包边缺陷;Y3 为划伤;Y4为轮廓不平齐;Y5 为焊渣;Y6 表示气孔;Y7 为麻点;Y8 为打磨痕。
2.2 定义目标
目前某车型项目开发阶段辊压窗框外观质量不良率达25%。调查行业内窗框供应商外观制造水平,制定项目改善目标:FTQ 为5%。
2.3 定义项目范围
观察绘制当前生产流程,聚焦主要流程和定义项目范围。通过SIPOC 图对流程宏观分析(图3),确定辊压窗框外观问题产生的主要范围和关键因素,团队决定对供应商内部生产过程详细展开。

图3 辊压窗框外观质量提升SIPOC 图
3 测量阶段
测量阶段是建立Y=f(x)的过程,是发现与外观质量Y 相关的影响因素X 的过程。通过测量阶段,可以识别项目目标的实现途径和改进方向。
3.1 测量系统分析
为保证测量结果准确可靠,需要对辊压窗框的测量系统做评价。团队选取10 件合格产品与10 件有缺陷的外观质量边界样本给检验员判定。判定结果是定性数据,通过Minitab 软件属性一致性分析,评估检验员自身、检验员与标准、检验员之间、所有检验员与标准的吻合程度(图4)。得出结论:测量系统是能够接受的。

图4 辊压窗框外观质量测量系统分析
3.2 发掘影响因素X
项目团队详细观察辊压窗框生产制造过程,逐个工位排查,聚焦现场员工操作,识别输入变量和输出变量,绘制辊压窗框过程变量图(图5);分析汇总各外观缺陷的失效模式,绘制外观缺陷潜在失效树图(图6)。根据过程变量图和失效树图建立各个流程参数的检测计划,收集影响因素X 和外观缺陷Y 的数据,并找出不符合工艺和规范要求的因素X。

图5 辊压窗框过程变量图
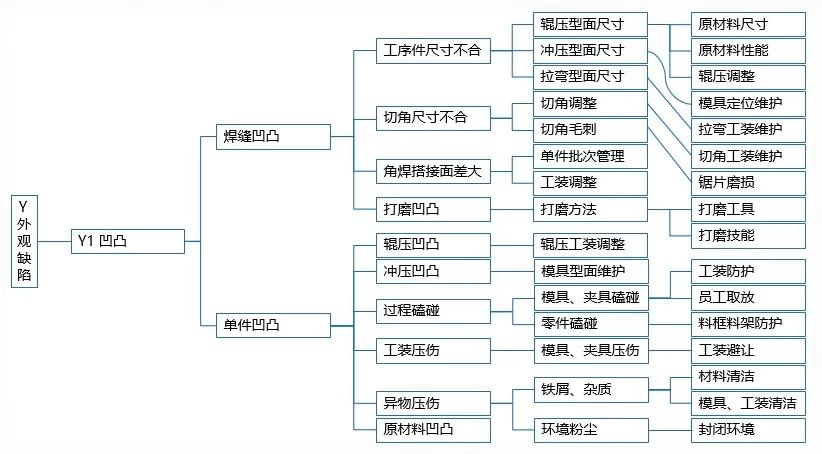
图6 潜在失效模式树图
3.3 筛选影响因素X
通过观察流程和确认过程参数,项目团队识别到多个影响因素。使用因果矩阵对影响因素进行重要度排序,再通过失效模式及后果(FMEA)分析方法按照风险顺序数排序,筛选前位因子。经过团队的充分沟通和专业技术的评估,保留了11 个影响因素做为关键因子(图7)。

图7 关键因子
3.4 快赢改善
在测量阶段,发现问题应及时开展改善。经过团队系统评估,结合历史经验教训,集成多方资源对测量阶段的11 个关键因子中的7 个因子开展快赢改善。辊压窗框外观质量快赢改善内容如下。
3.4.1 快赢改善X1——原材料外观和尺寸稳定性
团队分析Y7(麻点)、Y3(划伤)的来源是原材料表面缺陷。为改善Y7 缺陷,提升外板原材料表面外观等级为FD。为减少Y3(划伤)、卷轴印和异物等缺陷,改善原材料分条加工过程,如优化吊装及夹持器具,增加钢带分条过程防护,提升分条刀架刚度以及优化刀具间隙等措施。跟踪原材料进货检验,原材料外观和尺寸稳定性有明显改善。
3.4.2 快赢改善X2——辊压外观凹凸、切断变形
为改善辊压外观缺陷,项目团队从产品设计和工艺工装入手。参考对标车型优化辊压工艺,改善外板弧度并对截型做回弹补偿;验证材料性能选择范围,降低材料性能对Y1(凹凸)的影响;优化切断模具由错切改为带料切,用伺服电机控制刀具与辊压线同步,改善切断变形和停车印;验证辊压设备参数,优化线速和焊点距离减轻辊压扭曲。经验证有明显效果。
3.4.3 快赢改善X3——B 柱内外板辊弧扭曲、凸条
集成供应商集团研发资源,专项提升B 柱外观质量。辊压内外板增加工艺翻边,改善凹条及扭曲;对辊压截型进行设计优化,外板与导槽预留间隙,解决辊弧段产生的Y1(凸条);辊弧轮组做成快换模块,整组吊装切换改善不同批次间尺寸稳定性。
3.4.4 快赢改善X4——角焊气孔、焊渣
现场分析Y6(气孔)和Y5(焊渣)的产生原因,制定工艺改善方案。减小零件搭接间隙,优化机器人轨迹,调整收弧位置改善Y6;验证并锁定焊接参数,保护气使用氩气和二氧化碳,改善焊接变形和Y5。
3.4.5 快赢改善X5——打磨工具、人员技能
评估打磨工艺,优化A 面打磨工具和打磨方法,区分A 级和B 级外观面打磨工具;标准化操作步骤及打磨抛光时间,对打磨人员进行标准化培训及考核,改善打磨造成的外观缺陷Y1、Y3和Y8(打磨痕粗糙)。
3.4.6 快赢改善X6——工装模具磕碰、压伤
组建多功能小组评估窗框全过程操作,列出存在的外观风险并进行改善。例如,增加模具吹气装置,吹气清理铁屑;夹具、模具的锐角导圆角,易磕碰棱角贴塑料防护胶片;角焊总成焊A面夹持点更改为硬质树脂,支撑面和限位面做成平直表面,以改善表面压伤;评估工位布置,并优化成L 型;改善物料流动为单件流生产,减少中转和缓冲物料,降低过程风险。
3.4.7 快赢改善X7——工位器具防护
评估零件全过程的工位器具,改善工位器具防护不当造成的Y1、Y3。例如,规范零件摆放,增加料架防护;工序件及总成料架单件隔离;过程中转零件出入库扫码做批次管理,控制先进先出。
3.5 改善结果验证
在测量阶段实施快赢改善后,跟踪辊压窗框外观不良率,由改善前的25%下降到14%。其中Y2、Y5、Y6、Y7 和Y8 打磨痕得到彻底解决,Y1、Y3 和Y4(轮廓不平齐)有了大幅降低。Y1主要集中在焊缝凹凸,是综合原因导致,需要在分析阶段继续研究X8、X9(B 柱尺寸)、X10(切角尺寸)以及X11(角焊面差),进一步确认这4 个关键因素对Y1 的影响。
4 分析阶段
分析阶段是对关键因子X 进行定量、定性分析。使用常用的图形化工具和过程能力分析、变异源分析以及假设检验等方法,识别和验证影响因素的显著性。
4.1 过程能力分析
对辊压窗框外观质量进行过程能力评价[3],外观质量是二项分布,属于离散数据。使用Minitab 软件计算每百万机会缺陷数(DPMO)和西格玛水平Z 值,经计算得出:窗框外观质量不良率为14.00%,DPMO 为140 000(图8),西格玛水平为2.55,过程能力还不能满足客户要求。

图8 过程能力分析
4.2 变异源研究
六西格玛项目重要的目标是减少生产过程中产品的变异,识别问题重点来源。先排除测量系统问题,再排除特殊原因产生的变异,聚焦因为系统原因产生的变异。外观不良率Y为离散型数据,经过监测不同班次不同生产线的外观不良率,通过列联表进行独立性检验,排除班次和生产线对外观质量的影响[4]。
4.3 确定主要原因
对测量阶段筛选的关键因子进行显著性检验。本例中X 为连续数据,Y 为离散数据,使用双比率P 检验,结果如图9所示。进一步研究X8、X9、X10 和X11 对外观质量的影响,按照双比率检验可以得出:这4 个影响因素改善后,外观不良率显著降低。

图9 关键因子双比率检验
4.4 分析汇总
汇总各因子对A面外观的贡献,4个影响因素都是显著的(表1)。

表1 关键因子显著性检验汇总
5 改进阶段
通过定义、测量和分析3 个阶段的项目工作,团队对外观质量问题的根本原因有了较为准确的把握。改进阶段的目标是识别创建解决方案,并验证方案有效性。
5.1 创建解决方案
项目团队对关键因素进行DOE 试验设计,用Minitab 软件创建试验计划矩阵:4 因子2 水平,16 次试验加4 中心点试验,共20 组试验计划。攻关团队严格按照试验计划顺序跟踪记录每组试验的外观不良率,并做了对数转换。将收集的数据应用Minitab拟合选定模型、残差诊断、评估模型的适用性并进行改进[5]。
经过模型改进和评估适用性后选定了最终模型。接下来对选定模型进行分析解释,输出图形信息。使用响应优化器得到一个最佳因子设置,即最优工艺方案为:上框公差取0.4,B 柱公差取0.4,切角高度取0.1,角焊面差取0.1。
5.2 改进方案实施
DOE 试验给出关键因子X 的最优工艺方案,在X 的最优组合下,外观不良率Y 可以满足项目目标。为达成最优方案,项目团队针对每个关键因素进行改善提升。改善措施如下。
5.2.1 改善X8——上框拉弯外观及尺寸稳定性
通过研合拉弯模具提高研配率,工作面做TD 硬化处理,使用伺服拉弯机,优化设备参数,改善工装和设备精度,提升上框拉弯尺寸。
5.2.2 改善X9——冲压包边外观及尺寸稳定性
通过研合冲压模具改善研配率,冲压模具做TD 处理,提高模具定位稳定性。优化切边刀口间隙和布置,由分块切断改为整体切断,减少毛刺、接刀口和切断变形。验证工序件翻边高度和R 角对包边的影响,调试包边压块型面,改善B 柱包边外观和轮廓尺寸。
5.2.3 改善X10——切角尺寸稳定性
联合TDC 资源对上框、B 柱单件进行公差分解,控制单件尺寸;每批次根据后工序调整切削角度和搭接间隙;切角工序规范锯片更换频次及打磨要求;提高切角设备精度,规范锯片转速及进给速度,提升切角尺寸稳定性。
5.2.4 改善X11——角焊面差
优化基准一致性;分总成物料扫码出入库,进行批次管理;切角工序同次装夹物料逐一对应;角焊装件检查校正面差,控制在0.1 mm 以内等措施,改善外观质量。
5.3 改进方案跟踪验证
通过以上措施实施,使关键因子X 达到最优组合。持续对车门窗框不良率进行跟踪,改善前外观缺陷率14.00%,改善后缺陷率降到1.03%,断点后不良率满足目标。分析辊压窗框过程能力,如图10 所示:DPMO 由140 000 下降到6 300,西格玛水平提升到4.00,过程能力得到大幅度提升。

图10 改善后辊压窗框外观质量过程能力
6 结束语
在控制阶段,项目团队固化改进结果,建立完善过程控制体系,监控改进状态。同时,更新操作指导书、检验指导书和控制计划,建立车门辊压窗框外观质量BOP(或BOE)和开展培训。
本文在新车型迭代升级过程中,运用六西格玛管理的方法定义问题,在测量和分析阶段通过细致观察现场操作流程,使用因果矩阵、FMAE 分析和假设检验等工具层层筛选因子;在改进阶段利用全因子试验设计对车门辊压窗框外观工艺进行研究,得出最优工艺组合。团队充分评估验证并实施,跟踪监控运行结果,效率和质量运行指标可以满足客户要求。
