TC11钛合金细长杆车削加工工艺分析
2022-04-09祝升亮牛蕊东
祝升亮 牛蕊东

摘要:针对难加工长径比较大的零件,加工时会造成切削力大、杆件容易发生变形、杆的尺寸精度难以得到保证等问题,提出了一种合理的加工工艺。主要从工艺路线的选定、装夹方式的选择、切削用量的选择、刀具和刀片的选择等方面作出了合理的分析,采用一端用三爪卡盘夹紧和另外一端用两个中心架辅助支撑的装夹方式。在切削全过程中,用特殊的车刀以及特殊的冷却液加工。通过在CW6163普通车床上进行验证,结果表明采用一端用三爪卡盘夹紧和另外一端用两个中心架辅助支撑的装夹方式能够减小细长杆在加工中的变形。在该种加工工艺方案中,特制的R38mm车刀、粗精车的切削用量、机夹式结构车刀、COOlancutO - 11型号的切削液以及YG8材料的刀片能够用来切削难加工材料,并且很好地保证了细长杆零件的尺寸精度和粗糙度要求。
关键词:细长杆;装夹方式;车刀;加工工艺
中图分类号:TG51
文献标志码:A
文章编号:1009-9492( 2022)02-0066-04
0 引言
细长杆零件通常是指长度与直径之比大于或等于25的零件[11]。车削细长杆零件一直是一个难题,再加上如果是TClI这种难加工材料,更加剧了问题的严重性。但TCII(Ti - 6Al - 3.5Mo - 1.82r)属于一种马氏体强化型α +β型两相钛合金。可以在400-500℃下长期使用,具有非常强的工艺塑性、组织稳定、抗蠕变能力和抗高温变形能力,抗拉强度可以达到1030 MPa,多为航空航天零件材料的良好选择[2-4]。与普通零件相比,TC11钛合金细长杆切削性能差,主要表现为钛合金材料切削变形系数小,切削中刀具和材料局部之间会产生高温、高压、冷作硬化严重、切削力大,这些情况加剧烈了刀具磨损,再加上细长杆刚度较差、受热变形较大严重影响了加工精度和表面质且[5-6]。
喻红中[7]在折析细长杆件车削加工方法中,充分分析了零件的结构、工艺特点以及零件产生的缺陷原因,采用合理的工艺路径,探索出细长轴的加工方法。宋宏明[8]在细长杆的车削加工技术浅析中,归纳了车削常见缺陷及其原因,并在切削加工方面提出了改进措施。梁满营等[9]在细长轴切削加工工艺方案研究中,一边用三爪卡盘,一边用弹性顶尖的装夹方式,直线插补和圆弧插补相结合的加工方法来加工细长轴。以上的研究方法都适用加工比较容易切削的材料和小型零件,但实际生产中,往往会碰到大型、甚至中间有孔的难加工材料零件,比如钻杆之类的就不太适应了。
针对以上问题,本文对TC11钛合金细长杆零件在实际生产中,对加工工艺、装夹方式、受力情况以及刀具选择等方面,作出了合理的分析,并通过试验验证得出,该种工工艺可以达到预期的加工效果。
1 细长杆在加工过程中工艺性分析
细长杆在车削过程中的热扩散性能比较差,在车削过程中,会在切削热的作用下刀具发生黏结磨损,从而影响工件的表面粗糙度和加工精度[10]。并且钛合金TC11材料由两相组织组成,在切削过程中由于硬度比较大,因此在加工中需要比较大的切削力。
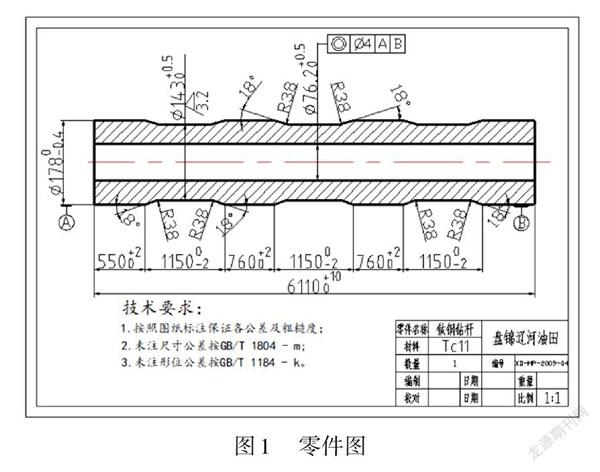
以图1所示的零件为例,只对细长杆外圆车削部分进行进行工艺性分析,内外螺纹以及键槽部分不做分析处理。
1.1 加工难点
1.1.1 加工的尺寸公差要求
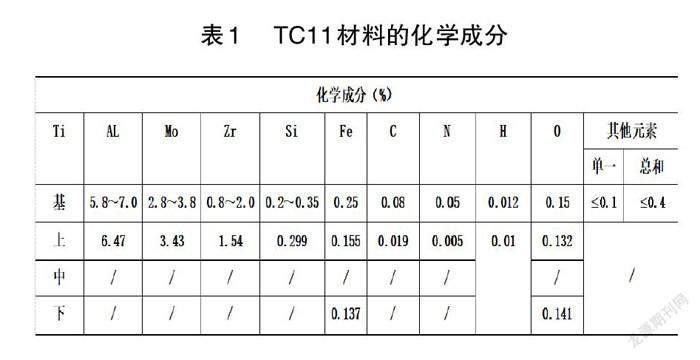
TC11材料的化学成分如表1所示。TC11具有难加工性。同轴度要求为0.03 mm,外径为φ1780.4mm和φ143 +0.5mm,长度为550 +2mm、1150 2mm、760 02mm、6 110 +10mm,粗糙度为Ra3.2 μm,与18°的锥度,R38 mm的圆角。
1.1.2 细长杆加工特性
细长杆广泛应用于生活中,主要起到传递扭矩、输出动力源和承担载荷的作用。但细长杆在加工过程中受到切削力和切削热的作用,容易造成杆的弯曲,出现直线度、同轴度、径向圆跳动和尺寸精度等不合格的现象,废品率很高。
1.2 加工过程工艺路线的分析
TC11钛合金细长杆车削的目的:从实现基准转换的角度,来保证零件的同轴度与尺寸。因此可以通过打表的方式,将孔的轴线放置与车床导轨平行。再用超声波测厚仪测量出壁厚,利用粗车将原来孔的轴线基准转化到圆柱的表面上,用半精车修正外圆。最后在经过精车与抛光的方式,达到尺寸和粗糙度的要求。外圆加工过程中,将背吃刀量按照几乎均匀等分的方式进行粗车与精车加工,来保证最后的加工精度以及削弱刀具的磨损。加工R38 mm的倒角与18°的锥角时,利用四方刀架旋转成固定的18°并且采用特制的R38 mm的外圆车刀进行加工。
1.3 裝夹方式的选择
(1)双顶尖法装夹法。采用双顶尖装夹,工件定位准确,同轴度容易得到保证。但是细长杆的刚度差,两端都用顶尖,细长杆容易在刀具切削力的作用下产生弯曲。
(2) 一端夹紧另外一端顶尖的装夹法。如果顶的太紧,孔的内部容易在端口变形,并且还会导致细长杆往外弯曲的可能,并且三爪卡盘和顶尖的同轴度也不能保证。细长杆在受热以后,会产生膨胀,从而加剧了细长杆的弯曲,而这种装夹方式可以改善,即三爪卡盘夹紧端采用开口的钢丝圈减小夹紧的接触长度,顶端采用弹性顶端来缓解弯曲变形。
(3)三爪卡盘和中心架。采用一端加紧,一端用中心架支撑,支撑架合理的摆放位置,能够极大的减小切削过程中的振动,减小了径向切削力。
由于6m长的细长杆和车床的长度大致一样长,有一端无法采用顶尖。这里的装夹方式采用的为一端三爪卡盘夹紧,中间用两个中心架支撑。为了方便装夹,这个零件自带100 mm的工艺夹头,待零件加工完成之后可进行切除,装夹方式如图2所示。对图中装夹方式中的零件进行受力分析,由于中心架是限制零件的轴向移动,并且底盘与轨道进行固定,可视为固定铰支座,得到了零件XZ和YZ两个平面方向的受力分析图,如图3-4所示。其中MA为主轴箱传来的扭矩,q为均布载荷重力,A点为三爪卡盘,B、C两个点为中心架辅助,D点为装夹的自由端,Fp为刀具的径向分力。
1.4 刀具选择
为了减小细长杆切削中产生的弯曲变形,就要求在车削过程中产生的切削力越小越好,为了减小刀具损坏,使刀具和钛合金材料不发生亲和,刀具材料选为不含钛元素的硬质合金。而在刀具的选择中,刀具的角度会直接影响细长杆的质量和断屑的难易程度[11]。
(1)前角(Yo)。前角的大小影响切削力、切削产生的振动以及零件表面的加工质量。使用较大的前角会降低切削力,减小加工过程中的振动,提高零件表面质量,但是过大的前角会让刀头和刀尖的强度降低,容易破坏刀具。其次,TC11钛合金属于难加工材料,难以断屑,因此车刀的前刀面应有断屑槽,附加负倒棱。
(2)主偏角(Kr)。主偏角是主要影响刀具径向力的因素,较大的主偏角会降低刀具的径向力,减小细长杆的变形,不容易振動。并且小的刀尖圆弧半径也会减小径向分力。
(3)刃倾角(As)。刃倾角影响铁屑的流向,正的刃倾角,铁屑流向待加工表面;负的刃倾角,铁屑会流向已加工表面。车削细长杆,应取正的刃倾角,并且较大的刃倾角,会增加实际的工作前角。
(4)后角越大,刀具越锋利,可降低工件与刀具的摩擦,提高工件表面的粗糙度,但是较大的后角同样会使得刀具的强度降低,后角的大小一般为α0= α01=4°-60°。钛合金属于强度较高的材料,应选择较小的后角。
本次试验采用机夹刀具,采用机夹式结构如图6所示,方便更换磨损的刀片。为了加工出R38 mm的圆角,采用了特制的一体化刀具如图7所示。加工钛合金材料刀片材料为YG8[12],刀片型号为CCMT120404 - SF刀尖角为80°,后角为70,R=0.4 mm的刀尖半径,HQ型断屑槽。
1.5 合理的切削用量选用
切削用量是切削运动过程中的切削参数选择,其中包括切削速度、进给量、背吃刀量。切削量选取的原则为:在能保证的尺寸精度的情况下,尽可能提高生产效率和降低成本。
(1)背吃刀量(αp)。在刀具和机床确定前提下,切削深度增加,车削过程中的切削力会增大,并且过多的切削深度会产生大量的热,容易引起切削变形。因而,在图1的零件加工过程中尽可能减少背吃刀量,将粗加工时进刀的背吃刀量设为3 mm、半精加工时为2 mm、精加工时设为0.5 mm。
(2)进给量(f)。切屑厚度与进给量成正比,过大的进给量会增加切屑的厚度,增加切削力。精加工阶段,进给量主要与表面的粗糙度有关。粗车用大的进给量0.15-0.20 mm/r,精车用小的进给量0.08-0.10 mm/r。
(3)切削速度(v)。普通车床的切削速度不会很大,不容易产生积屑瘤,对刀具的磨损度有利。对于细长杆来说,过高的切削速度,会增加离心力,加剧切削的振动。因此,车削中应该选择较低的切削速度60-150 r/min。
1.6 切削液的选择
切削液在车削过程中起到润滑、防绣、降低刀具后刀面与工件的摩擦、减少切削热的产生。故这里选用的切削液为COOlancutO - 11加水稀释而成,COOlancutO -11的典型数据如表2所示。
2试验验证
最后确定该零件的加工工艺方案为:粗车一半精车一精车一抛光。整个切削过程都采用切削液,带走切削热和润滑已加T表面。粗车的切削参数为v=60 r/min,f=0.1 mm/r,ap=3 mm;半精车v=80 r/min,f=0.2 mm/r,ap=2 mm;半精车v=80 r/min,f=0.2 mm/r,αp=0.5 mm。
图7所示为粗车加工,图8所示为粗车切屑,图9所示为半精加工。
图10所示为精车完成,图11所示为抛光效果,图12所示为加工完成。
将最终加工出来的零件通过测量,检验产品是否合格。同轴度采用的量具为内径百分表,粗糙度采用对比的方法,长度方向的尺寸用游标卡尺,外径用外径千分尺以及角度尺。测量报告如图13所示。通过上述检测报告以及实际加工情况可以看出,该细长杆加工工艺方案可行。
3 结束语
本文在TC11钛合金细长杆加工过程中,采用一端用三爪卡盘夹紧,另外一端用两个中心架固定的装夹方式。这种装夹方式,普遍适用于大型零件的工,减小了细长杆零件加工过程中的变形,保证了零件的同轴度,实现了轴的基准向圆柱外表面转化的目的。
整个试验中,通过选取COOlancut0 - 11型号的切削液、YG8材料的刀片,解决了TClI这类难加.T材料的切削性能差的问题。机夹式结构车刀,刀片更换方便,避免了细长杆在长时间加T过程中需要反复修磨刀刃,很大程度上提高了加工效率;特制的R38 mm车刀,解决了普通车床中加工圆角难题。采用合理的加工工艺与粗精车切削用量,能够使零件的外形尺寸精度和表面粗糙度达到要求。
参考文献:
[1]李新鑫.利用普通车床加工细长杆零件的工艺改进探讨[J].南方农机,201 7,48(20):59.
[2]张雪敏,张伟,李海锋.TC11钛合金大规格环材的组织与性能研究[J].锻造与冲压,2019(19):58-61.
[3]何波,邢盟,孙长青,等.热处理对激光沉积TC4/TC11组织和性能的影响[J].稀有金属材料与工程,2019,48(6):1929-1935.
[4]钟斌,马少俊,张仕朝,等.TC11钛合金批产检验强度数据分析及设计许用值计算[C]//北京:北京力学会,2019.
[5]肖海南.难加工材料细长杆的车削工艺[J].轨道交通装备与技术,2019(1):47-49.
[6]周大勇,周玲,武春燕.普通车床加工细长杆零件的工艺改进[J].设备管理与维修,2019(19):111-112.
[7]喻红中.探析细长杆件车削加工方法[J].时代农机,2019,46(7):25-27。
[8]宋宏明.细长杆的车削加工技术浅析[J].时代农机,2018,45(3):47.
[9]梁满营,吴鑫鑫,葛新锋,细长轴切削加工工艺方案研究[J].机电工程技术,2020,49(9):55-57.
[10]郭珊,董夏耘,费韦婷,等,细长轴车削工艺研究[J].湖北农机化,2019(17):131.
[11]孙浩.细长轴加工工艺研究[J].内燃机与配件,2020(9):119-120.
[12]王彩霞,张军妮.一种钛合金细长轴零件的加工工艺研究[J].机床与液压,2011,39(10):36-38.
