265 m2 烧结机台车自动布料系统在实践中的应用
2022-04-02段廷春虞勇波
张 浩, 段廷春, 吴 波, 虞勇波
(陕钢集团汉中钢铁有限责任公司, 陕西 勉县 724200)
陕钢集团汉中钢铁有限责任公司(全文简称汉钢)位于秦岭以南的陕西汉中勉县,烧结用含铁原料多以进口矿粉为主。烧结生产流程长、环节多,烧结过程具有复杂性、非线性、时变性和不确定性,属于典型的复杂非线性被控制对象。烧结台车料面布料准确性、均匀性是影响烧结矿质量的重要因素之一。长期以来,烧结机台车料面由人工手动凭借经验通过调节矿槽宽皮带电机转速和下料口开度来调节控制台车料面厚度。料面厚度无法精确控制且分布不均,无法解决台车两边烧结终点提前问题,同时员工劳动强度大且较危险,在烧结矿产质量提升等方面存在很多不足之处:
1)人工操作方式需要岗位工驻守现场,实时观察、调整,操作因人而异,布料稳定性低,不利于生产质量控制。
2)人工调节时效性差,料层厚度不能动态跟随台车台速进行动态调节,致使台车台速改变后出现料面厚度不均匀现象,调节具有一定的滞后性。
3)由于台车料面布料的不均匀性,影响烧结终点一致性,故而影响烧结矿质量。
4)现有布料间作业环境差,冬季蒸汽弥漫,夏季高温辐射,岗位作业劳动强度大。
因此,为了提升布料稳定性,促进烧结矿质量稳定性;改善岗位劳动强度,消除安全隐患,计划进行烧结机台车自动布料改造,同时为烧结机尾断面热成像状态分析与控制做好前期基础建设,以便实现料层厚度自动调整,保证烧结台车宽度方向上烧结终点的一致性。
1 台车自动布料的技术措施
烧结远程自动布料功能是在保留原有人工手动控制布料小闸门开度功能的基础上,通过加装雷达料厚仪、电动执行机构、小闸门等设备实现在主控室远程自动控制的目的。系统控制原理流程见图1。
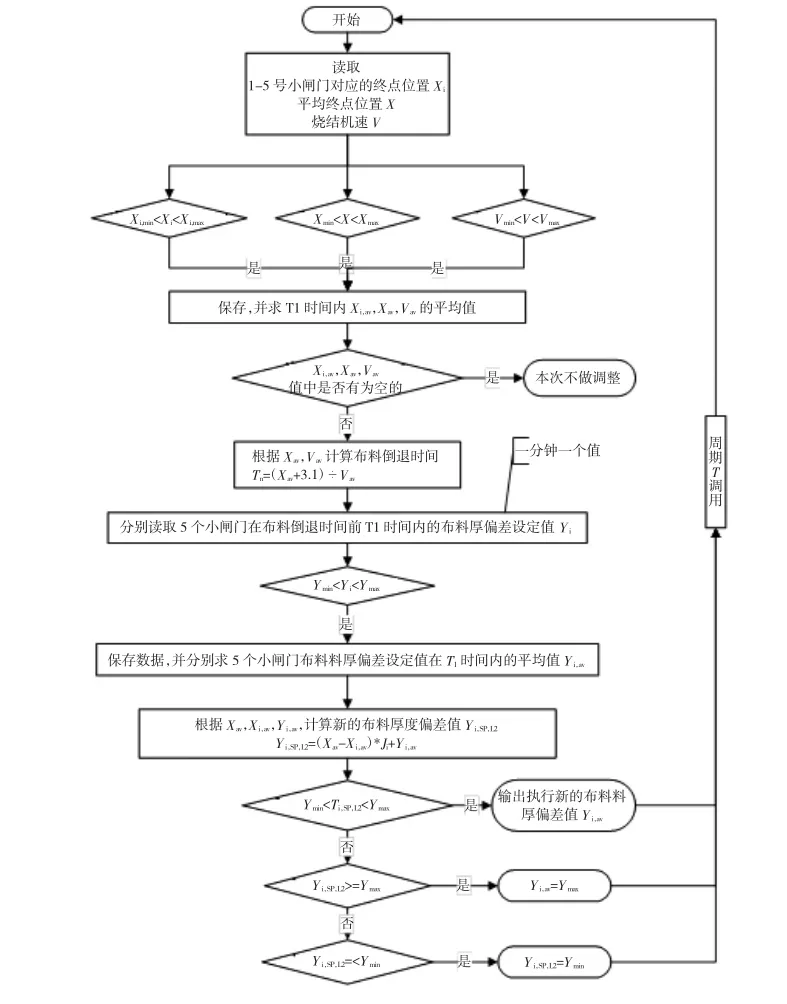
图1 台车自动布料的系统控制原理流程图
1)通过人工设定5 个小闸门的目标布料厚度,与5 台雷达料厚仪的实时监测数据进行对比,当实际料厚偏差超过设定范围,自动计算对应小闸门的阀门开度,保证实际布料厚度控制在合理波动范围内。同时保留手动控制开度的方式,手动和自动两种控制模式之间可实现无扰切换。
2)自动布料系统与烧结机尾断面热状态分析系统的结果相融合,将烧结台车宽度按照布料小闸门宽度进行分区,分别计算出各个区域的烧结均匀一致性指数情况(各个小闸门所对应区域的终点偏差情况),根据均匀一致性指数的偏差情况,运用模型算法,计算出各个小闸门的布料厚度调整值,为改善当前布料不均匀状态提供操作指导。
对烧结远程自动布料系统改造如下:
1)对烧结厂烧结机现有台车手动布料设施进行拆除。
2)安装自动布料、料位检测及远程调控设施:第一,宽皮带下料口处安装五块小闸门,小闸门能够自由活动,每块小闸门增加挂配重挂钩(配重根据情况可以增添),小闸门上部钢丝绳牵引;在宽皮带下料口走台顶部对应每块小闸门安装滑轮,执行器安装在宽皮带下料口走台靠点火炉保温墙位置,用钢丝绳将小闸门、执行器连接好,钢丝绳经过走台顶部滑轮。
第二,在宽皮带下料口走台上对应每块小闸门安装1 台雷达料厚仪,料厚仪安装防护装置,防护装置接压缩风管从而实现风冷。第三,在宽皮带下料口走台安装控制箱、操作箱、电源箱,控制箱内安西门子PLC 模块,西门子远程站通过以太网就近接入系统网络;电源箱内小闸门电控设备和料厚仪电控设备。
3)系统控制要求。烧结台车料面自动控制系统是独立控制系统,系统通过以太网与原烧结机PLC控制系统进行数据通讯,参与数据交换与控制。保留原有人工手动控制功能,两系统相互独立运行。
2 取得的效果
1)料厚稳定性提高,当料厚出现波动后控制系统通过控制小闸门的开度及宽皮带转速自动调节料厚,保证料厚波动在目标控制范围之内,能够提高表层成矿率,降低返矿率。
2)布料均匀性提高,结合机尾热成像系统通过控制各个布料小闸门的开度,实现台车宽度方向上的烧结终点的均匀一致实现均质烧结,能够提高烧结矿质量和产量。
3 结语
本设计烧结自动布料系统在完成生产过程的监视和控制的基础上,增加了生产数据的管理功能,使实时数据和管理数据有机的结合在一起,既能够将实时数据用于生产管理,又能够将管理数据经处理变换成控制信息直接控制生产设备,对提高劳动生产率,提高产品质量,降低能源消耗,降低生产成本,以及改善企业管理起着非常重要的作用。