熔融石英玻璃制备工艺研究进展
2022-03-28谭琦赵毅刘磊
谭琦,赵毅,刘磊
1.中国地质科学院郑州矿产综合利用研究所, 河南 郑州 450006;
2.国家非金属矿资源综合利用工程技术研究中心, 河南 郑州 450006;
3.自然资源部高纯石英资源开发利用工程技术创新中心, 河南 郑州 450006
石英玻璃由单一的二氧化硅成分构成,其Si-O键呈短程有序、长程无序排列,因此具有普通玻璃无可比拟的优异的物理化学性质。石英玻璃具有纯度高、化学稳定、光谱透过宽、抗热冲击、耐高温变形、耐宇宙射线和耐辐射、电绝缘等特点,被新材料领域专家誉为“玻璃之王”[1],广泛应用于半导体、航空航天、激光核技术、光纤通信、惯性导航等领域[2-4],是国家战略性产业和支柱型产业发展中不可代替的高纯基础材料[5]。
石英玻璃的分类方法较多,根据制备原料的不同可以将其分为天然石英玻璃和合成石英玻璃。天然石英玻璃采用天然石英矿物资源为原料制备,合成石英玻璃采用SiCl4、有机硅等含硅化合物为原料通过化学合成制备。根据外观可以分为透明石英玻璃和不透明石英玻璃[6],两者的区别在于石英玻璃中气泡含量的不同,透明石英玻璃的制备条件远比不透明石英玻璃严苛,其应用范围也远大于后者。近年来,国内外的工业及学术界研究重点多集中于合成石英玻璃,缺乏对天然石英玻璃制备工艺的总结与梳理,因此本文主要介绍的是采用天然石英原料熔制的透明石英玻璃(又称为熔融石英玻璃)原料的质量要求、制备工艺、工艺改进措施、存在的问题及发展建议。
1 熔融石英玻璃原料的质量要求
熔融石英玻璃的传统原料是天然水晶。随着多年的开采与利用,我国水晶资源已近枯竭,因此人们不断探索新的石英玻璃原料矿种。迄今发现可用于制备熔融石英玻璃的原料按照不同成因主要分为岩浆岩型石英(花岗岩型石英)、高温变质岩型石英和高温伟晶岩型石英[7]。这些类型的石英分布广泛、储量巨大,是生产熔融石英玻璃原料的丰富来源。但是我国用于制备熔融石英玻璃的高纯石英无法自给自足,严重依赖国外进口。
由于石英矿物学特征及石英玻璃制备工艺的复杂性和多样性,目前仍没有确定熔融石英玻璃原料的质量标准。熔融石英玻璃原料的提纯和熔制实践经验表明,影响石英玻璃质量的原料特征主要是杂质元素的种类与含量、包裹体、粒度分布与晶体形状[8]。
1.1 熔融石英玻璃原料纯度
熔融石英玻璃的SiO2含量在99.9%以上,这就要求其原料必须是高纯石英砂。表1 为不同应用领域的熔融石英玻璃中杂质和羟基含量要求。判断熔融石英玻璃原料纯度高低的指标是原料中碱金属(Li、Na、K)、过渡金属元素(Fe、Cr、Mn、Ni、Cu)以及Al、B 和Ti 等金属元素含量的多少[9]。如果原料的纯度不够,则生产出来的熔融石英玻璃会产生各种问题,如气泡气线、杂质、羟基含量高、析晶严重,以至于其各种性能都不能达标[10]。
石英中的杂质主要有晶格杂质和包裹体两种形式存在,其中晶格杂质主要是由Al3+、Fe3+、B3+、Ti4+、Ge+、P5+等与Si4+原子半径相近的杂质离子以类质同象形式取代晶格中的Si4+,以及在不等价替换时,为了保持电价平衡,引入Li+、K+、Na+、H+、Fe2+等电价补偿离子造成的[11-15]。
过渡金属元素Fe、Cr、Mn、Ni、Cu 等都有多种氧化态,常呈一定的颜色,对熔融石英玻璃质量影响特别严重。比如微量过渡金属元素会降低熔融石英玻璃的导电性,对仪器的可靠性和预见性起负面作用,还会使其产生色斑或高温变色,影响透光性能。
石英中Al、B 和Ti 含量与矿床地质有直接关系,Al、B 和Ti 进入石英晶格中产生较强的化学键,是石英中最难脱除的杂质元素。这些元素含量过高会严重影响石英玻璃的析晶行为,导致石英玻璃硬而脆,强度降低。例如:在拉制单晶硅时,1×10-6的B 会改变单晶硅的目标电阻率性能;在光导纤维中微量的Al就会降低石英玻璃的光传导等。因此,控制和减少碱金属元素、过渡金属元素及Al、B 和Ti 等元素含量是高纯石英玻璃原料制备的关键技术,也是衡量高纯石英玻璃原料的主要技术参数。
1.2 原料中的包裹体
石英杂质的另一个来源是包裹体。天然石英中通常含有矿物包裹体、熔融包裹体和流体包裹体,包裹体的种类和含量主要取决于矿物的成岩环境和结晶学的变化。矿物包裹体主要有长石、云母、金红石、锆石、磷灰石、铁氧化物等,Li、Na、K、Ca、Cs、Al、Fe 是主要的杂质元素[16];熔融包裹体是存在于火成岩和伟晶岩石英中的硅酸盐熔体的小泡(1~300 μm);流体包裹体主要是CO2、CH4、H2O、H2S 的液态、气态及气液混合体,Na、K、Cl 和Ca 是主要的杂质元素[17]。石英中的矿物包裹体和熔融包裹体由于粒度极细且被石英严密包裹,很难在不破坏石英晶体的条件下通过选冶方法除掉。流体包裹体对高纯石英的影响首先表现在流体包裹体中富含金属离子,是影响石英纯度的主要因素之一。其次流体包裹体在石英熔融过程中不会完全爆裂[18],熔化前未爆裂的流体包裹体会在熔融石英玻璃中形成气泡缺陷。因此,熔融石英玻璃制备需选用包裹体数量少或已爆破、杂质含量低的原料[19]。
1.3 原料的粒度分布和颗粒形状
原料的粒度分布不均匀会导致石英玻璃的气泡和微量晶核的产生。比如在熔制过程中,由于表面活化能的不同,小颗粒石英比大颗粒石英优先熔化,先熔化的石英熔液包覆于未熔化的石英砂表面,使大颗粒不易彻底熔化,形成颗粒缺陷,产生颗粒晶核,加速析晶。此外,小颗粒间隙所包含的气体量多,增大了熔化排气难度。不同的石英玻璃熔制工艺所需的原料粒度分布不同,比如,电熔工艺一般要求石英砂的粒度范围为40~80 目、60~120 目或80~140 目;气炼工艺一般要求石英砂的粒度范围为80~200 目;等离子体熔制工艺一般要求石英砂的粒度范围为120~200 目。一般熔融石英玻璃制品的等级越高,所需的粒度分布范围越窄[20]。
原料的颗粒形状也是影响石英玻璃产生工艺气泡的原因之一。在高纯石英砂的熔制过程中,长径比大的针状颗粒易形成架棚现象,使下料不畅,导致玻璃制品出现工艺气泡[20]。为了减少架棚现象,增加石英砂的流动性,要求石英砂为粒状,长径比尽量接近1∶1,近似球形。因此,必须对原料的粒度分布与颗粒形状进行严格控制。
2 熔融石英玻璃制备工艺
熔融石英玻璃的制备工艺非常特殊,与一般玻璃制品截然不同。熔融石英玻璃的生产难点主要有:(1)石英原料的熔化温度高、黏度大,气泡很难排除。熔融石英玻璃原料纯度高,熔点为1 740 ℃,不能加任何助熔剂,熔化后的状态仍是固体(软硬程度如20 ℃的沥青)。当温度升高到1 900 ℃时,才能成形(软硬程度如面团)。温度达到2 200 ℃气化时,黏度仍很高,气泡难以排除。(2)熔制过程中盛放高纯石英砂的容器难以选择。迄今为止,可供选择的只有高纯钨和高纯石墨两种材料制成的坩埚,而高纯钨和高纯石墨高温要被氧化,因此熔化石英玻璃必须在真空或气氛保护下进行[21]。
根据热源的不同,熔融石英玻璃的制备工艺可分为三类:电熔法、气炼法和等离子体熔制法。
2.1 电熔法
电熔法是通过电加热将坩埚内的粉末状石英原料进行熔化,随后经过快速冷却的玻璃化过程形成石英玻璃,主要有电阻、电弧和中频感应等加热方式。我国从20 世纪60 年代开始研制电熔法制备工艺,在引进世界先进技术的基础上,不断创新、扩大规模,先后研制出真空常压工艺、真空加压工艺、真空加压再熔拉管工艺和连熔炉工艺。真空加压再熔拉管工艺是将已熔炼的石英玻璃砣进行二次加热后,再加工成各种石英玻璃棒、石英玻璃管或石英玻璃板等制品。连熔炉工艺是将熔融态石英玻璃液通过机械设备直接拉石英玻璃制品,自动化程度高,适合大规模生产。这两种工艺极大地提高了前两种传统熔融石英玻璃生产工艺的生产效率和产品质量。
(2)上三叠统鄂拉山组(T3e)。分布于研究区西区中北部,岩性以凝灰熔岩和凝灰岩为主,偶见变粉砂岩,与花岗闪长岩接触带具强烈的绿帘石化。该地层为区内主要赋矿层位,尤其是与印支期第二期斜长花岗岩接触带形成矿体。
在熔化过程中石英晶体的结构历经从β-石英到α-石英,再到α-方石英 (同时伴随有非晶相的产生)的转变,直至加热到约 1 723 ℃时开始形成石英熔体[22]。石英粉料的熔化过程通常在高度真空(0.1~10 Pa)的环境中进行,以去除该过程中释放产生的气体和降低石英玻璃中的气泡含量。在真空或惰性气氛下熔制的熔融石英玻璃中羟基含量低于5×10-6;在氢气气氛下熔制的石英玻璃中羟基含量可达到150×10-6,但通过后续的脱羟工艺可降低羟基含量。此类熔融石英玻璃的品质取决于原料的纯度,该类产品杂质含量高,难以去除,Al 含量为(30~100)×10-6,碱金属含量(5~10)×10-6,主要应用于电光源、冶金、化工、半导体等行业。
2.2 气炼法
工业上气炼法稍晚于电熔法,是利用氢氧焰将天然石英熔化,然后在石英玻璃靶面上逐渐堆积而成。气炼法生产的熔融石英玻璃主要用于电光源、半导体工业、球形氙灯(用于火车头前照灯)等。早期较大口径的透明石英玻璃管和坩埚是用高纯石英砂在专用设备上利用氢氧焰直接熔制。现在常用气炼法制备石英砣,再将石英砣进行冷或热加工制成需要的石英玻璃制品。目前,气炼法技术中的氢氧焰燃烧器多由石英玻璃管制成,有单组和多组之分,其结构的合理性直接关系到生产效率和产品品质。该工艺设备简单,综合能耗低,制备的熔融石英玻璃气泡少,但是产品尺寸误差较大,易形成不光滑的波纹状表面。另外,采用氢氧焰制备时,氢气分子或者是氢气与氧气燃烧时生成的水会分别与二氧化硅反应生成羟基,导致产品中羟基含量偏高。
2.3 等离子体熔制法
等离子体熔融是20 世纪60 年代发展起来的高温技术,其产生方式是电感耦合。电感耦合等离子发生器是一个高频变压器,其初级绕组由线圈组成,线圈两端加高频电压使线圈中产生热量。在高频电磁场作用下,用氩气进行引弧,引弧后发生无极放电,继而产生高频等离子体,高频等离子体被引燃后再将氩气切换为干燥、洁净的压缩空气,并形成等离子火焰。这种等离子火焰温度比一般温度高很多,内核温度可达15 000 K,平均温度4 000~5 000 K。由于是无极放电,不存在电极污染,工作气氛为干燥洁净的压缩空气,熔制过程中不会引入外界杂质,因而采用等离子熔制法制备的石英玻璃纯度高、羟基含量低。缺点是不能制备大尺寸产品,制备的产品表面有不同程度的凹凸,需进行机械加工及清洗,以达到所需的尺寸精度及表面光洁度[23]。另外,该工艺成本高,难以实现大规模产业化生产。
表2 是不同制备工艺条件下熔融石英玻璃各项性能指标[24],由表可见,在相同原材料、不同工艺条件下,熔融石英玻璃中的羟基含量差异很大。其中气炼法工艺生成的产品中羟基含量最大,这是由于无法避免制备工艺中化学反应所引入的羟基问题[25]。结合这三种工艺特点,等离子体熔制法工艺制备的石英玻璃性能最佳,但由于存在产品尺寸较小的弊端,无法进一步满足大尺寸石英玻璃制品的市场需求。
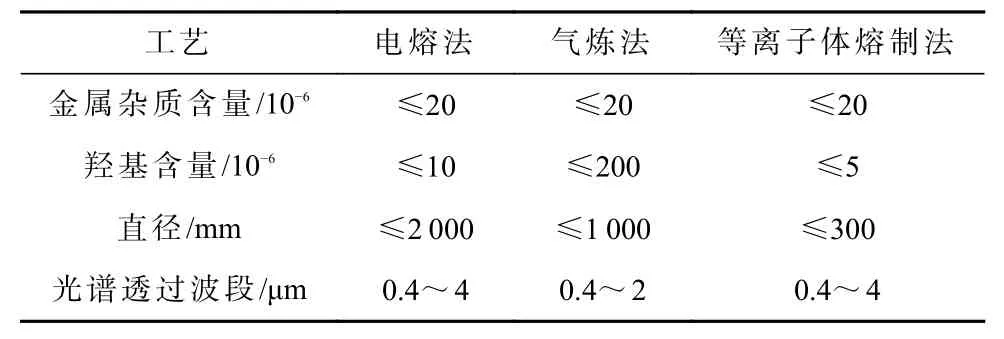
表2 不同制备工艺条件下的熔融石英玻璃性能指标Table 2 Performance indexes of fused quartz glass made by different preparation technology
2.4 工艺改进措施
高纯石英砂在高温熔制过程中,会产生气泡、颗粒、条纹、内应力、羟基等结构缺陷,因此需要通过后续的高温均化、精密退火、脱羟等工艺进行改进。
2.4.1 高温均化
高温均化的过程是不均体的溶解(如未熔融的石英颗粒和气泡)和分子离子的扩散(如金属杂质离子和羟基)[26]。高温均化的工艺参数主要有温度、压力、均化时间等,石英玻璃在合适的温度和压力条件下,均化一定的时间能有效改善材料的结构均匀性与性能稳定性[27]。
高温均化工艺需要特制的真空加压炉,使得石英玻璃在真空环境下升温,待温度到达石英玻璃软化温度后,充入N2加压到一定压力,再升温到石英玻璃软化变形、完全熔融的状态,保持一段时间,石英玻璃结构就会逐渐趋于均匀,最后缓慢降温。高温均化可基本消除石英玻璃中10 mm 以上的大气泡、50 μm 以下的小气泡、尺寸较小的颗粒和条纹,以及使羟基分布更均匀。但高温均化不能消除石英玻璃中的热应力,需通过精密退火工艺来消除[28]。
2.4.2 精密退火
石英玻璃在熔制和热加工的冷却过程中,内外温差会产生热应力,应力的存在和不均匀分布会大大降低石英玻璃的光学均匀性、机械强度和结构稳定性[29]。精密退火工艺可消除或减小热应力至允许值,改善由温差变化造成的密度和折射率不均匀现象,进而提高熔融石英玻璃各项性能[30]。
石英玻璃的退火工艺可分为4 个阶段:升温、保温、慢冷和快冷。其中,保温阶段是在一定温度下长时间保温,石英玻璃的原子结构重新排列,达到稳定的平衡状态,从而消除应力,使石英玻璃各部分结构趋于均匀[31]。慢冷阶段需尽量缓慢和均匀地降温,保持石英玻璃内外较小的温差,减小因温差产生的应力。精密退火工艺中保温时间、冷却温度、加热与冷却速度等都是关键因素,直接关系到熔融石英玻璃热应力的去除程度,尤其是降温阶段的控制,尽量保证不产生二次应力。为保证熔融石英玻璃的均匀性,不产生二次应力,理论上应减缓升温速度、延长保温时间,降温过程要高温慢降,低温快降。而实际生产过程中,为保证生产效率,退火时间是有限的,应在理论的基础上,结合客户需求,制定合适的退火工艺。熔融石英玻璃的退火温度在1 100 ℃左右,一般采取升温速度为300~400 ℃/h,保温3~5 h,随后以30~40 ℃/h的速度降温至700 ℃左右,最后便可以自然冷却至室温[10]。
2.4.3 脱羟
熔融石英玻璃中的羟基既是杂质缺陷,也是结构缺陷,不仅降低石英玻璃的化学稳定性,促进析晶,增加折射率,且影响红外光谱透过性,也能改变熔融石英玻璃的熔制性能,因此需要通过脱羟工艺进一步降低熔融石英玻璃中的羟基含量。采用电熔法制备的熔融石英玻璃中,羟基主要来源于高纯石英砂原料中的流体包裹体,该材料中的羟基量少且处于亚稳态,加热较容易去除[32]。采用气炼法制备的熔融石英玻璃中的羟基主要来源于氢氧焰,氢气和水极易与二氧化硅中的氧反应生成羟基,该材料中的羟基在较高的温度下才开始减少,因此需在高温真空的条件下脱羟。
高温真空脱羟工艺是将石英玻璃置入脱羟炉的密闭加热室内,先抽真空至内部压力达5×10-1~5×10-4Pa,然后将温度逐渐升至950~1 250 ℃,在升温过程中约400~500 ℃时放气量最大,真空度会下降,这时停止加热,当真空度达到设定的温度时,再升温,保持恒温焙烧5~20 h,同时继续抽真空保持气压稳定在5×10-1~5×10-4Pa。冷却后恢复常压,取出样品。另外,石英玻璃的脱羟效果会受原料纯度和制备工艺影响[33]。
3 存在的问题与发展建议
随着战略性新兴产业的发展,石英玻璃作为特殊新材料,在新能源、半导体、航空航天、光纤通信等领域的需求量逐渐增大,市场空间也在不断扩大。熔融石英玻璃由于具有原料来源广泛、制备工艺成熟、尺寸可控等优点,其产量占全部石英玻璃产品的70%~80%。但由于采用天然石英矿物原料,所以原料中流体包裹体和杂质产生的石英玻璃品质问题不能得到根本解决,且我国天然石英资源先天品质不足,提纯技术较落后,导致熔融石英玻璃原料大量依赖进口,严重阻碍了国内相关行业的发展。
因此,今后应加强熔融石英玻璃原料勘查,开展天然石英资源提纯加工技术的创新与升级,满足国内新兴产业对超高纯石英砂的需求。在熔融石英玻璃制备工艺方面,应扩大产能,提高熔制设备效率,降低能耗,并且要加强基础理论研究,揭示原料中的杂质在熔融石英玻璃制备过程中产生的各种缺陷的空间分布与特征,以及缺陷对其物理化学性能的影响,进而为高纯石英提纯及熔融石英玻璃制备技术优化提供支撑。理论与实际工艺相结合,才能最大限度地优化熔融石英玻璃制备工艺。
