丙烯基弹性体增韧聚乳酸熔喷成型及性能
2022-03-21席立锋周衡书周忠成张恒孙焕惟
席立锋,周衡书,3,周忠成,张恒,孙焕惟
(1.湖南工程学院纺织服装学院,湖南湘潭 411104; 2.中原工学院纺织学院,郑州 451191; 3.湖南省新型纤维及面料加工工程技术研究中心,湖南湘潭 411104; 4.河南省医用高分子材料技术与应用重点实验室,河南新乡 453400)
聚丙烯(PP)拥有较优的加工性能,其化学性质稳定,力学性能良好,是目前最常用的熔喷原料之一。但PP熔喷非织造布在废弃后难以降解,降解时间太长,不符合环保要求。因此,研发应用绿色环保型聚合物代替石油基化合物是社会的发展趋势。
聚乳酸(PLA)是以农作物(如甜菜、红薯和玉米等)中的淀粉作为原料,经微生物发酵,再经化学合成反应后,得到的一种热塑性脂肪族树脂,是一种环保可再生绿色高分子材料[1]。PLA以其自身优异的力学性能、加工性能、降解性能与生物相容性等被广泛应用在生物医学[2–4]、纺织服装[5–6]、包装材料[7–9]、农用材料[10–11]、汽车电子[12–13]等各个领域,是一种拥有广阔应用前景的绿色高分子材料。但PLA脆性大、断裂伸长率低、冲击性能差,限制了其更加广泛的应用。因此,开展PLA增韧改性研究以提高PLA在熔喷非织造材料领域的应用具有重要意义。
物理共混改性法具有原理简单、工艺可控和生产效率高的特点,常作为高分子材料的改性技术。近年来,不少学者对PLA进行了共混改性。Zhao等[14]将PLA、聚己二酸/对苯二甲酸丁二酯(PBAT)和二氧化碳基热塑性聚氨酯弹性体(PPCU)共混以提高PLA韧性;Gouvêa等[15]用聚对苯二甲酸丁二酯改性PLA(PLA/PBT),并添加了乙烯-甲基丙烯酸缩水甘油酯(E-GMA)共聚物作为增容剂,增强其韧性。但目前很少有基于熔喷成型工艺对PLA共混改性的研究。
丙烯基弹性体(PBE)是基于离散茂金属催化技术,使用新型催化剂开发出的由丙烯、乙烯共聚形成的半结晶共聚物。作为改性剂,可以根据需求改变添加量,使其具有高透明度、高弹性、高抗撕裂、抗穿刺、极佳的触感和良好的高低温性能等,达到改善聚合物性能的目的。
基于此,笔者通过PBE共混改性PLA,利用熔喷成型方法获得高韧性PLA/PBE熔喷材料,并对PLA/PBE熔喷材料的力学性能和过滤性能等进行分析,对拓展PLA熔喷非织造材料的应用领域有着极为重要的意义。
1 实验部分
1.1 实验原料
PLA母粒:6252D型,熔喷级,熔点为155℃,210℃下熔体流动速率(MFR)为21.3 g/10 min,密度为1.24 g/cm3,美国Nature公司;
PBE母 粒:7050型,210℃条 件 下MFR为48.5 g/(10 min),密度为0.865 g/cm3,乙烯的质量分数为13%,美国埃克森美孚公司。
1.2 主要仪器及设备
熔喷设备:MB-300型,苏州多瑈新材料科技有限公司;
高精度电子天平:BK-303G型,东莞怡雪电子有限公司;
厚度测试仪:YG141型,武汉国量仪器有限公司;
力学性能分析仪:HD026S-100型,南通宏大实验仪器有限公司;
全自动透气量仪:YG461E-III型,宁波纺织仪器厂;
颗粒物过滤效率测试仪:DR251X型,温州市大荣纺织仪器有限公司;
场发射扫描电子显微镜(FESEM):Sigma500型,德国蔡司公司;
双螺杆挤出机:MB-300型,无锡市兰陵塑机有限公司。
1.3 实验方案
采用单因素实验法制备PLA/PBE熔喷非织造材料,样品制备工艺流程如图1所示。首先,将PLA/PBE共混物在70℃的烘箱内,干燥12 h去除共混物中的水分。然后将PLA/PBE共混物放入料斗中。最后通过双螺杆挤出机加热熔融、输送,经过计量泵定量进入熔喷模头内,熔体经过滤后通过分丝板被均匀地从模头喷丝孔挤出,经模头处的高温高速气流的作用下,熔体被牵伸后接收在成网帘上,依靠纤维间的自粘合而得到非织造材料。

图1 样品制备工艺流程图
熔喷工艺的参数如下:一区温度为180℃,二区温度为200℃,三区温度为220℃,料路温度为220℃,计量泵温度为220℃,模头温度为220℃,热风温度为230℃;接收距离为15 cm;计量泵转速5 Hz,模头风道宽度设为0.75 mm。熔喷料的配方列于表1。
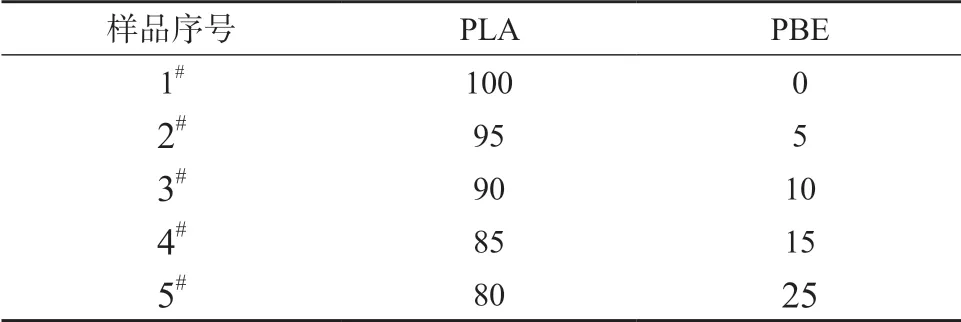
表1 熔喷料的配方(质量分数) %
1.4 性能测试
克重按照GB/T 24218.1–2009测定,将样品裁剪成长200 mm,宽50 mm的长方形,取5块,然后使用高精度电子天平称重,并记录数据,取平均值。
SEM表征:采用SEM观察样品纤维形貌;使用NanoMeasurer分析软件测量其放大500倍的SEM结构图,然后随机选取100根纤维进行直径测量,将测量数据用Origin软件进行统计分析得到纤维的平均直径以及直径分布。
拉伸性能按照GB/T 24218.3–2010测试。将样品裁剪为200 mm×5 mm的条形试样(5块)。夹持距离50 mm,拉伸速度均为100 mm/min。
透气性按照GB/T 24218.15–2018测定。
孔隙率是指材料中孔隙的体积与材料在自然状态下体积的百分比。孔隙率计算公式如式(1)、式(2)所示:
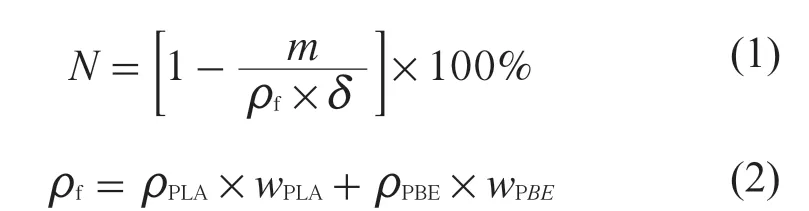
式中:N——非织造材料孔隙率,%;
1.2.1 非整合课程教学实施。对照组学生采用传统教学法,教师根据教学大纲及教材目录编排顺序借助多媒体技术集中讲授,课后小结本章节的重点难点,布置相关思考题对本次课所涉及的知识点进行复习,下次课前对学生提出的问题进行适当的点评。
m——克重,g/m2;
ρf——非织造材料的纤维密度,g/m3;
δ——非织造材料厚度,m;
ρPLA,wPLA——PLA的密度,g/m3,PLA组分质 分数,%;
ρPBE,wPBE——PBE的密度,g/m3,PBE组分质量分数,%。
过滤性能采用颗粒物过滤效率测试仪,依据GB/T 38398–2019测定。通常采用品质因子来表示材料的过滤性能。计算公式如式(3):

式中:Q——品质因子;
E——过滤效率,%;
Δp——过滤阻力,Pa。
2 结果与讨论
2.1 形貌结构和纤维直径分布
不同PBE含量的PLA/PBE熔喷材料的SEM照片如图2所示,不同PBE含量的PLA/PBE熔喷材料纤维直径分布如图3所示。从图2、图3可以看出,熔喷非织造材料是纤维相互连接而成三维网状多孔纤维结构,且直径分布呈现“中间多,两头少”的变化趋势。
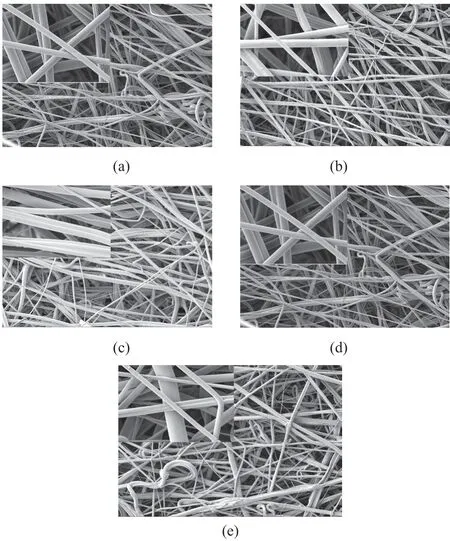
图2 不同PBE含量的PLA/PBE熔喷非织造材料形貌SEM照片
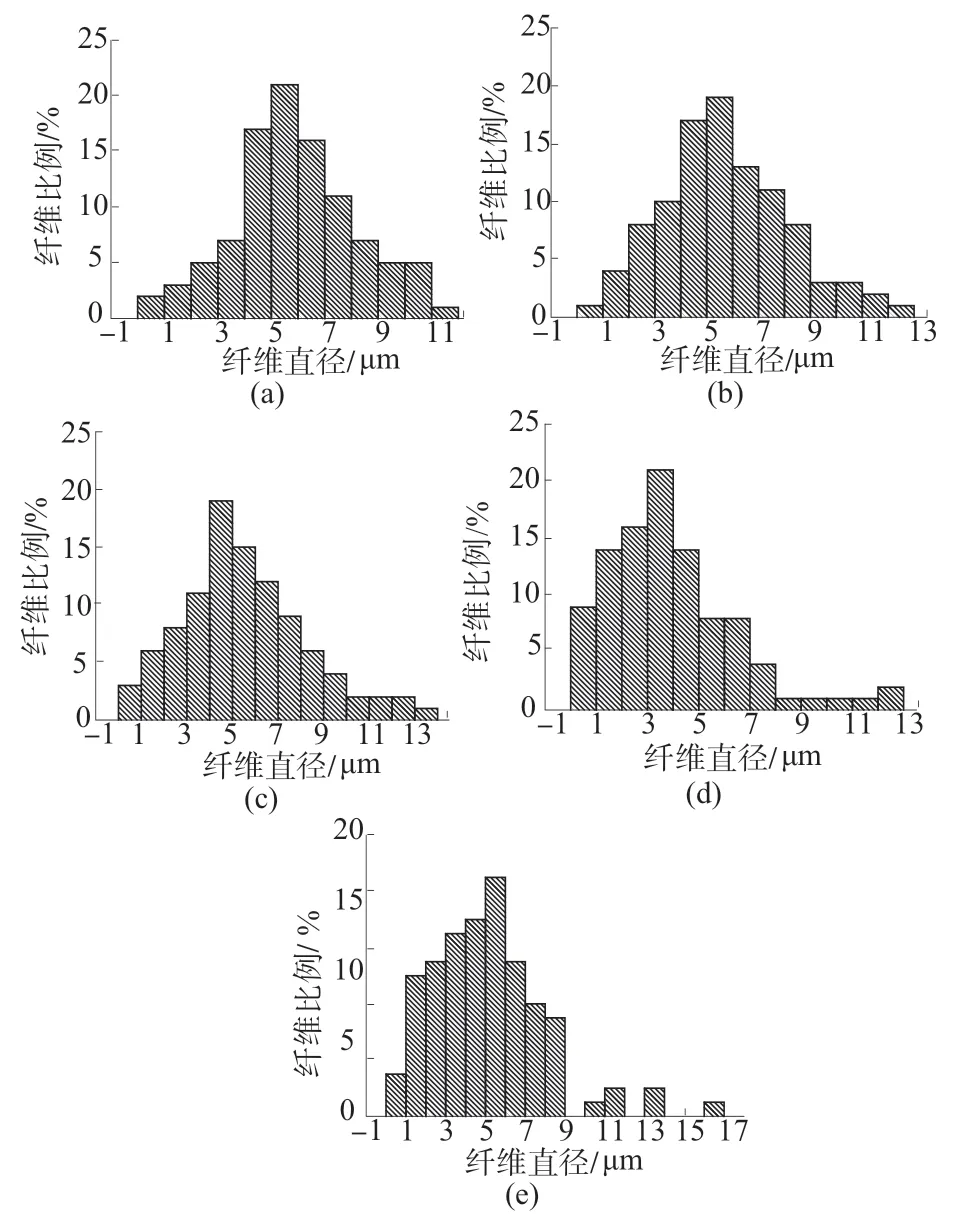
图3 不同PBE含量的PLA/PBE熔喷非织造材料纤维的直径分布图
图4为不同PBE含量的PLA/PBE熔喷非织造材料平均直径。由图4发现,随着PBE含量的增加,PLA/PBE熔喷非织造材料的纤维平均直径呈现先减小后增大的趋势,且PBE质量分数为0%~10%时,纤维平均直径变化幅度较小;当PBE质量分数为10%~20%时,纤维直径变化波动较大。结合图3、图4分析发现,随着PBE含量的增加,PLA/PBE熔喷材料的纤维直径为1~4 μm的数量增多,但随着PBE含量的进一步增加出现“超粗”纤维;原因可能是由于PBE对PLA有一定的增塑作用,使共混物的熔体流动性增大,从而导致纤维细度减小,当PBE含量过多时,共混熔体发生粘结现象,导致纤维直径增大。
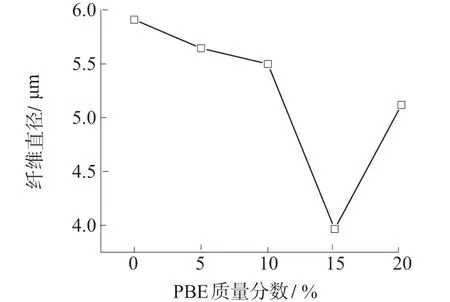
图4 不同PBE含量的PLA/PBE熔喷非织造材料平均直径曲线
2.2 拉伸性能分析
为遵守控制单一变量的原则,排除材料厚度对PLA/PBE熔喷非织造材料拉伸性能差异的影响,通过测试并记录PLA/PBE熔喷非织造材料的应力-应变曲线,来评价不同PBE含量以及工艺参数对于PLA/PBE熔喷非织造材料的力学性能的影响。
不同PBE含量PLA/PBE熔喷非织造材料的应力-应变曲线如图5所示。从图5可以看出,随着PBE含量的增加,PLA/PBE熔喷非织造材料的应力也随之增大。当PBE质量分数为20%时,PLA/PBE熔喷非织造材料的应力达到最大值为(1.45+0.03) MPa(A点),相比纯PLA熔喷非织造材料的应力(1.16+0.02) MPa(图中E点),熔喷材料的应力提高了约25%。随着共混物中PBE含量的不断增加,PLA/PBE熔喷非织造材料的断裂伸长率得到大幅度提高。纯PLA熔喷非织造材料的断裂伸长率(图中E点)仅为(9±1)%,而PBE质量分数为20%时,PLA/PBE熔喷非织造材料的断裂伸长率达到了(50±2)% (图中A点)。
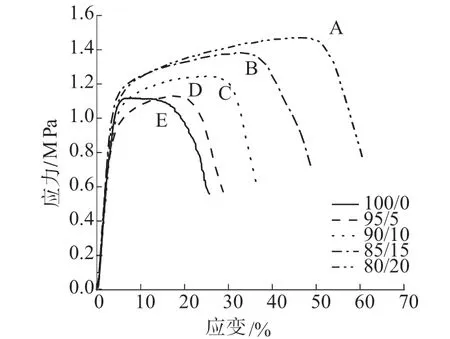
图5 不同PBE含量PLA/PBE熔喷非织造材料的应力-应变曲线
综合分析得出,当PBE质量分数为20%时,PLA/PBE熔喷非织造材料的强度和断裂伸长率分别提高了25%和455%。出现此结果的主要原因,熔喷材料的破坏主要是纤维与纤维之间的粘结点滑移以及纤维的断裂,通过对材料纤维平均直径的分析得到,随PBE含量的增加,熔喷材料纤维的平均直径减小,相同体积的材料的纤维数量增大,从而纤维间的粘结点增多,所形成的结构更为紧密,使表现出PLA/PBE熔喷非织造材料的强度增大。PLA/PBE熔喷非织造材料的韧性增加可能是由于共混物中PBE和PLA相互穿插缠结而形成的一种共混体系,由于PBE具有良好的韧性从而导致共混体系的韧性增加。
2.3 透气性能分析
(1)孔隙率。
在医疗防护以及个人卫生等领域,需要材料具有较好的透气性能,因此,PLA/PBE熔喷非织造材料透气性能测试与分析对其应用开发有着重要影响。表2示出不同参数材料的平均厚度、面密度和孔隙率。由表2可以看出,随着PBE含量的增加孔隙率减小。
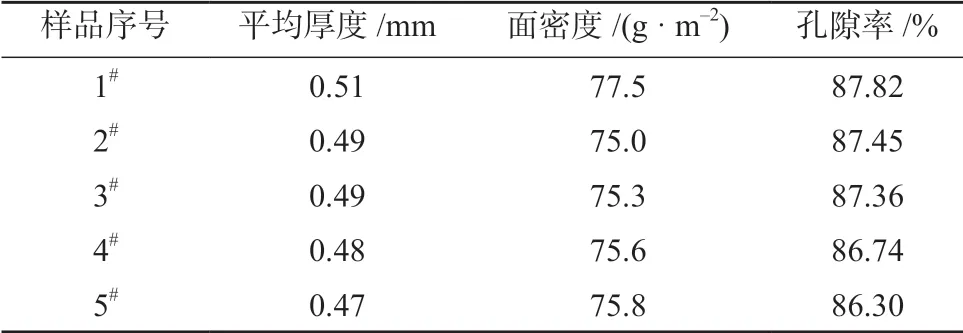
表2 熔喷材料的孔隙率
(2)透气率。
透气率是指在织物两面存在压力差的情况下,单位时间内通过单位面积的气流量,单位是mm/s。不同PBE含量的PLA/PBE熔喷非织造材料的透气率如图6所示。由图6可知,PLA/PBE熔喷非织造材料的透气率随着PBE含量的增大呈现先减小后增大的变化,从纯PLA熔喷非织造材料透气率(263±2) mm/s减小到PBE的质量分数为15%时PLA/PBE熔喷材料的透气率(200±3) mm/s,降低了24%。主要是因为随着PBE含量的增加,共混物的流动性变好,从而导致PLA/PBE熔喷非织造材料纤维变细,纤维的数量增多,纤维与纤维之间的相互缠结能力变强,粘结点的数量也增多,熔喷材料的结构变得紧密,从而增加了流动阻力,这一现象和PBE的含量与材料的平均直径变化曲线相似,也证实了纤维的直径可以影响材料的透气性。

图6 不同PBE含量PLA/PBE熔喷非织造材料的透气率
2.4 过滤性能分析
不同PBE含量的PLA/PBE熔喷非织造材料的过滤效率/滤效阻力和品质因子曲线如图7所示。由图7可知,添加PBE可以增强PLA/PBE熔喷非织造材料的过滤性能;品质因子和PBE含量的增加呈正相关变化,说明材料具有较高的过滤效率和较低的过滤阻力。通过对比PBE质量分数为0%和20%样品的过滤效率可知,PBE质量分数为20%时,使得过滤效率增大了约1.1倍,与此同时,材料的过滤阻力也随之增大到25 Pa。分析其原因是,当PBE含量增大,虽然纤维的直径呈现先减小后增大的趋势,但是纤维直径小于3 μm的数量却一直增加,纤维过滤的机理是重力作用、惯性碰撞和拦截机理等的相互作用,小于3 μm纤维直径的增加提高了空气中颗粒在材料中被捕捉拦截的几率,从而使材料的过滤效率提高。
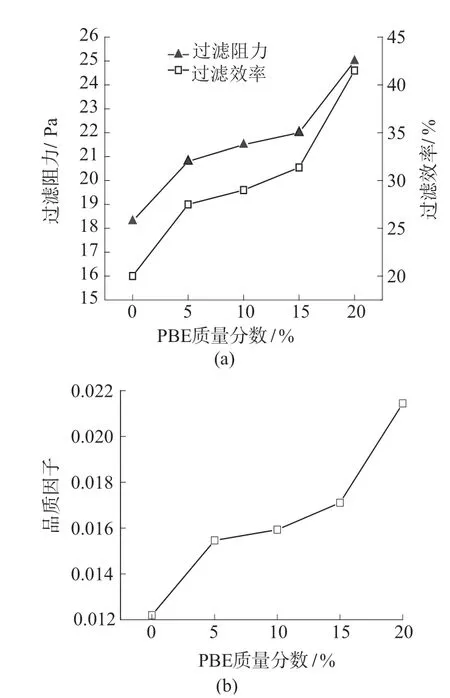
图7 不同PBE含量的PLA/PBE熔喷非织造材料的过滤效率/过滤阻力和品质因子
3 结论
基于熔喷成型工艺制备了PLA/PBE熔喷非织造材料,并对PLA/PBE熔喷非织造材料的纤维形貌、纤维直径分布、力学性能、孔隙率、透气率和过滤性能进行了测试,分析了参数变化对性能的影响。结论如下:
(1)随着PBE含量的增加,PLA/PBE熔喷非织造材料的平均直径呈现先减小后增大的趋势,最小平均直径是3.96 μm,直径分布变宽。
(2)相对于纯PLA熔喷非织造材料,PLA/PBE熔喷非织造材料的韧性以及强度都有了明显的增大,其中当PLA与PBE的质量比为80∶20时,PLA/PBE熔喷非织造材料的强度和断裂伸长率分别提高了25%和455%。
(3)熔喷材料的纤维直径和空隙率对材料的过滤性能有一定影响,直径和空隙率的减小可以使PLA/PBE熔喷非织造材料的过滤性能增强。
