球形蒸汽蓄热器壳体设计要点
2022-03-15李疆鸿朱巧家兰小刚郭延稳
李疆鸿,朱巧家,兰小刚,曹 宇,宫 超,郭延稳
(上海蓝滨石化设备有限责任公司,上海 201518)
蒸汽蓄热器是在工业锅炉供汽系统中储存多余热量并在需要时将所蓄热量释放出来的设备,常见的蒸汽蓄热器为变压立式圆筒形或卧式圆筒形结构。受制造工艺和运输条件等限制,圆筒形结构已经不能满足我国大型企业的发展需求。近年来,球形储罐(简称球罐)被广泛用于蒸汽蓄热器[1]。球罐具有占地面积小、储存能量大、结构简单及节约钢材等优点,且球形蒸汽蓄热器的蒸汽空间远大于卧式圆筒形蓄热器,有利于降低饱和蒸汽的含水率。但球罐只是储存类容器,操作工况相对简单。而蒸汽蓄热器内包含有热水以及充热、汽水分离、补水放水等装置,需对变化的蒸汽负荷进行调节,且蓄热器内部的压力和温度都在不断波动。因此,球形蒸汽蓄热器壳体的接管布置、应力分析及技术要求等都与普通球罐有很大区别。
笔者以承接的某项目中650 m3球形蒸汽蓄热器壳体设计为例,对球形蒸汽蓄热器壳体设计要点进行阐述,并采用有限元分析方法对壳体关键部位进行强度评定,确保设计的可靠性。
1 球形蒸汽蓄热器主要设计参数
650 m3球形蒸汽蓄热器壳体的设计压力为3.5 MPa,设计温度 245℃,腐蚀余量 1.5 mm,工作压力为1.3~3.2 MPa,工作温度195~240℃,循环次数175 000次,抗震设防烈度7度,地震加速度0.1g,地震分组为第一组,内部充热装置质量24 226 kg。蒸汽蓄热器球壳材料为Q370R,接管材料为20MnMo。
球形蒸汽蓄热器壳体的管口规格参数及适用标准见表1。表1中WN表示法兰类型为带颈对焊法兰,FM表示法兰密封面型式为凹面,M表示法兰密封面型式为凸面,MFM表示法兰密封面型式为凹凸面。

表1 球形蒸汽蓄热器壳体管口规格参数及适用标准
2 球形蒸汽蓄热器总体结构
蒸汽蓄热器球壳主体选用650 m3球罐最为常用的3带8柱混合式结构[4]。该结构焊缝少、焊接量小、板材利用率高、互换性好、制造运输方便且安装施工经验成熟。支柱选用赤道正切柱式支撑,球壳与支柱采用U型托板连接结构,可有效降低应力集中,改善球壳的受力状态。拉杆采用可调式拉杆,可随时调节松紧程度,极大提高支柱的承载能力[5]。应工艺需求,在球罐上、下极各设置1个人孔、蒸汽进出口和进水口等。蓄热器顶部设有安全阀接口,用于防止蓄热器超压。蓄热器最底部设有排污口,可定期排出罐内杂质。人孔采用回转盖结构,接管采用厚壁管补强结构。
3 球形蒸汽蓄热器操作工艺状态
该球形蒸汽蓄热器用于炼钢转炉一次烟气余热锅炉蒸汽系统。炼钢转炉冶炼吹氧时会产生大量高温烟气,高温烟气经烟道式余热锅炉后产生饱和蒸汽。转炉冶炼周期为38~40 min,其中吹氧时间15 min,24 h内共冶炼30~35炉。球形蒸汽蓄热器属于变温、变压式蓄热器,其工作的压力和温度是随余热锅炉蒸发量的变化而变化的。转炉吹氧时,余热锅炉受到高温烟气的辐射开始产生蒸汽,蒸汽通过管道进入蓄热器,使蓄热器内压力、水温和水位不断升高,此蓄热过程中压力由1.3 MPa变为3.2 MPa,温度由195℃变为240℃。当用户仍需要蒸汽时,蓄热器内的压力会降低,其内的饱和水闪蒸变成蒸汽,从蓄热器顶部管口排出,此放热过程中压力由3.2 MPa变为1.3 MPa,温度由240℃变为195℃。24 h内蓄热和放热过程各发生约35次,其他时间段可认为蓄热器处于某个压力,压力和温度是稳定的[6]。
由上述操作工艺状态可以看出,球形蒸汽蓄热器属于温度场和压力场不断变化的疲劳设备,其设计思路和主要技术要求与普通球罐有很大区别,进行有限元应力分析时要充分考虑。
4 球形蒸汽蓄热器接管布置
在球形储罐设计过程中,接管布置非常关键。设计时既要考虑相邻接管开孔中心间距,也要考虑相邻焊接接头焊缝中心线间距。关于接管布置的原则,国内标准中都做了相应规定。该球形蒸汽蓄热器球壳设计属于分析设计,故只对有关标准分析设计中的接管布置规定进行了对比,见表2。
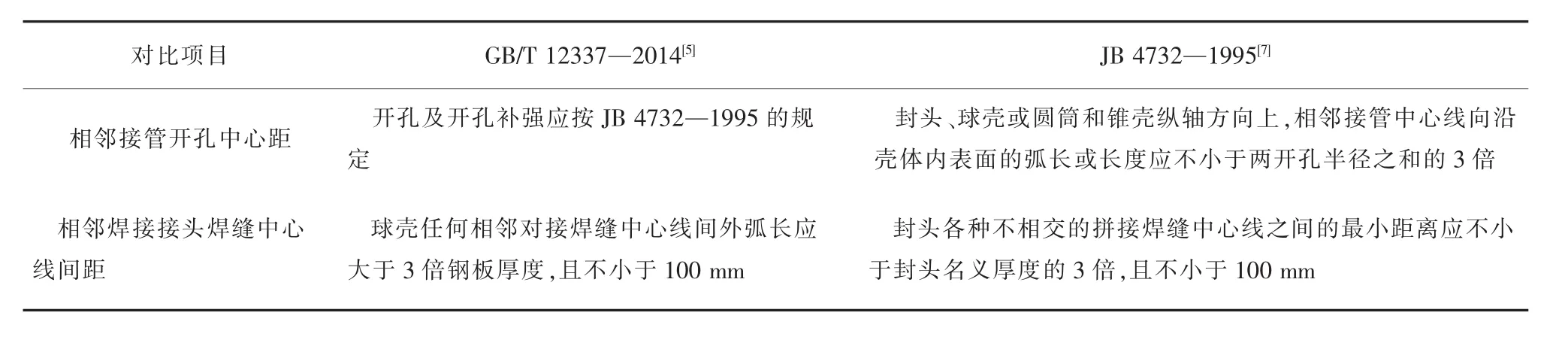
表2 国内标准分析设计中接管布置规定对比
目前,国内应用的球形蒸汽蓄热器规格以400 m3和650 m3为主,这2种规格球壳板尺寸相对较小。但蓄热器管口数量多,而且部分接管要与罐内部件连接,开孔位置不能改变,因此接管管口的开孔位置设计非常复杂,既要满足表2中的要求,又要避免产生应力集中。
笔者经过详细的计算和三维仿真模拟,对管口开孔位置进行了设计,并采用有限元软件ANSYS进行应力分析校核。球形蒸汽蓄热器上极管口方位俯视图见图1。

图1 球形蒸汽蓄热器上极管口方位俯视图
与普通球罐上极布管的最大区别是,图1中上人孔不在球壳板中心位置,而是设置了偏人孔。这主要是因为蓄热器人孔尺寸过大(DN600 mm),远大于一般球罐人孔尺寸(DN500 mm),如果人孔布置在中心位置会影响其他相邻接管开孔。
因高压蒸汽入口接管与罐内部件连接,开孔位置不能变。因此,在保证a1、a2管口位置不变的情况下,设计了不同直径的布管圆,按管口大小将其余接管布置在多个布管圆上。相邻接管焊缝中心线之间的距离以焊缝钝边作为基准加以计算,保证相邻焊缝钝边之间的距离大于200 mm,避免产生应力集中。焊缝钝边指焊件开坡口时,沿焊件厚度方向未开坡口的端面部分(图2),焊缝中心线见图3。
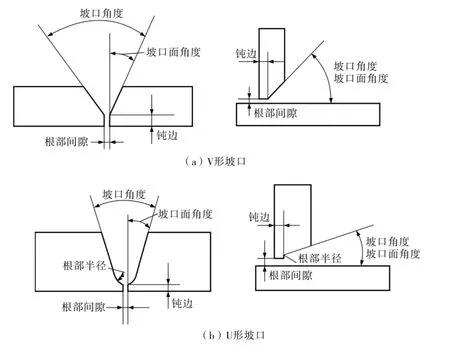
图2 不同坡口形式焊缝钝边示图
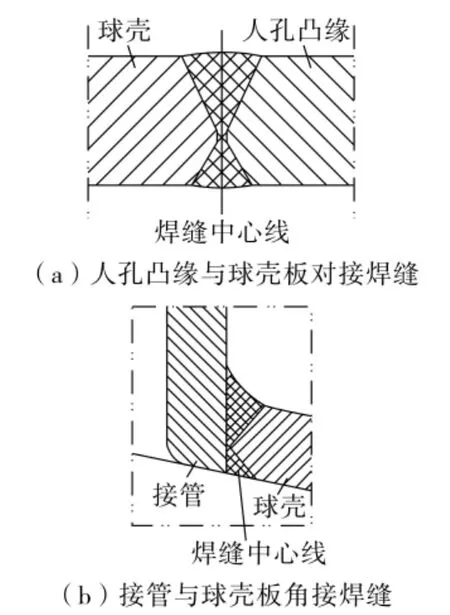
图3 焊缝中心线示图
5 球形蒸汽蓄热器ANSYS有限元分析
5.1 分析工况
有限元分析时充分考虑了蓄热器运行中的各种工况,在液压试验、地震、操作等工况下加载球壳内外部载荷,设置边界条件后对球壳、支柱、U型托板等进行强度、疲劳分析。因球形蒸汽蓄热器操作过程中温度和压力不断发生变化,数次循环会使结构产生疲劳破坏,因此对应力强度和疲劳强度均进行评定。
根据GB/T 12337—2014,对表3所示球形蒸汽蓄热器工况进行有限元分析。
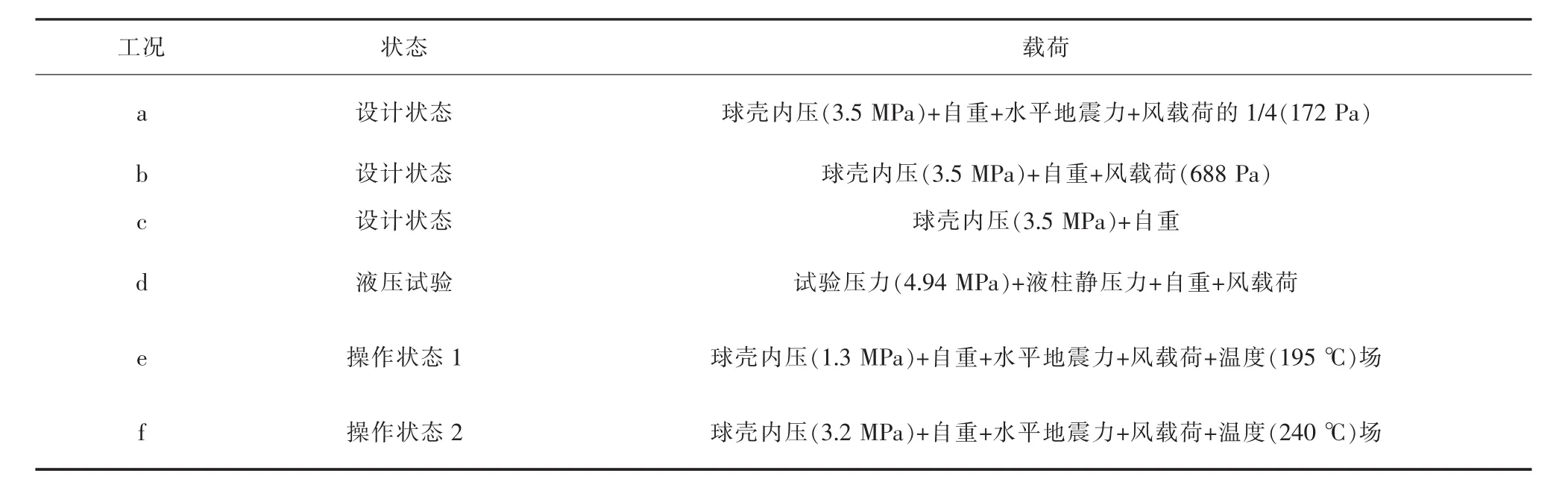
表3 球形蒸汽蓄热器有限元分析工况
5.2 有限元模型建立
在有限元分析软件Workbench 19.2中对球壳、支柱和U型托板进行三维整体建模,考虑结构的对称性,对1/2的整体结构进行三维建模和有限元分析。采用8节点三维实体单元(solid185单元)进行网格划分,网格数为183 507,节点数为25 057,得到的球形蒸汽蓄热器有限元模型见图4。
图4 球形蒸汽蓄热器有限元模型
在球形蒸汽蓄热器模型的中间截面施加对称约束,在球形蒸汽蓄热器模型的支腿底面施加固定约束。
针对不同工况下给定的载荷条件,对球形蒸汽蓄热器模型施加相应的载荷。
5.3 应力分析及强度评定
对工况a~工况d下的球形蒸汽蓄热器壳体模型进行应力分析,得到的模型应力云图结果见图5。
图5 不同工况下球形蒸汽蓄热器壳体1/2简化模型应力云图
从图5看出,4种工况下的应力最大点均出现在球壳和U型托板的交界最低点附近,其中工况a应力最大点出现在右边第1根支柱处,工况b~工况d应力最大点出现在左边第1根支柱处。
对球形蒸汽蓄热器壳体模型应力分析结果中应力最大点处建立线性化路径,进行线性化应力强度分析。球形蒸汽蓄热器壳体模型线性化路径见图6,4种工况下线性化应力分析计算及强度评定结果见表4。表4中,球壳材料压力试验温度下的许用应力Sm=217 MPa,球壳材料设计温度下的许用应力 Smt=171 MPa,载荷组合系数 K1=1.2、K2=1.0、K3=1.25。从表4可以看出,球形蒸汽蓄热器壳体模型应力强度评定合格。
图6 球形蒸汽蓄热器壳体模型线性化路径图
表4 4种工况下球形蒸汽蓄热器壳体模型线性化应力分析计算及强度评定结果
5.4 疲劳分析及强度评定
采用热-固耦合的方法对工况e、工况f下球形蒸汽蓄热器壳体模型进行应力强度计算。
对工况e,在球壳的内表面施加环境温度195 ℃,传热系数 20 W/(m2·℃);球壳和支柱外表面有保温结构,施加环境温度22℃,传热系数0.2 W/(m2·℃)。工况e下球形蒸汽蓄热器壳体模型温度场分布见图7,热-固耦合应力分析结果见图8。
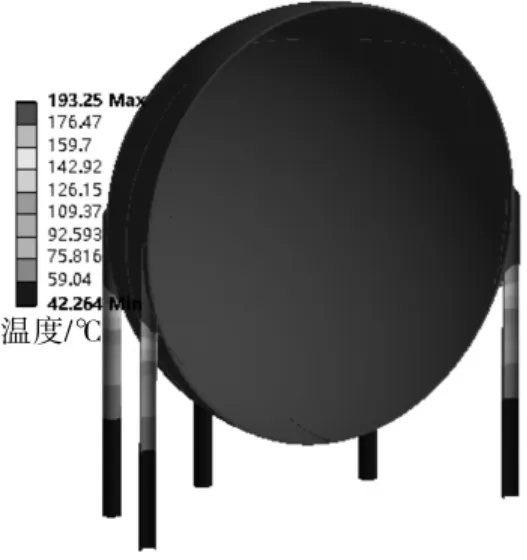
图7 工况e下球形蒸汽蓄热器壳体模型温度场分布云图
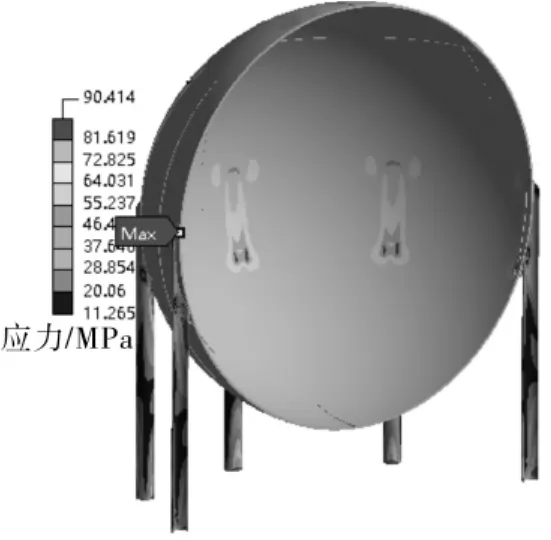
图8 工况e下球形蒸汽蓄热器壳体模型热-固耦合应力分析云图
对工况f,在球壳内表面施加环境温度240 ℃,传热系数 20 W/(m2·℃l);球壳和支柱外表面有保温结构,施加环境温度22℃,传热系数0.2 W/(m2·℃)。工况f下球形蒸汽蓄热器壳体模型温度场分布见图9,热-固耦合应力分析结果见图10。
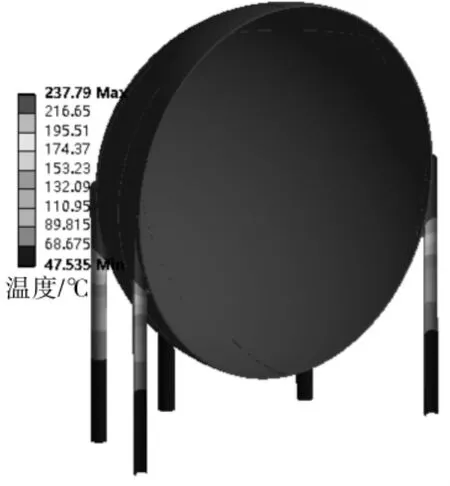
图9 工况f下球形蒸汽蓄热器壳体模型温度场分布云图

图10 工况f下球形蒸汽蓄热器壳体模型热-固耦合应力分析云图
从图7和图9看出,2种工况下均表现为球壳温度最高,支柱下端温度最低,温度从支柱上端到支柱下端呈下降趋势。从图8和图10看出,2种工况下应力最大点均出现在左边第1根支柱对应的椭圆盖与球壳交界的最高点附近。
对球形蒸汽蓄热器壳体模型热-固耦合应力分析结果进行疲劳强度评定。工况e下最大应力为90.414 MPa,工况f下最大应力为213.1 MPa,则模型的交变应力幅 Salt=(213.1-90.414)/2=61.443 MPa,经温度修正后的交变应力幅Salt′=SaltE/Et=61.443×2.01×105/(1.883×105)=65.59 MPa(E为球壳材料常温下的弹性模量,Et为球壳材料在240℃下的弹性模量)。查JB 4732—1995 附录 C 表 C-1,得 Salt′=65.39 MPa 时的允许循环次数大于106,此值大于实际循环次数175 000,因此疲劳强度评定为合格。
6 球形蒸汽蓄热器主要技术要求
6.1 材料
6.1.1 Q370R
球形蒸汽蓄热器壳体用Q370R钢板应当符合GB 713—2014《锅炉和压力容器用钢板》[8]的规定,正火状态供货。由钢板制造单位对Q370R钢板逐张进行100%超声检测,检测结果应当符合NB/T 47013.3—2015《承压设备无损检测 第3部分:超声检测》[9]及第 1号修改单的规定,质量等级不低于I级要求。由钢板制造单位对Q370R钢板逐张进行拉伸和夏比V型缺口冲击试验,冲击试验应增加1组钢板1/2厚度取样,试验结果应符合GB 713—2014的规定。由钢板制造单位按批进行Q370R钢板250℃高温拉伸试验,下屈服强度 ReL≥260 MPa。
由球罐制造单位对Q370R钢板逐张进行100%超声检测复验,检测结果应符合NB/T 47013.3—2015及第1号修改单的规定,质量等级不低于I级要求。由球罐制造单位对Q370R钢板按炉进行化学成分复验,按批进行力学性能复验,按批进行250℃高温拉伸试验复验,冲击试验应增加1组钢板1/2厚度取样,复验结果应符合GB 713—2014的规定。
6.1.2 20MnMo
受压元件用20MnMo锻件性能应当符合NB/T 47008—2017《承压设备用碳素钢和合金钢锻件》[10]的规定,调质状态供货,按批对锻件进行250℃高温拉伸试验。对Ⅲ级锻件按批进行夏比V型缺口冲击试验复验,对Ⅳ级锻件逐件进行复验,按批进行250℃高温拉伸试验复验,冲击试验温度为-20℃,冲击功KV2≥47 J。拉伸试验和其余复验项目及结果应符合NB/T 47008—2017的规定。
6.2 焊接接头
受压元件的焊接接头应按NB/T 47014—2011《承压设备焊接工艺评定》[11]进行焊接工艺评定,冲击试验温度-20℃,冲击功KV2≥47 J,其余项目和结果应符合NB/T 47014—2011的规定。焊接材料应由制造、组焊单位按焊接工艺评定结果选定。焊接接头应采用全焊透结构,单面焊接接头应采用氩弧焊打底。对接接头焊缝内外表面应与球壳表面齐平,允差为+1.50mm。
6.3 焊接试件
制造单位应制备1块人孔、接管与极板的产品焊接试件,组焊单位应制备2块立焊和平焊加仰焊产品焊接试件,试件的尺寸、试样的截取等按NB/T 47016—2011《承压设备产品焊接试件的力学性能检验》[12]的规定执行,冲击试验温度为-20℃,冲击功KV2≥47 J。其余项目和结果应符合NB/T 47016—2011的规定。
6.4 无损检测
受压元件的对接接头应进行100%衍射时差法超声(TOFD)检测(或100%的 X射线检测)和100%超声检测(公称直径DN≤50 mm的接管与法兰的对接接头可不进行超声检测)复测,接管与球壳或人孔盖之间的角接接头、T型接头应进行100%超声检测。TOFD检测应当符合NB/T 47013.10—2015《承压设备无损检测 第 10部分:衍射时差法超声检测》[13]的规定,技术等级不低于B级要求,质量等级不低于Ⅱ级要求;射线检测应符合NB/T 47013.2—2015《承压设备无损检测 第2部分:射线检测》[14]及第 1号修改单的规定,技术等级不低于AB级要求,质量等级不低于Ⅱ级要求;超声检测应符合NB/T 47013.3—2015及第1号修改单的规定,技术等级不低于B级要求,质量等级不低于Ⅰ级要求。
受压元件的焊接接头表面、非受压件与球壳的连接焊缝(包括支柱与赤道板连接处的角焊缝表面)、焊补处表面、工卡具焊迹和缺陷修磨处表面打磨光滑后,均在热处理前和耐压试验合格后各进行1次100%磁粉检测,磁粉检测应当符合NB/T 47013.4—2015《承压设备无损检测第4部分:磁粉检测》[15]中的规定,质量等级不低于Ⅰ级要求。
6.5 整体热处理及泄漏试验
无损检测合格后按照GB/T 12337—2014的规定进行球形蒸汽蓄热器整体热处理。整体热处理合格后进行液压试验,试验压力为4.94 MPa。
6.6 安全附件
该球形蒸汽蓄热器上的安全阀选用2个全启式安全阀,安全阀的整定压力为3.35 MPa。
6.7 支柱垂直度
球形蒸汽蓄热器使用时,应调整支柱的垂直度,使其符合GB/T 12337—2014的规定。
7 结语
目前,该650 m3球形蒸汽蓄热器已经投入使用,性能稳定。合理开发和利用球罐,将球罐与新兴行业结合对于当前球罐的发展和开拓具有重要意义。球形蒸汽蓄热器设计理念新颖,思路独特,将球罐推广应用到蒸汽蓄热器中,不仅充分利用了球罐的优点,而且蒸汽蓄热器也达到了其他结构无法实现的效果。笔者认为,随着工业锅炉供汽系统的不断发展,球形蒸汽蓄热器必将得到更加广泛的应用,文中所述对球形蒸汽蓄热器的设计具有很好的指导意义。
