气化炉废锅段的螺旋盘管改造研究
2022-03-11陶剑锋范俊福郑刚严洪鲁进波
陶剑锋,范俊福,郑刚,严洪,鲁进波
(东方电气集团东方锅炉股份有限公司,四川,德阳,618000)
引言
煤气化作为洁净、高效利用煤炭的主要途径之一,使得各种煤化工技术在国内多地都有应用。废锅技术气化炉具有热效率高、副产蒸汽用途广、能有效降低操作成本等工艺特点[1],但由于废锅流程气化炉的结构复杂性,经过多年的长周期运行,废锅段螺旋盘管已出现了泄露、积灰、变形、磨损等故障,对气化炉的整体运行性能和安全性产生了一定影响,为确保气化炉运行的安全性及性能稳定性,需对废锅段的螺旋盘管进行改造。
本文以我公司承接的某化工厂的废锅气化装置为例,与运维方一起对该类炉型的废锅螺旋盘管进行改造,以解决废锅螺旋盘管的运行故障问题,为其他类似结构改造提供参考。
1 废锅流程气化炉的结构简介
本次改造的废锅流程气化炉,其整体结构类似“倒h”型结构(即 型,见图1)。主要由气化室、激冷室、输气管、转向室、废锅等五大段及配套辅助设备(主要包括煤烧嘴、敲击器、测温装置)等构成。每段由承压壳体和膜式水冷壁承压内件及配套设备组成,其中废锅段内件主要由以下几部分组成(见图2):
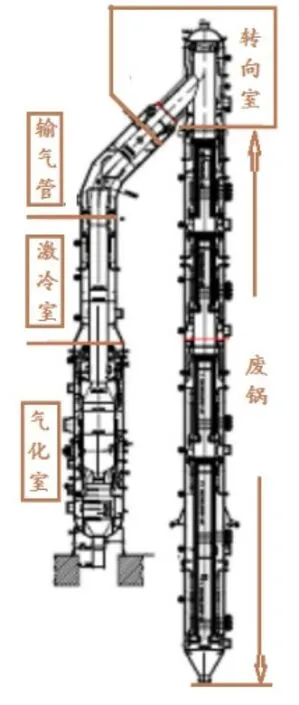
图1 AP废锅流程气化炉示意图;
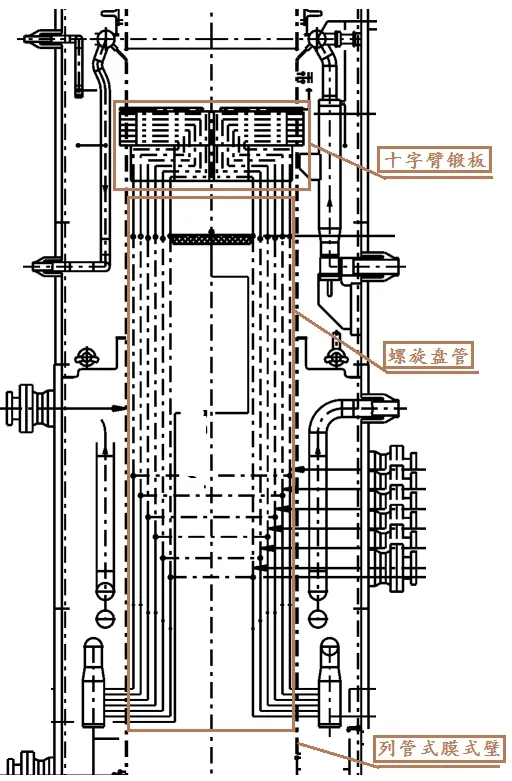
图2 废锅段内件
(1)外侧为列管式膜式壁结构(简称膜式壁);
(2)内侧为螺旋盘管式膜式壁结构(简称螺旋盘管),自上而下分为过热器和蒸发器(包括蒸发器3、蒸发器2、蒸发器1.2、蒸发器1.1),其中过热器和蒸发器均由多圈螺旋盘管组成,各圈盘管通过上方十字臂锻板组装成整体。
2 废锅螺旋盘管的改造范围
由于本次改造的废锅流程气化炉的结构特殊性,根据气化炉转向室及废锅段内件变形情况,综合改造质量、周期及成本,最终改造方案以“转向室+输气管”壳体组件两条黄金焊缝作为改造基准,改造范围主要有以下两方面:
(1)壳体方面:两条黄金焊缝切割(见图3,包括输气管与激冷室壳体的对接焊缝、转向室与废锅的对接焊缝)、黄金焊缝区域耐火材料;
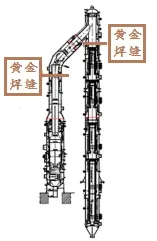
图3 黄金焊缝分布位置
(2)内件方面:废锅段自上而下的各圈螺旋盘管及对应十字臂锻板、吹灰装置、螺旋盘管与膜式壁及集箱的连接、壳体黄金焊缝区域的膜式壁膨胀节。
3 尺寸控制
本次改造的废锅流程气化炉,其废锅螺旋盘管的改造工作涉及设备制造厂及项目现场两地施工,主要涉及以下几方面尺寸控制:
(1)新盘管直径公差控制在-5~0mm。
(2)新盘管组件、十字臂锻板与废锅膜式壁装配同轴度按±5mm控制。
(3)“转向室+输气管”壳体组件套装时以膨胀节的参考标记为基准。
4 废锅螺旋盘管的改造步骤
4.1 旧螺旋盘管的主要拆除步骤
(1)设备环形空间及外壁架设脚手架及内部支撑;
(2)去除“转向室+输气管”壳体组件的两条黄金焊缝内壁的耐火材料;
(3)标识黄金焊缝区域膜式壁的膨胀节参考基准,并拆除膨胀节;
(4)采用吊车将“转向室+输气管”壳体组件吊平稳后气割壳体黄金焊缝;
(5)采用吊车将“转向室+输气管”壳体组件(见图4)安全、平稳、缓慢的吊至专用场地并重新加工壳体的黄金焊缝坡口;
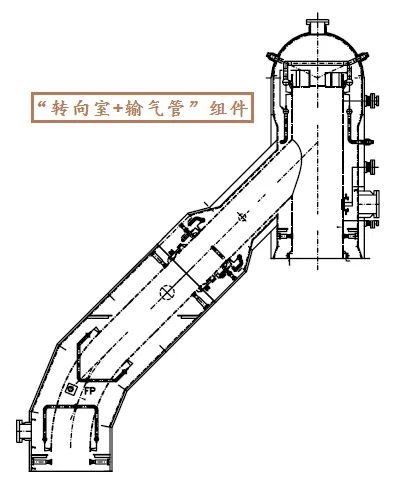
图4“转向室+输气管”壳体组件的黄金焊缝
(6)调整敲击杆、测温套管等附件位置;
(7)利用吊车平稳吊住最上层的盘管组件十字臂锻板;
(8)拆除十字锻板上的吹灰装置、割断盘管进出口端的连接管、割断盘管组件;
(9)采用吊车将本层的螺旋盘管组件(见图5)整体从上方吊出至专用场地;
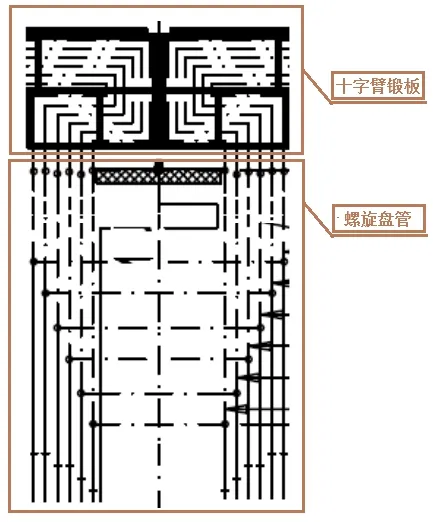
图5 螺旋盘管组件
(10)按从上到下的先后顺序,重复参照以上步骤(8)~步骤(11)方法拆除剩余各层盘管组件,并清理、检查、修磨膜式壁,等待安装新的螺旋盘管组件;
4.2 新螺旋盘管组件的厂内制造
4.2.1 单圈螺旋盘管的制造
单圈螺旋管屏按一定的螺旋角及螺距排列钢管与扁钢,经盘绕呈筒体结构,并且每圈盘管上布置有敲击板、弯头、连接板等附件(见图6)。
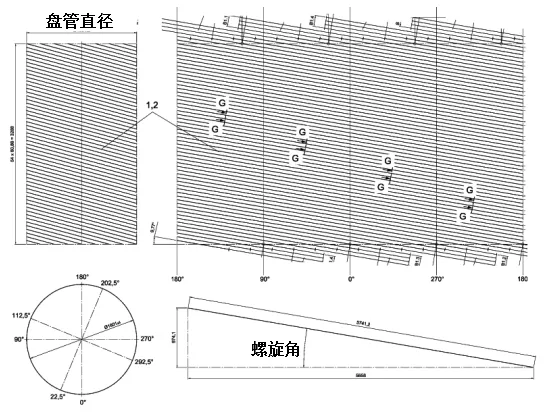
图6 单圈螺旋盘管示意图
4.2.1.1 单圈螺旋盘管的主要制造工艺流程
备料→装焊妥管组→校正、通球→焊缝及尺寸检查→绕制管组→管屏脱模→焊妥管屏→通球→焊缝及尺寸检查→划地样线、四象线及附件装配线→装焊妥附件→校正→光谱检查→通球→整体热处理→水压试验→清理→转送装配
4.2.1.2 单圈螺旋盘管的制造重难点控制
(1)钢管对接:采用热丝TIG焊或全氩手工对接,对接后100%RT或100%RTV。
(2)装点管组时,测量管子节距和管组宽度,每个节距放焊接收缩量;管组焊好后,测量管子节距和管组宽度,管组宽度超差时需修磨。
(3)利用高精度的管屏绕制工装绕制管屏,保证管屏直径尺寸和圆柱度,确保管组脱模后的盘管直径公差在-5~0mm,以保证现场立套质量(见图7)。

图7 单圈螺旋盘管制造
4.2.2 多圈盘管的组装
多圈螺旋盘管由多个不同直径的单圈螺旋盘管通过顶部的十字臂锻板组焊成整体(见图5)。
4.2.2.1 多圈盘管的主要组装工艺流程
装焊妥十字臂锻板→焊缝无损检查→锻板整体热处理→配划各圈盘管与十字臂锻板的对接余量线→加工对接坡口→装焊妥十字臂锻板与各圈盘管→焊口检测→局部热处理→清理盘管组件→阻力降试验→完工检查→标记、油包、发运
4.2.2.2 盘管组件的制造重难点控制
(1)螺旋管屏采用由外圈到内圈的顺序套装(见图8),每圈管屏与十字臂锻板对接、探伤合格后再套装下一个盘管;

图8 螺旋盘管组件制造
(2)各圈螺旋管屏间的上、下两端的导向钢板在具备条件时就必须装配;
(3)各圈盘管与十字臂锻板装配时,以四象限为基准,调整螺旋盘管位置,保证各圈螺旋管屏上的敲击器板与各圈盘管的轴线同心及相对位置精度。
4.3 新螺旋盘管组件的现场安装步骤
(1)吊装最下层的蒸发器螺旋盘管组件,安全、平稳、缓慢的吊至废锅膜式壁对应的原安装位置,调节、找正装配方位及控制同轴度并固定稳固;
(2)装焊妥十字臂锻板与膜式壁锻板,配装各圈盘管出水端的连接弯管,焊缝探伤、局部热处理;
(3)装焊吹灰装置、配装盘管进水段的连接弯管,焊缝探伤、局部热处理;
(4)按先下后上的先后顺序,重复参照以上步骤(1)~步骤(4)方法吊装剩余蒸发器、过热器的各层盘管组件及附件的相应装焊和探伤工作。
(5)吊装“转向室+输气管”组件,完成两条黄金焊缝的焊接及100%MT+UT+TOFD探伤、局部热处理和复探。
(6)完成黄金焊缝区域的耐火材料的敷设、烘干,拆除脚手架及内部支撑。
(7)重新按参考基准调节、找正、装配黄金焊缝区域膜式壁的膨胀节。
(8)改造工作完毕并交检合格。
5 总结
本次改造的废锅流程气化炉,通过对废锅螺旋盘管的改造工艺研究,掌握了该类型气化炉的废锅螺旋盘管的改造技术,提高了该类型气化炉废锅的长期、安全、稳定运行寿命,也为其他类似结构的改造提供参考。