某FPSO新型溶气浮选装置故障分析及研究
2022-03-11吕长亮谢涛张向彬曹贵刘哲
吕长亮 谢涛 张向彬 曹贵 刘哲
(中海石油(中国)有限公司湛江分公司,广东湛江,524057)
引言
某FPSO原有生产水处理系统包括两个生产水舱、四台生产水泵、两套水力旋流器和生产水脱气罐组成。来自原油处理系统的生产污水,首先进入生产水舱,生产水在生产水舱中依靠重力沉降进行初步处理,污油通过污油收集管进入污油舱;污水由生产水泵增压后进入水力旋流器,利用油水的密度差进行油水旋流分离。分离出的油进入污油舱,水进入改性纤维球过滤器过滤分离进一步深度处理,之后进入生产水脱气罐进行脱气处理,处理合格后的水排海,不合格的生产水还可以回到生产水舱进行进一步处理。
在油田群中上游的诸多井口平台的新井投产和提液增效的战略背景下,FPSO原有的生产水处理系统处理能力达到极限,因此油田新装一套气浮选装置[1],通过引入后涤气罐的燃料气进入一级和二级气浮罐来进行上浮携带油滴,实现除油的目的,从而来提高生产水处理能力。工艺流程上气浮选的主要处理的生产水来自包括中、轻质三个一级分离器,在采用串联的运行模式下,生产水依次进入一级和二级气浮罐,处理合格后与脱气罐出口生产水混合排海。
气浮选装置自投用以来一直实行满罐操作,运行稳定。近段时间,设备出现二级气浮罐液位下降、运行压力上涨、处理量下降等问题,生产水处理系统的稳定运行受到影响。严重影响油田生产水排海效果,给油田安全生产和健康环保带来了极大隐患。
1 二级罐液位不满罐问题分析
1.1 容气浮选装置介绍
气浮选装置主要由两个气浮罐和相关水路、气路和污油路的管线控制阀等组成,运行模式包括并联和串联两种模式,串联模式下来自三个一级分离器的生产水首先由一级气浮罐的底部进入,同时燃料气作为气浮气在入口处经过气泡发生器与生产水混合一同进入一级气浮罐,在管线前段设计有化学药剂注入管线。生产水在气泡上浮携带的作用下使得污油在上部聚集,污油和气浮气从上部出口排出至气液分离筒,经过两相分离后气体通过放空管线至闭排,污油等液体排放至污油左舱。而经过一级气浮罐处理后的生产水从一级气浮罐底部流出,同样与经过气泡发生器的气浮气混合进入二级气浮罐,污油和气浮气从上部排出与一级排出的气液回合一同进入气液分离筒,处理合格的生产水直接排海,不合格则可倒回生产水舱。生产水的进行出口和一二级罐污油管线均安装有控制阀分别控制流量和压力。
一二级气浮罐内部完全相同,内部存在一个混合内腔,生产水和气浮气混合斜向进入气浮罐的混合内腔,油相在上部过滤板处聚集,由上部管线排出,干净的生产水则溢流至水相环形外腔由底部管线排出,同时罐顶装有安全阀作为超压保护。
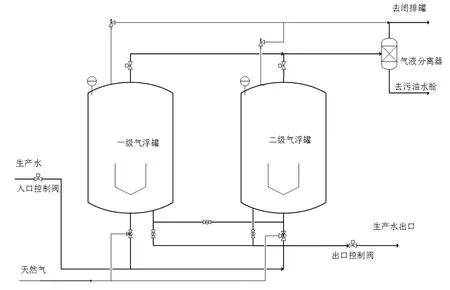
图1 新型溶气气浮选装置结构示意图
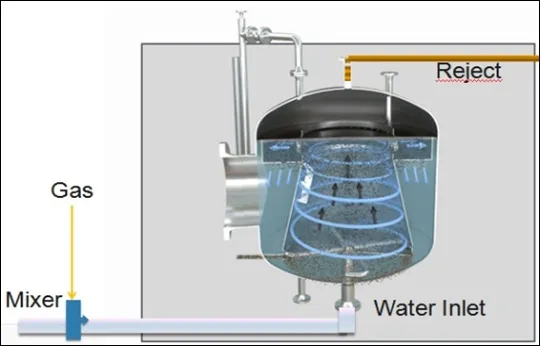
图2 气浮罐内部结构示意图
1.2 采用因果链和思维导图的方法分析故障节点
由上面的介绍可知气浮装置的所有关键节点,通过因果链和思维导图的方法可得出如下分析结果:
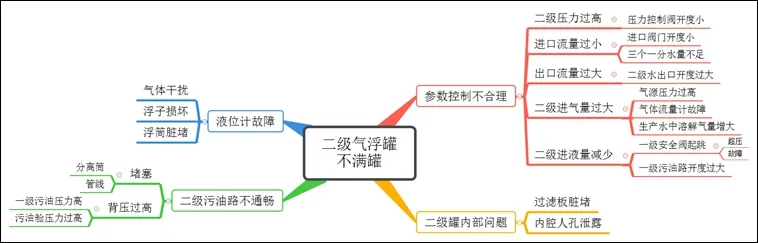
图3 二级气浮罐不满罐原因思维导图
2 故障节点的验证和解决办法
2.1 针对分析的故障节点进行实际验证
经过系统的分析过后决定,按照从简单到复杂、从外部管线到内部结构的原则,将可能的故障节点[2]按照排查方法进行归类,然后进行逐一排查验证。
(1) 液位计故障:先后多次对二级气浮罐液位计进行清洗,未发现异常。之后协调仪表部门对液位计进行详细拆卸检查后,彻底排除液位计本身故障的原因。
(2) 流量、压力等参数的影响:测试首先将进口流量与现场实际流量计进行的对比,确保流量在正常值,同时保证两个罐压力位置为正常设定值,进而排除总进口流量和两个压力罐压力参数的影响。
为了进一步验证二级罐进口流量的影响,将进水方式改为单独进二级罐的模式,保证相同流量单独进入二级罐,从未排除了二级罐进口流量过小的原因。
(3) 气体影响:因初期安装的遗留问题,二级气体流量计一直未安装,气体流量计故障的节点自然排除。因此,为验证气体对气浮罐的影响,首先将气源压力调整至正常值,按照进气阀门开度100%、50%、0%进行测试。实验结果表明,阀门开度即使降低至全关的情况下,二级液位基本无明显变化依旧不满罐,从而排除了由于气浮气量过大引起不满罐的原因。
此外,通过调取三个一级分离器的气路压力控制阀开度记录曲线可知,气浮选故障发生前后三个一分的压力控制阀开度无明显增大,油田燃料气流量计记录也为发现气量明显增大,从而排除三个一分去气浮选的生产水中溶解气量增大的原因。
(4) 一级污油路和污油舱背压的影响:为进一步排查二级罐进口流量和二级污油路背压的影响,将一级罐污油路全关,打开安全阀的旁通,使得一级罐的污油和气体单独从安全阀旁通管线排出,同时将污油左舱的舱压控制在正常值,测试结果二级仍然不满罐,从而排除一级污油路及背压的影响。
(5) 二级污油路堵塞影响:将二级罐污油路全关,打开安全阀的旁通,使得二级罐的污油和气体单独从安全阀旁通管线排除,一级罐的污油和气正常走污油管线和分离筒流程,结果发现气路去闭排的液位有明显上涨,去污油左舱管线明显发热有流体经过,说明二级去污油管线以及分离筒至闭排和污油舱路无堵塞。
结合以上验证分析,充分证明不是不是二级罐本身以外的部件出现问题(上部出口直至下游管线、气路管线和气量、液位计、流量和压力等参数)导致的不满罐现象。最终问题聚焦在二级罐本身内部。
二级罐内部有两种可能,一是上部滤网堵塞,二是内腔人孔泄露导致气体直接进入外腔。验证内腔人孔需要进行开罐检查,而验证滤网堵塞只需从罐体上部拆开小口径法兰即可,因此首先采取拆卸顶部小法兰,用内窥镜观察上部滤网,发现滤网严重脏堵。
2.2 采取的解决方法
为了彻底解决气浮选二级罐滤网脏堵的问题,同时进一步检查罐体内部腔体人孔的状况,工艺部门决定对二级气浮罐进行开罐清洗。
经过隔离、泄放排空和惰化合格后,机械部门完成对二级气浮罐的开罐,发现内腔人孔状态完好,自此完全确认滤网脏堵是二级气浮罐不满罐的主要原因。之后工艺部门对滤网进行了彻底细致的清洗,恢复二级气浮罐的人孔及附件,再次惰化合格后进行测试,最后恢复投用,气浮设备各项参数恢复正常。
3 技术成果与推广建议
3.1 技术成果
(1) 充分运用头脑风暴、因果链分析和思维导图等科学的分析方法来解决油田现场在生产过程中遇到的实际问题;
(2) 针对分析的结果按照从简单到复杂、从外部管线到内部结构的原则,将可能的故障节点按照排查方法进行归类,然后进行逐一排查验证,便于理清思路,提高排查效率;
(3) 在8小时的连续工作中,油田员工运用自制的专用清洗工具,高效完成对故障气浮选处理罐的开罐清洗,使得气浮设备各项参数恢复正常,成功消除影响生产水处理效果的隐患。
3.2 推广建议
(1) 充分发挥技师在油田现场解决问题的重要作用,同时开展头脑风暴、因果链分析和思维导图等科学的分析方法的培训普及;
(2) 针对分析的结果要结合实际进行总结归纳,制定合理高效的验证排查方法;
(3) 针对气浮选装置要制定相应的反洗操作规程,减轻或消除内部油泥附着造成的脏堵,延长运行时间从而改善排海效果,保障油田的健康、安全、环保的生产