页岩气井生产管柱优选研究与应用
2022-03-08王庆蓉陈家晓蔡道钢
王庆蓉 陈家晓 蔡道钢 杨 智 陈 珂
1. 中国石油西南油气田公司工程技术研究院, 四川 成都 610017;2. 四川页岩气勘探开发有限责任公司, 四川 成都 610056
0 前言
页岩气井开发初期,产量、井口压力快速增加,产气量达到峰值,大部分井直接采用空套管投产。当产量快速下降时,需及时下入生产管柱提高页岩气井的携液能力。采用生产管柱后,产量再次大幅度波动,应采取排水采气工艺辅助气井排液生产。针对页岩气井的生产特点,在产量出现波动前就应该根据气井不同生产阶段及时针对性地采取优选管柱、柱塞、泡排等工艺措施消除积液影响,有效提高单井产量。下入生产管柱作为延长页岩气井自喷期的重要手段以及后期采取柱塞、泡排等排水采气工艺的基础,优选管柱工艺研究对页岩气规模开发并提高采收率有重要意义。目前,生产管柱下入的时机更多凭借现场经验实施,如何选择生产管柱尺寸、设置管柱结构与后期接替排采工艺更好结合的一系列优选管柱技术暂未形成,本文通过对气井携液生产的重要影响因素进行计算分析,并结合现场实际提出一体化优选管柱技术,为延长气井稳产期起到支撑作用。
1 页岩气井下入生产管柱面临的难题
根据页岩气井的生产特征,大致可将页岩气井采气期分为三个阶段:第一阶段为页岩气井开发初期,井口压力、产量快速增加,气产量达到峰值,大部分井直接采用空套管投产;第二阶段气井井口压力、产量快速下降,需及时下入生产管柱提高页岩气井的携液能力,延长自喷期;第三阶段为气井生产中后期采用生产管柱后,产量、压力再次大幅度波动,出现井口压力快速下降至输压、气水产量同步大幅下降的现象,此时应采取一定的排水采气工艺措施来保证页岩气的正常采出。因此,科学合理的生产管柱技术是稳定气井生产并为排水采气提供工艺基础的技术保障。但该研究前期技术存在需要攻关的难点:一方面,投产后的早期,放压放产生产方式下,不同气井井口压力、产量变化的差异性大,对生产管柱下入时间影响大,各井生产状况差别大,简单的生产管柱下入时间普适性不强;另一方面,受钢丝作业能力限制,缺少生产管柱在井斜角50°~90°井段内的生产流动压力温度剖面实测数据,全井筒不同管径在后期低压小产条件下的生产流动特征缺乏实测数据支撑分析,生产管柱下入深度优化难度大。页岩气井规模上产速度快、井数多,积液对页岩气空套管生产井的影响越来越明显。下入生产管柱能够有效提高气井携液能力,因此亟需形成明确的生产管柱下入技术来指导现场生产。
2 页岩气井优选生产管柱工艺技术
2.1 生产管柱尺寸
页岩气套管生产井陆续出现自喷带液困难时,及时下入生产管柱能有效提高气井的携液能力,但不同尺寸油管的适应性和携液生产效果不同,主要影响因素有生产管柱的最大产气量、抗气体冲蚀能力、井筒压力损失、携液能力。因此,从这四个方面对常用内径42.8 mm、50.67 mm、62 mm的生产管柱进行对比分析。根据现场实际生产情况,页岩气井日产气量低于2×104m3,日产水量低于5 m3时应下入生产管柱。因此,分析在井口压力2 MPa、日产气量2×104m3、日产水量5 m3条件下,常用三种管径的最大理论产气量,结果表明不同管径生产管柱的最大理论产气量均能满足生产需求。同时计算出不同管径生产管柱的最低临界冲蚀流量为12.97×104m3/d,因此,长宁页岩气田目前配产10.5×104m3/d均不会产生冲蚀。从井筒压力损失对比,内径50.67 mm和内径 62 mm 生产管柱井筒压力损失仅0.1 MPa,而内径42.8 mm与内径 50.67 mm 生产管柱相比,井筒压力损失超过0.6 MPa。携液能力方面,井口流压越高,内径越大,则临界携液流量越大。经过计算,产气量2×104m3/d以上时,内径50.67 mm生产管柱能满足携液要求,产气量3×104m3/d以上时,内径62 mm生产管柱能满足携液要求,见图1。综合从辅助带液、稳定生产、经济效益考虑,推荐选用内径50.67 mm的生产管柱作为主要生产管柱。
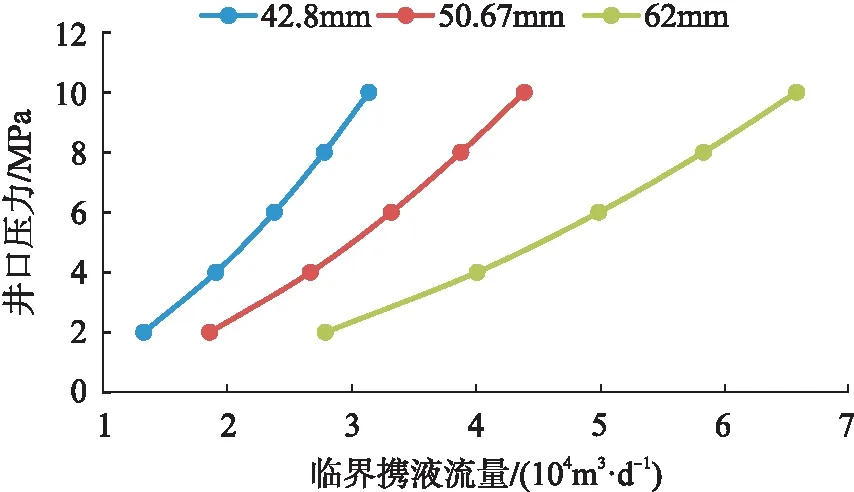
图1 不同尺寸生产管柱临界携液流量图Fig.1 Critical liquid carrying flow of production string of different sizes
2.2 生产管柱下入时机
气井投产初期采用套管生产,过早或过晚下入生产管柱均不利于充分发挥气井产能。在气井产能充足时过早采用生产管柱生产,高产条件下生产管柱内摩阻大导致井筒压力损失增加,产量或井口压力会因此低于空套管生产。例如:相对于空套管生产,若保持井口生产压力不变,早期采用内径50.67 mm生产管柱生产,产量将下降30%,采用油套环空生产,产量将下降5%;若保持产量不变,早期采用内径50.67 mm生产管柱生产,井口生产压力将下降3~5 MPa。随着气井的不断开采,产能和压力不断降低,当气井携液能力逐渐下降后,若未及时下入生产管柱来提高气井携液能力,会出现积液现象,甚至水淹停产。下入生产管柱可以在气井套管生产出现不稳定前及时切换生产通道,保持稳定带液生产,最大限度减少积液对气井的影响。根据长宁区块页岩气生产动态分析,当套压下降到4 MPa后,气井产量低于11×104m3/d,套管生产井携液会出现困难。考虑到带压下生产管柱作业时间以及地层压力递减情况,应在套压高于10 MPa之前下入生产管柱。
2.3 生产管柱下入深度
页岩气井直井段、斜井段、水平井内流动规律差异大,滑脱现象主要出现在斜井段。垂直管一般以环状流的形式携带液体,越接近临界携液点,液膜越厚,液滴直径越大;倾斜管管底液膜存在明显的滑脱现象,呈现来回下降又上升的过程,部分液体直接被携带至垂直管,而部分管底厚液膜会回流至倾斜管末端,然后重新被携带上升;水平管以波动液膜携液为主,形成的液滴较少,水平管内的临界携液流量是最低的。通过不同尺寸生产管柱水平段压力损失模拟计算可知,在井口压力3 MPa,产气量2.4×104m3/d,产水量3 m3/d条件下,水平井段流动压力损失相对较小,均在1 MPa以内。生产管柱下入到水平段增加了压力损失,因此建议生产管柱下入至水平段以上。考虑井筒积液特点,为减少滑脱损失,降低井筒流动压力损失,生产管柱下深应位于射孔顶部以上,管鞋处井斜角70°~80°,由于页岩气井出砂,井筒会沉砂,为了避免生产管柱砂埋并利于携带积液,下倾井生产管柱宜下入至射孔段顶部以上10 m左右;上倾井生产管柱宜下至A点以上,且管鞋垂深应高于射孔最大垂深10~20 m,具体到单井时还需考虑井筒积液特点及带水采气需求,同时满足管鞋处井斜角≥70°,见图2。
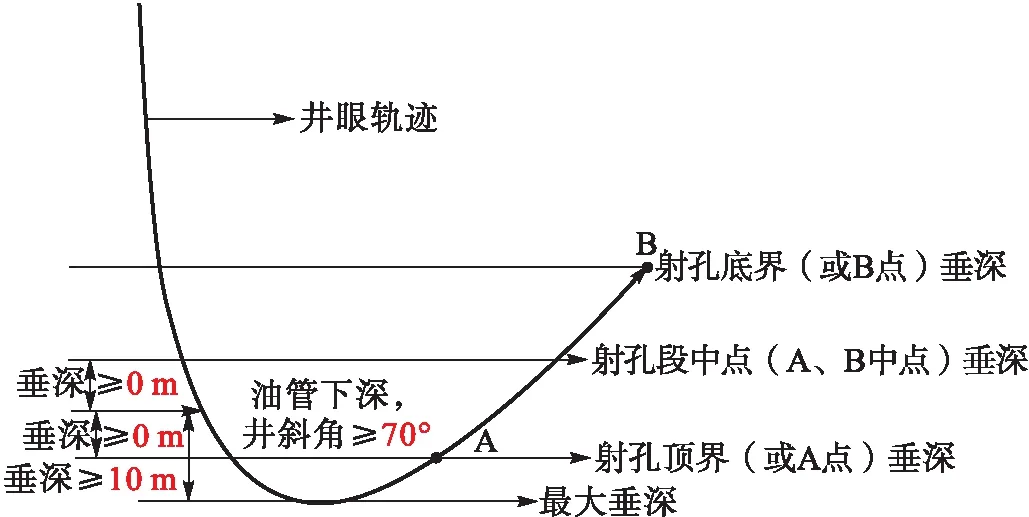
图2 上倾井生产管柱下入深度示意图Fig.2 Tubing depth in updip well
2.4 生产管柱配套工具
压力计下深受井斜限制,液面位置不清楚,回声仪液面测试解释精度缺乏参照。回音标可通过数据库分析,指导环空及生产管柱内测试解释,辅助试井测试解释,解决回声仪测试液面的解释精度难题。同时考虑为后续的柱塞工艺实施提前准备,降低大斜度段坐放柱塞卡定器的施工难题,减少绳索作业风险。生产管柱柱上预置柱塞工作筒,可降低在大斜度段坐放卡定器的风险,使柱塞应用最大井斜68.8°,保障柱塞有效沉没,提高柱塞工艺的应用效果。
3 优选管柱工艺应用情况
优选管柱工艺技术总体成熟,有利于延长气井生命周期、稳定生产,已大规模推广。截至2020年12月31日,长宁区块累计下入生产管柱268口。2018年后,半年内下入生产管柱井占比达到90%,2020年达到95%,优选管柱工艺的应用呈逐年增长的趋势,为后续排水采气措施的及时实施、有效维护气井产能提供了技术基础。根据长宁区块页岩气生产动态分析,当套管生产井的井口压力接近输压时,就会出现带液生产困难,产量大幅度波动,甚至水淹停产的现象。优选管柱工艺的应用情况表明,套管生产水淹井在内径50.67 mm生产管柱生产条件下,提高了带液生产能力,初期日产气量恢复到10×104m3以上,在5×104m3左右日产气量水平上相对稳产了13个月,见图3。另一方面,在套管生产井的井口压力未接近输压时,采用生产管柱生产,可以消除套管生产的积液阶段,并明显降低产量递减率,见图4。总体上,套管出现波动后4个月内,及时下入生产管柱生产的井,能有效改善带液效果,增加带液生产稳定性,普遍有一定的产能恢复。
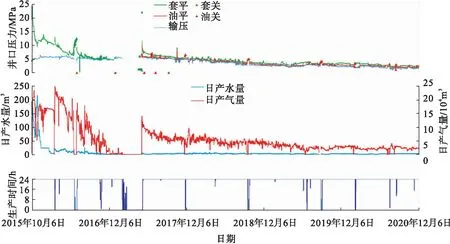
图3 生产管柱增强带液生产能力代表井采气曲线图Fig.3 ubing enhancement with fluid production capacity represents a well gas recovery curve

图4 早期下入生产管柱井消除套管生产积液阶段代表井采气曲线图Fig.4 The early stage of eliminating fluid in casing production represents a well gas recovery curve
4 结论
1)综合生产管柱理论计算不同尺寸生产管柱最大理论产气量、井筒压力损失、抗气体冲蚀能力、携液能力,并从辅助带水、稳定生产、经济效益考虑,推荐选用内径 50.67 mm 的生产管柱作为页岩气长宁区块主要生产管柱。
2)当套压下降到4 MPa后,气井产量低于11×104m3/d,套管生产井携液会出现困难。在套管产量、压力等出现波动后,及时下入生产管柱生产,能有效改善带液效果,增加带液生产稳定性,延长气井生命周期。考虑到带压下生产管柱作业时间以及地层压力递减情况,应在套压高于 10 MPa 之前下入生产管柱。
3)页岩气上倾井生产管柱下入至A点以上,管鞋垂深原则上应超过A、B点中间位置的垂深。下倾井中采用大通径桥塞完成的井,生产管柱下至第一个桥塞面10 m左右位置;压裂后套管为全通径的井,生产管柱下入至A点端第一个射孔段顶部10 m左右。
4)推荐生产管柱柱上带回音标,可通过建立数据库,指导环空及生产管柱内测试解释,辅助试井测试解释,解决回声仪测试液面解释精度难题,同时生产管柱柱上宜预置柱塞工作筒,可降低在大斜度段坐放卡定器的风险,保障柱塞有效沉没。
