夹送辊在棒材生产中的改进实践
2022-03-04郭守军
郭守军
(新疆八一钢铁股份有限公司轧钢厂)
引言
在棒材生产线中粗轧前夹送辊的作用是增加钢坯咬入1#轧机的咬入力,助推钢坯平稳顺利进入1#轧机,一是防止钢坯咬入打滑 ,二是降低钢坯对轧机的冲击力。 从而减少冲击力造成的1#机列机械传动部件设备的损伤破坏。 夹送辊的正常工作直接影响棒材生产的产能。
1 现状及问题
新疆八钢轧钢厂棒线分厂机械故障率高,夹送辊夹持力不够,不能正常将钢坯送入1#轧机,造成对1#轧机的冲击力增大,冲击力的作用容易加速机械部件的疲劳损伤,常造成1#万向轴十字头断裂,1#减速机齿轮齿面点蚀及断齿的失效故障,而影响正常生产。 改造前的问题点主要有以下几点:(1)夹送辊夹不住钢坯;(2)夹送辊轴承承载力差;(3)联轴器损坏;(4)液压故障不能正常夹持钢坯。
2 夹送辊的工作原理及结构
夹送辊的传动型式是下辊单独驱动。 上辊是压下辊,它通过一对液压缸的上下升降达到夹持及打开钢坯,并由上下辊产生的夹送力助推钢坯进入1#轧机,从而平稳咬入。 钢坯咬入后夹送辊迅速打开结束对钢坯的咬入工作。 夹送辊原理图见图1。

图1 夹送辊结构简图
3 造成原因分析
通过现场观察、检测,造成夹送辊在生产中事故频发等原因作如下分析:
(1)夹送辊使用过程中由于夹送辊的材质不能满足使用要求,辊面磨损太大,辊身直径变小,造成夹送力减小,或夹不住钢坯,继而增大了对1#轧机的冲击力,或钢坯无法送入轧机而打滑,钢温下降增大轧机的负载。
(2)在高温,潮湿的环境中工作,轴承润滑不良损坏,使上下夹送辊的中心产生偏角夹送力丧失。不能满足正常的工作。
(3)夹送辊减速机与下夹送辊间的间距大同心度不好保证,齿式联轴器调整的偏角不好保证,加上周围高温环境润滑跟不上,加速齿的磨损,最后破坏联轴器。 见图1 中序号7。
(4)由于夹送辊处在高温及水汽工况中运行,密封件易老化,使液压密封件使用寿命缩短,造成液压缸泄漏。 夹送辊液压控制方面问题,两液压缸不同步,减弱了夹送辊对钢坯的夹送力。
4 解决方案
从提高夹送辊耐磨性、承载能力,改变液压缸密封性等方面进行设备技术改造,具体方案如下:
(1)对辊子不耐磨的问题将夹送辊的材质进行改进(材质改为高镍铬无限冷硬Ⅳ:HSD=72±1)选择Φ320mm 报废精轧轧机辊子作为下辊,提高辊面的耐磨性。
(2)改前夹送辊轴承是双排调心滚子轴承,考虑到维护及安装,轴承选择了轧机上的内外圈分离式四排圆柱滚子轴承,型号为FC3652168,提高轴承的承载能力,同时给轴承的润滑安装了润滑管线,解决了润滑方面的问题。 同时轴承座增设了骨架密封(型号240*230*15,230*260*15)解决了轴承进水和异物侵入造成的烧损。
(3)将齿式联轴器改为万向联轴器。 从而解决了两者之间的不对中问题,增加了传动轴运行稳定性。 见图2 中序号2。

图2 改进后的夹送辊简图
(4)解决液压缸密封,将液压缸密封材质进行改进,既要保证密封件的耐磨性,还要保证密封件耐高温性,选择聚四氟乙烯密封件。 解决液压缸不同步,将一组液压阀控制两个液压缸改为两组液压阀分别控制两个液压缸,两组液压电磁阀由同一个电信号控制,见图3。
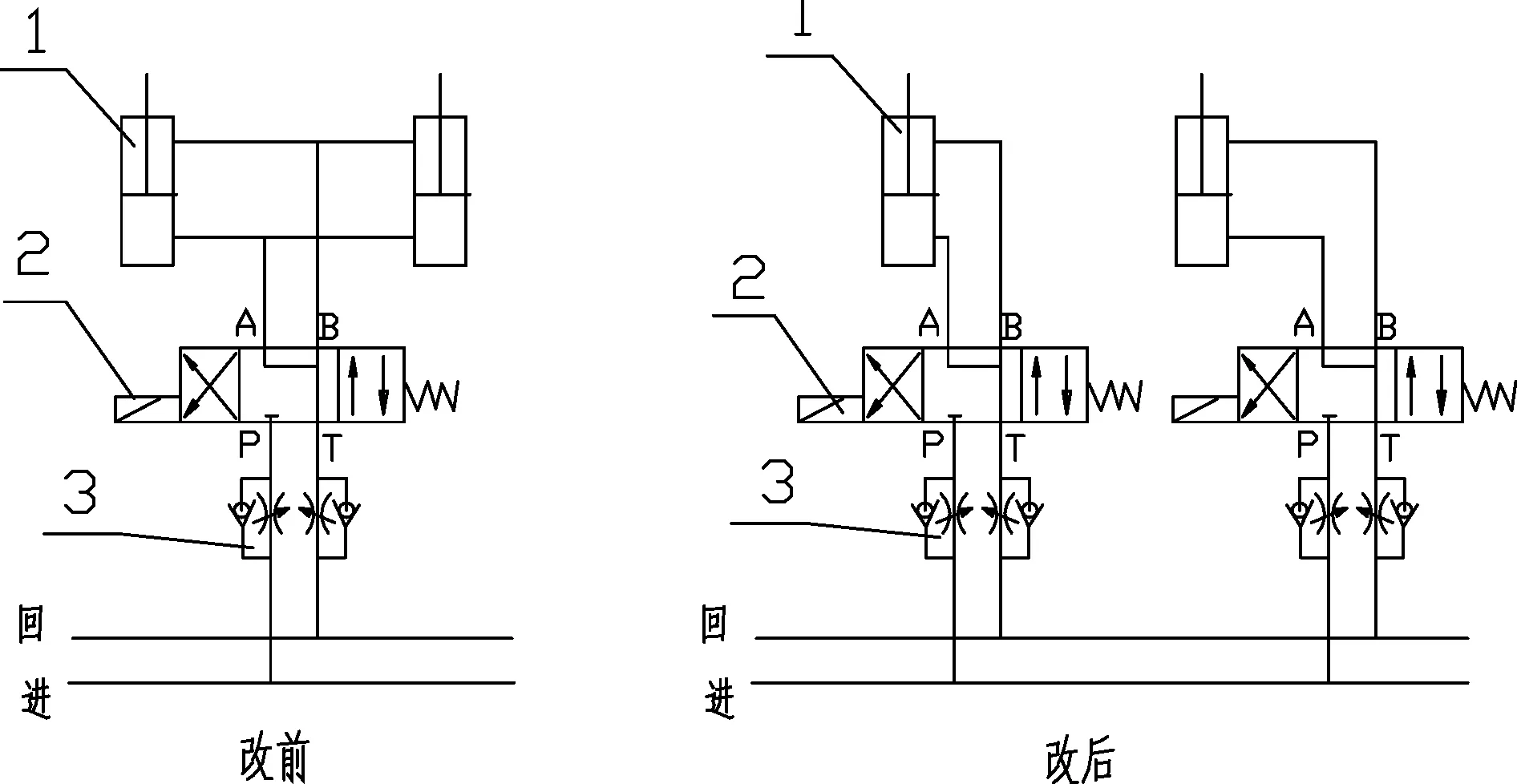
图3 液压控制阀改前与改后对比图
5 实施效果
自从连轧机组安装改造后引板底座在使用1 年多时间里未发生故障,运行一直比较平稳,没有发生过因为引板的故障导致机组停车抢修,完全满足现场需要的装配精度和生产技术要求,彻底决绝了带钢引板底座脱落和震动的问题,具体使用中的优点有以下几点:
(1)目前改造后的辊子已使用2 个月,辊面工作面依旧光滑,预计该辊可以使用1 年左右。
(2)通过轴承改型以及增加润滑管线,加装骨架密封,彻底解决了轴承进水和异物侵入造成的烧损。
(3)解决减速机与夹送辊下辊间的齿式联轴器偏角的不对中性。
(4)解决了液压缸密封差以及不同步的问题。
通过以上效果实现后,大幅度降低了维修费用,同时减少了检修和抢修次数,起到了分厂的节能降耗目的
6 结束语
经现场实际使用验证,八钢棒材1#轧机前夹送辊的优化改造,不但确保了夹送辊的稳定性,降低钢坯咬入冲击力,减少对1#轧机机械部件的冲击,同时降低了1#轧机设备事故,提高了生产作业率,而且降低了企业生产成本,增加了经济效益。
