CO2潜弧焊在液压支架行业的可行性研究
2022-02-27凡乃峰李福永杨国梁
凡乃峰,李福永,杨国梁
郑州煤矿机械集团股份有限公司 河南郑州 450001
1 序言
液压支架结构件大多采用厚度≥12mm的中厚板拼焊而成,焊缝形式为多层多道焊,单件结构件的焊丝比重普遍高于4%,焊接工序经常成为液压支架生产的瓶颈环节[1]。因此,提高焊接效率是液压支架行业永恒的课题。近些年,激光MAG复合焊、双丝焊和Rapid焊等新型高效焊接工艺也被尝试应用于液压支架制造行业,但能完全成功应用的新工艺却少之又少。
本文以提高焊接效率为出发点,尝试引进一种新的高效焊接工艺——CO2潜弧焊,通过研究焊接接头的强韧性、焊接位置适应性及焊接效率等指标,评述该类高效焊接工艺在液压支架行业的适用性。
2 试验方法
2.1 潜弧焊
潜弧焊(Submerged Arc Welding,SAW)是一种大电流、低电压CO2气体保护焊的特殊形式,具有熔深大、效率高、飞溅小等特点。如图1所示,在这种状态下焊接电弧潜藏在母材表面以下熔池弧坑底部形成的空腔中燃烧,因此称为潜弧焊[2]。
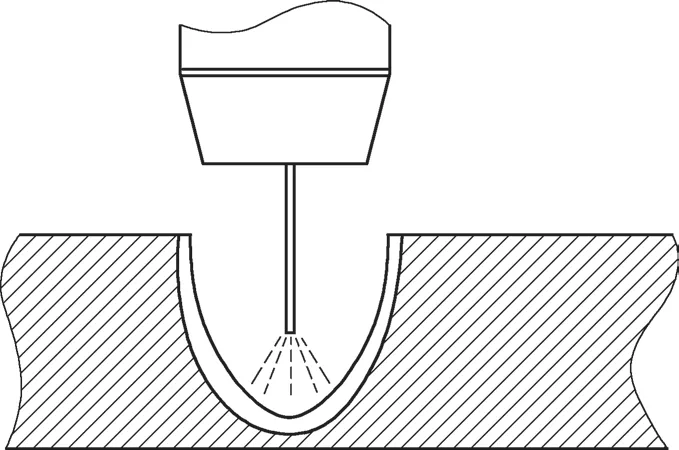
图1 潜弧焊示意
其形成机理是:在进行大电流、低电压CO2气体保护焊时,随着焊接电流的增大,电弧温度持续升高,CO2在高温下产生更剧烈的分解并对电弧产生更强的冷却压缩作用,电弧电场强度增大使得电孤变短;较低的电弧电压进一步缩短电弧,保证电弧高度集中并产生较大的挖掘力,在电弧挖掘力作用下焊丝末端下面的熔池金属被逐渐排开;随着送丝自动跟进,焊丝末端继续下降并潜入被焊金属表面以下,呈现出潜弧状态。
2.2 试验内容
试验所用材料为高强度液压支架常用的30mm厚Q690高强钢和与之匹配的φ1.6mm、ER76-G高强焊丝。对试验材料的化学成分和力学性能进行检测,结果见表1、表2。
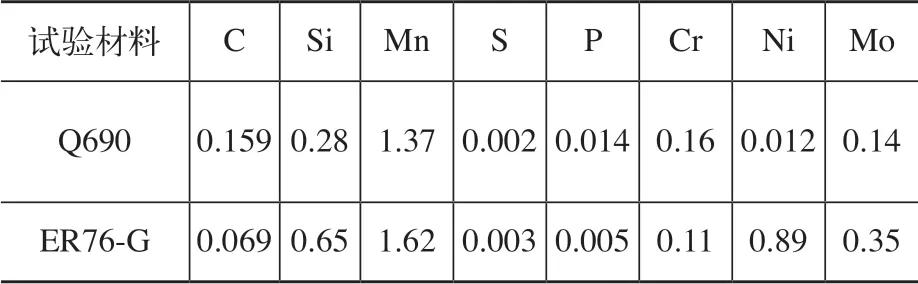
表1 Q690高强钢和ER76-G高强焊丝化学成分(质量分数) (%)
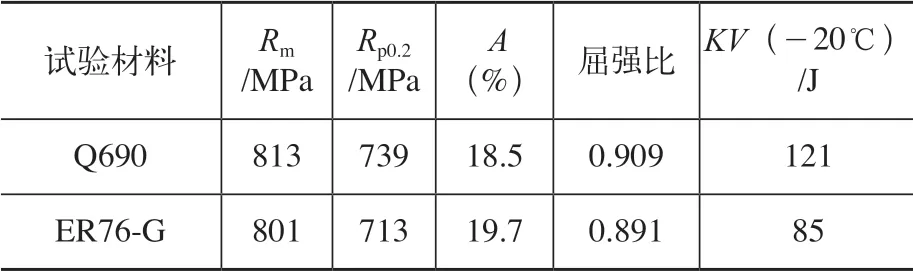
表2 Q690高强钢和ER76-G高强焊丝熔敷金属力学性能
试验所用设备为D-Arc深熔焊机[3],采用直流反接,保护气体为纯度99.99%的CO2气体,气体流量为15~20L/min。试件焊前预热100~150℃,分别进行PA、PB位置的角焊和单侧V形坡口焊(见图2),具体焊接参数见表3。
图2 坡口形式

表3 潜弧焊焊接参数
3 试验结果及分析
3.1 焊接接头力学性能
首先,评定潜弧焊接头的综合力学性能。对PA位置施焊的坡口焊试板进行解剖、加工,并进行对接接头拉伸、冲击和侧弯试验。
对PA位置施焊的坡口焊试板进行全厚度的拉伸试验,拉伸试样如图3所示,试验结果见表4。

图3 坡口焊接头拉伸试样

表4 坡口焊接头拉伸性能试验结果
根据拉伸试验结果可知,1#、2#试样均在焊缝及熔合区处断裂,抗拉强度分别为784MPa和801MPa,与焊丝熔敷金属的强度(801MPa)相当。由此可见:①在潜弧焊大电流、高热输入的影响下,焊缝中的强化元素虽然有烧损,但烧损量并未达到影响其强度的程度,焊接接头强度仍可以达到不低于熔覆金属的强度。②利用潜弧焊工艺焊接Q690高强钢得到的焊接接头为弱低强匹配,强度最弱部位在熔合线附近区域,接头的抗拉强度虽然略低于母材的抗拉强度(813MPa),但仍满足GB/T 16270—2009中对Q690高强钢的最低抗拉强度(770MPa)要求,同时也满足液压支架结构件接头强度设计要求。因而,可以认为潜弧焊工艺在焊接接头强度匹配方面是适用的。
按照相关国标要求,对PA位置施焊的焊接接头各部位分别进行夏比V型冲击试验和全板厚的侧弯试验。其中,冲击试验包括VWT0/2、VWT0/2和VHT1/2,试验温度为-20℃;侧弯试验压头直径为3倍试样厚度,试验结果见表5。由表5可以看出,潜弧焊接头整体冲击吸收能量均>27J。其中,焊缝中心区域的冲击吸收能量平均值为85.5J,韧性最好;熔合线附近的冲击吸收能量平均值为34.8J,韧性最差;熔合线外1mm区域的冲击吸收能量平均值为47.8J,韧性适中。结合接头拉伸试验,接头的断裂位置多数处于熔合线及其附近的焊缝区域。由此可知,与常规的MAG焊接头一样,熔合线附近区域同样是CO2潜弧焊接头强韧性最薄弱的部位。焊接接头的侧弯试样如图4所示,两个侧弯试样均未产生开裂现象,说明该焊接接头具有良好的塑性。
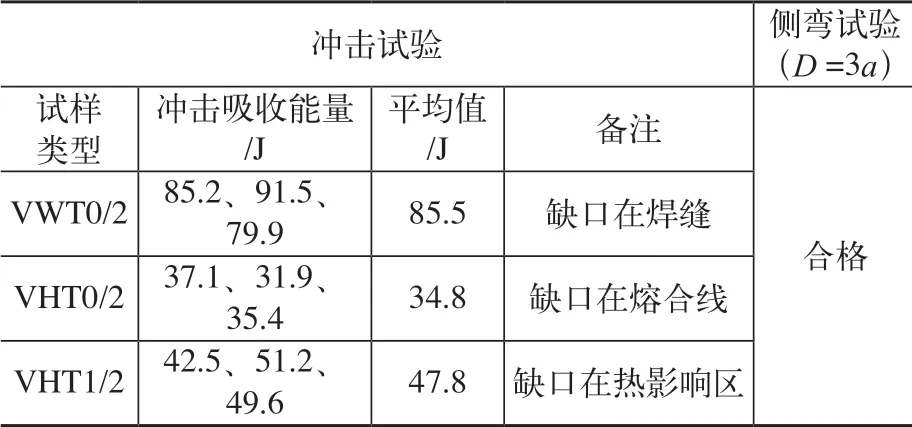
表5 潜弧焊接头塑韧性

图4 潜弧焊接头侧弯试样
由以上的力学性能试验结果可知,采用潜弧焊工艺进行Q690高强钢的焊接,可以得到强韧性匹配较好的焊接接头。
3.2 焊接适应性
在液压支架结构件焊接生产中,大多采用PB和PA位置焊,焊缝形式多为中厚高强钢板的大尺寸角焊缝和单面坡口全熔透焊缝。下文将研究潜弧焊工艺对PB和PA两种焊接位置及结构的适应性。
(1)焊接位置适应性 PB位置焊缝外观质量如图5所示。由图5可知,PB位置施焊角焊缝表面成形比较差,出现了明显的熔池流淌和焊脚不对称现象,焊道两侧存在明显的焊瘤和未熔合缺陷,大部分焊缝的下侧焊脚处是很小的锐角。分析认为,潜弧焊工艺实现深熔焊主要依靠两个因素:①焊接电弧的旋转及熔滴的旋转过渡[3]。②熔池本身的重力与两侧硬质边缘对熔池的包裹。其中,第一个因素是由潜弧焊本身的工艺特点决定的,第二个因素则是由焊接结构特点和焊接位置决定的。由于PB位置焊接时,结构只能对熔池形成单侧的硬质边缘包裹,焊接保护气体也不足以承托潜弧焊的大熔池,从而导致熔池液态金属向另一侧倾流,使焊缝成形差甚至出现下淌现象。

图5 PB位置焊缝外观质量
PA位置焊缝外观质量如图6所示。由图6可知,PA位置施焊的坡口焊和角焊缝表面成形均较好,焊道均匀、成形美观,焊缝周围的飞溅也很少,究其原因主要包括:①PA位置焊接时,无论是角焊缝还是坡口焊缝,焊道两侧的母材均对熔池形成双侧包裹,满足了潜弧焊实现深熔焊的关键因素要求。②潜弧焊过程中焊接电弧处于母材的表面以下,焊接电弧始终被熔池凹坑所包围,大部分焊接飞溅都被凹坑内壁所捕获。

图6 PA位置焊缝外观质量
因此,在液压支架结构件的焊接生产中,CO2潜弧焊更适用于对PA位置焊缝的施焊,不仅可以获得成形良好的焊缝,提高其焊接效率,还可以降低飞溅,减少后续打磨工作量。
(2)焊接结构适应性 焊接电弧潜于母材表面以下是潜弧焊工艺的一大特点[3],这样可以形成很大的熔深。为更好地了解潜弧焊焊缝的熔深情况,对潜弧焊角焊缝的截面进行观察。潜弧焊角焊缝的横截面宏观形貌如图7所示。由图7可知,无论是PA位置的单道焊还是PB位置的多道焊,潜弧焊的最小熔深均可达到6mm,远高于普通MAG焊的2mm熔深。

图7 潜弧焊角焊缝的横截面宏观形貌
图8所示为PA位置施焊的坡口焊缝成形情况。由图8可知,对于钝边6mm、拼装间隙2mm、背面无衬垫的坡口对接结构,潜弧焊可以实现全熔透焊接且表面成形良好,但接头背部成形较差且容易出现部分焊漏、未熔透现象。分析认为,潜弧焊工艺通常采用比相同规格焊丝普通MAG焊约小100A的焊接电流施焊,焊接电弧对熔池底部的冲击力较大且不易控制,焊工的持枪动作稍有不稳就可能造成焊缝根部焊漏或未熔透,即便是高水平焊工也很难长时间稳定持枪来控制焊缝的背面成形。

图8 潜弧焊坡口焊缝成形情况
为研究焊接动作对潜弧焊工艺的影响程度,采用CG1-30半自动小车携带焊枪进行潜弧焊施焊,同时通过调整拼装间隙的措施来控制焊缝背面成形,结果如图9所示。由图9可知,采用机械持枪的稳定施焊手法施焊,焊缝背面出现了未熔透及焊漏现象,成形均较差。因此,可以认为焊接水平不是影响潜弧焊工艺坡口焊背面成形的主要因素,即便是进行非常稳定的施焊,也很难获得良好的背面成形。

图9 CG1-30半自动小车坡口对接焊背面成形
综上所述,潜弧焊高效焊接工艺更适用于PA位置背部带衬垫的熔透焊、大钝边且不要求完全熔透焊及角焊缝焊接接头的高效生产。
3.3 实施方案
从焊缝有效厚度的角度对角焊缝进行设计,在熔深明显提高的前提下可以减小等效的焊脚尺寸。以焊接一道长300mm、有效厚度13mm的角焊缝为例,分别采用潜弧焊和普通MAG焊施焊,试验数据见表6。
由表6可知,相对于普通MAG焊施焊,采用潜弧焊方法可以将焊脚缩小5~6mm,焊接效率也得到了明显的提高,焊接速度可以达到普通MAG焊的2倍左右。
通过控制钝边尺寸和拼装间隙来实现坡口焊双面良好成形是比较困难的,而液压支架的结构特点也很难实现焊缝背面增设衬垫。因此,潜弧焊高效焊接工艺在液压支架结构件坡口焊方面的应用可以采取以下新的施焊方案:①零件切割坡口时留2mm钝边。②坡口打底焊接采用普通MAG焊工艺,形成厚度6~8mm的打底焊道。③采用潜弧焊高效焊接工艺完成填充层和盖面层的施焊。以施焊一道长度300mm、厚度30mm全熔透坡口填平焊缝为例,分别采用上述方案和普通MAG焊施焊,试验数据见表7。
由表7可知,相对于普通MAG焊施焊,采用潜弧焊方法可以有效地降低焊接道次和层数,虽然每一道的焊接速度较低,但是焊接的整体效率有了明显提高;对于试验焊缝,MAG焊+潜弧焊的焊接效率约可以达到普通MAG焊的2.48倍。
4 结束语
通过对潜弧焊工艺的研究,得出如下结论。
1)采用CO2潜弧焊高效焊接工艺焊接液压支架中常用的Q690高强钢,焊接接头的抗拉强度可以达到784MPa;-20℃条件下,焊缝和热影响区的最小冲击吸收能量分别是79.9J、31.9J;焊接接头的强韧性匹配良好,熔合线及附近区域是潜弧焊接头的薄弱环节。
2)CO2潜弧焊高效焊接工艺可以应用于液压支架的生产,尤其适用于液压支架结构件中可以在PA位置施焊的坡口焊缝和角焊缝。
3)对于PA位置的角焊缝,CO2潜弧焊工艺的焊接效率可以达到常规MAG焊的2倍;对于PA位置的坡口焊缝,MAG焊+CO2潜弧焊组焊方案的焊接效率可以约达到普通MAG焊的2.48倍。
