密封压机舱对非底置冷凝器冰箱噪声及能耗影响的实验研究
2022-02-16杨鹏张奎
杨鹏 张奎
1.青岛海尔电冰箱有限公司 山东青岛 266103;
2.数字化家电国家重点实验室 山东青岛 266103
0 引言
随着人民生活和消费水平的提高,消费者不再仅仅关注家电产品的基本性能。以冰箱为例,人们对于冰箱的低噪声需求越来越高。因此关于降低冰箱噪声的研究不断增加。
家用电冰箱的噪声主要有三大来源:压缩机噪声、风机噪声、制冷剂噪声。
压缩机噪声是冰箱整机噪声非常重要的来源。压缩机的噪声主要通过两种方式传递:(1)通过压机舱的孔隙传递到用户耳中的辐射噪声;(2)压缩机与排、回气管连接,并通过底脚固定在压机支撑板上,压缩机的振动通过结构传递引起其他部件振动,进而传递到用户耳中的结构噪声。
关于冰箱整机噪声及压缩机噪声的产生原理及消除办法,国内外许多学者进行了相关的研究。何静[1]通过调研用户,发现冰箱的放置位置会影响用户对噪声的感知,尤其对于小户型人群。其中有将近一半的用户投诉反馈来自冰箱压缩机噪声。刘雷[2]对风冷变频冰箱的噪声进行研究,提出了回气管路的设计优化方案和风扇转速的设计优化方案。朱小兵[3]等通过有限元分析及实验的方法,研究了声学超材料对冰箱整机噪声的影响效果。周斌[4]等为解决冰箱压缩机舱噪声问题,提出了主动降噪的系统及控制方法,通过降噪单元反向振动达到降噪目的。此外,随着消声材料的不断发展和应用,行业也在应用消声材料对冰箱进行降噪。[5]等发现压缩机是冰箱噪声的主导部分,而压缩机的高频噪声是造成制冷设备音质较差的主要原因,并使用吸音绝缘材料来切断噪声的传递路径,降低压缩机高频噪声来提高声质量。李洪亮[6]对压缩机的噪声问题进行了理论和实验分析,将压缩机的隔振进行了重新设计,降低了压机的高频振动。孙敬龙[7]等将冰箱压机舱盖进行结构优化,设计穿孔板和吸声腔,并计算得到其尺寸结构,通过实验验证发现可以有效降低压缩机舱辐射噪声。关于压缩机本体噪声的研究也是冰箱整机降噪的重要方向。周明龙等[8]总结了冰箱压缩机噪声产生原因,包括机械、气动、电磁噪声,同时提出了优化压缩机内部组件来降噪的方法,如抑制吸排气阀片冲击,改善摩擦润滑,增加消声器等。最后展望了冰箱压缩机噪声控制技术发展趋势,如采用有源降噪的方法。罗荣邦等[9]通过模态测试找出压缩机噪声源,并通过优化吸气结构、消声器和阀片的方法,降低压缩机噪声4.33 dB(A)。压缩机本体噪声的降低由于成本高等原因很难继续下降。因此需要探索其他可行性方案。
学者们关于冰箱压缩机结构声降低有很多的研究,但是对于压缩机辐射声降低的研究较少,尤其关于减少压缩机噪声从冰箱压机舱传出的相关研究很少。因此,本文研究了密封压机舱方案对于非底置冷凝器冰箱的噪声影响,进而为探索静音冰箱的发展提出了可行性方案。
1 冰箱整机噪声传递路径分析
传递路径分析是制造行业噪声问题常用的解决方法,通过传递路径分析可以找出噪声传递的路径,并针对主要传递路径进行优化,可以实现最小成本下的最大收益。常见的传递路径分析方法有TPA法和OTPA法。其中OTPA法由于操作简单,不需拆卸运动部件,在实验中应用较多,本文采用OTPA法对冰箱整机噪声进行传递路径的分析。
1.1 实验系统与设备
测试对象为某型号非底置冷凝器冰箱,测试设备为某公司的振动噪声采集分析仪及专业分析软件。对于冰箱可能的主要噪声来源器件布置振动传感器,目标点和参考点位置信息如表1所示。

表1 目标点和参考点位置
实验在噪声实验室进行。将冰箱通电运行24 h至稳定状态,再进行数据采集。
1.2 结果分析
将实验测试得到的数据进行整理,得到的结果如表2所示。从测试结果来看,压缩机的辐射噪声是该型号冰箱整机噪声的主要来源,其对整机噪声的贡献量占比为42%。其次是风机的辐射噪声,其对整机噪声的贡献量占比为28%。回气管和排气管的结构声也是重要的噪声来源,贡献量占比分别为10.5%与7.6%。

表2 各传递路径贡献量
通过以上实验结果与分析,发现压缩机的辐射噪声是主要噪声来源。因此降低冰箱压缩机的辐射噪声,是降低冰箱整机噪声的最有效方向。
2 压机舱噪声解决方案及实验结果
为了实现降低冰箱压缩机辐射噪声的目标,本文采用了密封压机舱的方法。由于非底置冷凝器的冰箱压机舱的散热量需求较小,因此对其压机舱采用密封方案具备可行性。
2.1 实验系统与设备
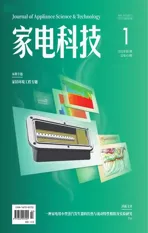
本文采用两种测试工况对密封冰箱压机舱方案的效果进行研究。工况一为常规冰箱压机舱方案,其包含压机支撑板总成与冰箱箱体之间的装配空隙,以及带散热孔的压机舱盖板,该压机舱盖板的开孔率为21%;工况二为全密封冰箱压机舱方案,压机支撑板总成与冰箱箱体之间的装配空隙采用胶泥进行封堵,并采用无孔压机盖板。两种工况下压机盖板采用相同的厚度及外形尺寸。两种工况下压机支撑板总成与冰箱箱体之间的装配空隙如图1所示。两种工况下压机盖板如图2所示。
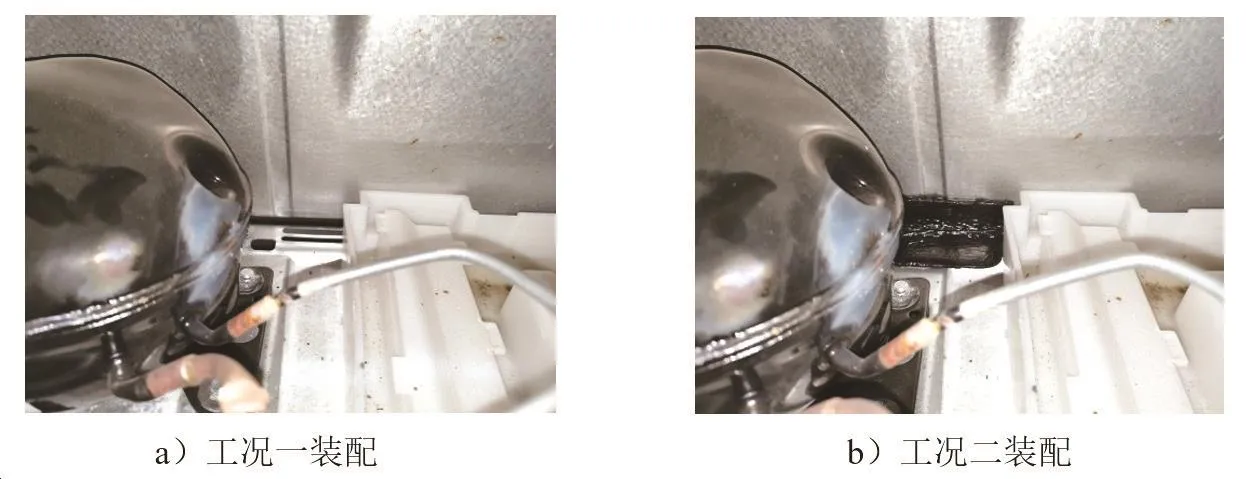
图1 压机支撑板总成与冰箱箱体之间的装配

图2 压机盖板
为有效降低整机的高频噪声,工况二采用200 mm×150 mm×20 mm吸声材料消音棉,放置于压机舱内部的两端。消音棉的形状与位置如图3。

图3 消音棉形状与位置
测试在噪声实验室进行。测试时采用标准四点法,在冰箱前、后、左、右1 m距离处布置声压传感器,采集测试点声压级。将冰箱通电运行24 h至稳定状态,再进行数据采集。
2.2 测试结果
表3为两种测试工况下不同位置测点的冰箱整机噪声声功率值。测试工况一的整机声功率平均值为34.3 dB(A);测试工况二的整机声功率平均值为30.0 dB(A)。与工况一相比,工况二冰箱整机声功率平均值降低4.3 dB(A),整机噪声水平改善明显。
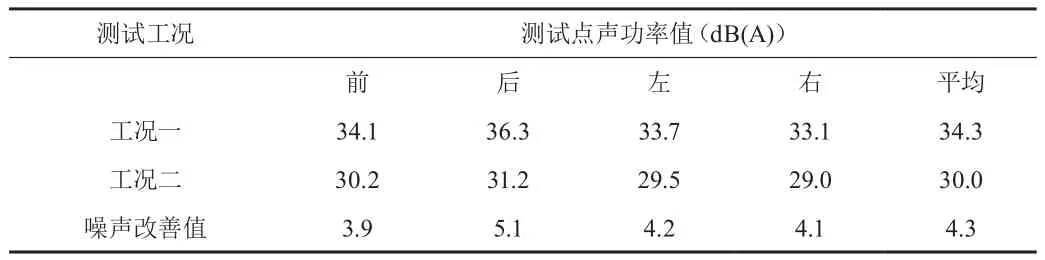
表3 不同测点的噪声功率值
对不同位置测点噪声值进行分析。测试工况一后部测试点声功率值最高,为36.3 dB(A),测试工况二后部测试点声功率值最高,为31.2 dB(A)。工况二后测试点噪声声功率降低5.1 dB(A),降低幅度最大。冰箱前部噪声测试点改善值为3.9 dB(A),冰箱左部噪声测试点改善值为4.2 dB(A),冰箱右部噪声测试点改善值为4.1 dB(A)。这说明密封冰箱压机舱方案对整机后部的噪声值改善作用最大。分析原因是测试冰箱型号的压缩机位于冰箱后侧,因此对冰箱后部的噪声值改善最大。冰箱在用户家中使用时多为靠墙放置,后部的噪声会通过墙壁反射至前方,因此降低冰箱后部噪声值也有十分重要的作用。
图4为两种测试工况下的冰箱整机噪声频谱。

图4 两种测试工况下的整机噪声频谱
从频域图上来看,采用密封压机舱方案后,所有频段的噪声均有改善;低频及中频区(0 Hz~3500 Hz)对整机噪声贡献量大,主要频率改善明显,高频区(3500 Hz~4300 Hz)对整机噪声贡献量较小,但从单频谱看改善较大。这主要取决于结构本身的隔声和内部的吸声材料,吸声材料对于1000 Hz以上的噪声吸收能力强,但对低于1000 Hz的噪声吸收能力较弱。
从图5中的1/3倍频程数据来看,采用密封冰箱压机舱方案后,100 Hz以上的噪声均有改善;低频区域100 Hz~500Hz频带为主要噪声贡献区,噪声改善尤为明显,中频区3150 Hz对整体噪声也有一定贡献,该方案也有较好的改善效果;高频区4000 Hz以上对整体噪声贡献虽然较小,但也有一定改善。该方案的降噪效果主要取决于结构本身的隔声和内部的吸声材料。吸声材料对于1000 Hz以上的噪声吸收能力强,但对低于1000 Hz的噪声吸收能力较弱。
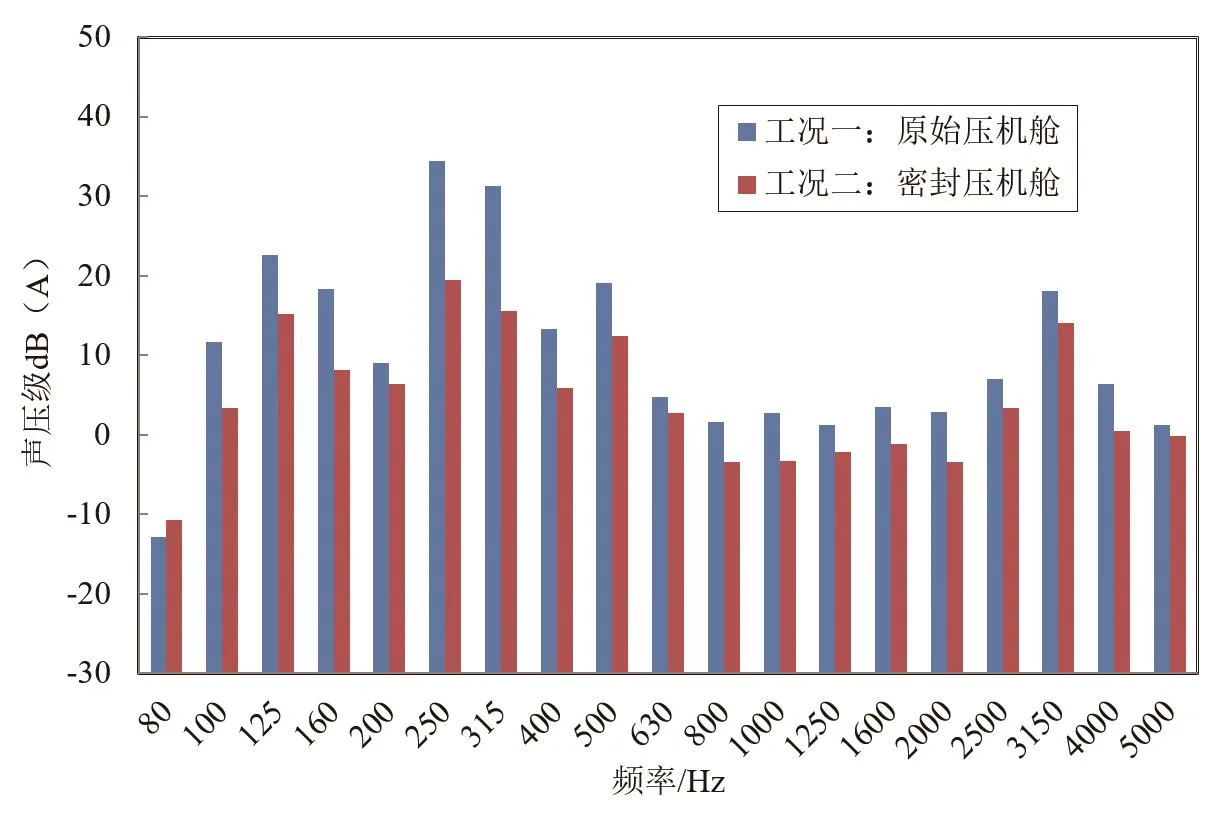
图5 两种测试工况下的整机噪声频谱
3 密封压机舱方案对整机能耗的影响
3.1 实验系统与设备
为保证压缩机的性能及效率,冰箱压机舱有一定的散热需求。采用密封冰箱压机舱的方案对压缩机的散热有负面影响,可能会导致压缩机效率下降,整机制冷性能降低,能耗增加。本文对两种工况下的冰箱进行耗电量测试,以确定密封冰箱压机舱的方案对冰箱能耗的影响。
耗电量实验在32℃环温下进行,分别在回气管(出箱体处)、干燥过滤器入口(干燥过滤器与冷凝器的焊点前2 cm)布置温度测点。在压缩机壳体的顶部上方、蒸发皿的上方布置空气温度测点,如图6。在冷藏间室的上、中、下布置3个温度测点,在冷冻室两个抽屉布置5个温度测点。记录冰箱运行时制冷系统以及冰箱内空气的温度变化;通过对冰箱温度的平均值进行内插法,获得在5/-18℃特征温度下对应的耗电量。

图6 压机舱空气温度点位置
3.2 测试结果
两种工况下压缩机的开机率和整机耗电量数据见表4。测试工况一冰箱在高耗状态运行时压缩机开机率为74%,低耗状态运行时开机率为83%,插值耗电量为0.996 kW·h/24 h;测试工况二高耗状态运行时开机率增加7%,低耗状态运行开机率增加4%,耗电量增加0.8%,这说明密封冰箱压机舱对整机能耗有一定的影响。

表4 不同工况下压缩机开机率及整机耗电量
密封冰箱压机舱对整机系统温度点的影响见表5。测试工况一冰箱在高耗状态运行时,干燥过滤器进口温度为32.9℃,在低耗状态运行时温度为32.2℃;测试工况二冰箱在高耗与低耗状态下运行,干燥过滤器进口温度增加1.8℃。干燥过滤器进口温度表征冰箱制冷系统的热端散热效果,因此密封冰箱压机舱不利于制冷系统高温端的散热。

表5 不同工况下系统点温度
测试工况一冰箱在高耗状态运行下回气管温度为34.8℃,在低耗状态运行下回气管温度为31.1℃;测试工况二冰箱在高耗状态运行下回气管温度升高0.2℃,低耗状态运行下回气管温度升高3.4℃。回气管温度表征冰箱制冷系统的冷端吸热效果,回气管温度上升说明系统制冷量下降,进而导致压缩机开机率增加。
进一步分析,测试工况一冰箱压缩机顶部温度45.4℃,测试工况二在高耗状态运行下压缩机顶部温度升高10.3℃,低耗状态运行下升高11.5℃。由于温度升高后压缩机线圈热量增加,会导致电机效率下降,进而降低压缩机运行效率。
综上分析,密封冰箱压机舱使整机的能耗增加。增加的原因为系统热端散热、冷端吸热效果降低,压缩机运行效率降低。
由于本文耗电量测试采用32℃环温工况,对于更恶劣的运行工况,冰箱的性能预期会下降更多,甚至带来安全隐患。因此在超高环温(>43℃)下需对压机舱采用辅助散热。半导体制冷因其无噪声的优势,在家电领域发展迅速。且半导体制冷技术已经十分成熟。下面对超高环温(>43℃)下,采用半导体制冷对压机舱辅助散热的理论耗电量进行计算。
3.3 超高环温下压机舱辅助散热理论计算
假设压机舱内外侧均为对流换热,压机舱的几何尺寸为600 mm×224 mm×200 mm,各壁面的导热系数λi,各壁面厚度δi,各壁面外侧对流换热系数αi1;内侧对流换热系数αi2;各壁面的内外温差ΔTi,各壁面的热流量qi,压机舱总热流量qt。
各壁面的参数值见表6。

表6 压机舱各壁面的参数
压机舱各壁面的等效换热系数:

各壁面的热流值:

按照上述计算公式,分别计算每个面的热流量,得到工况一压机舱热流量结果见表7。
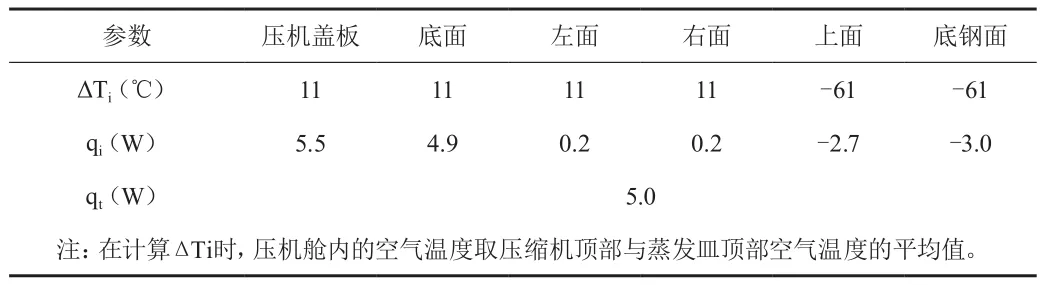
表7 工况一压机舱热流量
工况二压机舱热流量结果见表8。

表8 工况二压机舱热流量
可以看出,压机舱的热流量在测试工况一时为5 W,工况二为9.4 W。按照80%开机率计算,假设半导体制冷的COP为0.5,若要使工况二达到工况一的压机舱温度时,需半导体制冷的额外耗电量为0.08 kW·h/24 h,约占整机耗电量的8%。因此采用半导体对压机舱辅助制冷产生的能耗增加较多。考虑到经济性,只有在极端恶劣的工况,如环温超过43℃时,才开启半导体制冷模块进行压机舱的辅助散热。
4 结论
本文全面分析了冰箱噪声来源,对某型号非底置冷凝器的冰箱进行了传递路径分析,获取了噪声来源,并提出密封压机舱的方案,通过实验验证整机噪声水平改善及性能损失情况,获得以下结论:压缩机的辐射噪声是整机主要噪声来源;密封压机舱可以有效改善压缩机的辐射噪声,冰箱整机声功率平均值降低4.3 dB(A);密封压机舱在32℃环温下会使耗电量增加0.8%。这为实现超静音冰箱提供了一种可行的解决方案。