棉纺精梳机钳板加压机构动力学分析
2022-02-14任家智贾国欣李金键贾振飞
任家智 梁 灼 贾国欣 李金键 贾振飞
(1.中原工学院,河南郑州,450007;2.河南工程学院,河南郑州,450007)
棉纺精梳机钳板机构的主要作用是牢固地握持棉纤维层,供锡林梳理,并防止可纺纤维被锡林抓走。在锡林对棉丛的梳理过程中,为了使上、下钳板形成可靠的握持钳口,需对上钳板施加压力;对上钳板施加压力的机构称为钳板加压机构,由张力轴、偏心轮、牵吊杆(包括加压弹簧)及上钳板结合件组成。由于现代棉纺精梳机的速度大幅度提高,钳板加压机构部件受力急剧增大,易产生应力集中、部件损坏等问题,影响精梳机运转的稳定性及可靠性。例如:当精梳机速度超过400钳次/min时,偏心轮与牵吊杆连接的螺母经常出现破裂。因此有必要对棉纺精梳机钳板加压机构进行动力学研究,分析各部件受力情况,找出各部件受力大小与精梳机速度的关系,为新型精梳机的设计提供参考。
目前,对棉纺精梳机钳板加压机构的研究主要集中于以下几个方面。第一,对钳板钳持机构进行动力学分析,研究钳板在一个工作周期内的开启、闭合规律,得出了钳板开闭口定时、钳板最大开口量等关键参数,为精梳工艺参数的合理设计提供了理论依据[1-2]。第二,对钳板闭合过程中钳口的压力变化规律进行研究,得出了不同偏心轴传动比、偏心轴位置角及偏心距等工艺参数对钳板钳口握持力的影响规律[3]。第三,为了减小精梳机高速时的振动,对钳板机构部件的惯性力进行研究,并对钳板机构进行平衡优化设计,取得了较好的减振效果[4]。
本研究对棉纺精梳机钳板加压机构各连杆进行动力学分析,建立钳板钳持机构的连杆动力学简化模型,运用ADAMS软件对钳板钳持机构各部件进行动力学仿真,得到钳板钳持机构各连杆在精梳机一个工作周期内的受力变化规律,并通过仿真得到了精梳机速度对各部件受力的影响规律。
1 钳板加压机构工作过程分析
棉纺精梳机钳板钳持加压机构如图1所示。
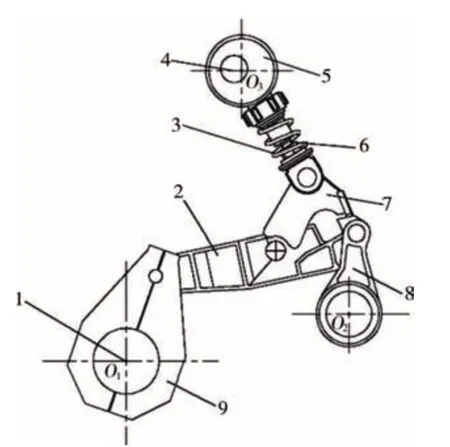
图1 钳板钳持加压机构示意图
上、下钳板的开启、闭合运动由钳板摆轴O1及张力轴O3协同驱动。由后摆臂、下钳板结合件及前摆臂组成的四连杆机构在钳板摆轴的驱动下前后摆动。上钳板结合件、牵吊杆(包括弹簧)通过偏心轮及张力轴O3连接;偏心轮固装在张力轴O3上,并由张力轴O3驱动。当钳板机构向前摆至一定位置时,上钳板结合件在由钳板摆轴O1驱动的四连杆机构及牵吊杆的共同作用下逐渐开启;钳板摆臂至最前位置时,上钳板的开口量最大。当钳板机构由最前位置后摆时,上钳板钳口逐渐闭合;当钳板后摆至一定位置时(约34分度),钳板钳口处于完全闭合状态[5]。在钳板后摆臂及偏心轴的协同作用下,牵吊杆螺母与弹簧底座之间长度缩短,弹簧受到压缩,从而产生对上钳板结合件的压力,使上下钳板钳口产生对纤维层的握持力。当锡林梳理结束后,上钳板逐渐开启(开口定时约为10分度)。钳板摆轴O1的驱动由电机通过曲柄滑块机构完成,偏心轴O3由钳板摆轴通过齿轮传动[6]。
2 钳板加压机构连杆动力学模型
2.1 钳板加压机构的简化模型
为了便于分析,将整个钳板机构简化成如图2所示的运动简图。由图2可以看出,钳板机构可简化为一个具有复杂运动的七连杆平面结构图,O1、O2和O3分别是钳板机构钳板摆轴、锡林轴和张力轴的中心,连杆A O3为偏心轮,连杆A B为牵吊杆,偏心轮驱动牵吊杆绕B点运动。上钳板和钳板托架B C J′固定在一起,可视为一个整体结合件,B点为牵吊杆和上钳板托架的铰链点,C点为钳板底座和上钳板托架的铰链点,钳板托架B C J′在牵吊杆和钳板底座的共同作用下做开启、闭合运动,上钳板固定在钳板托架上,随上钳板托架一起绕C点作定轴转动。当锡林轴回转一周时,钳板摆轴前后摆动一次,钳板机构前后运动一次,即为精梳机的一个工作周期[7]。当钳板摆轴驱动钳板机构后摆时,上下钳板闭合并握持棉丛,锡林针齿刺入棉丛梳理,将棉丛中的棉结、杂质及短纤维排除,并使纤维伸直平行。
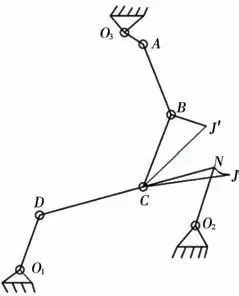
图2 钳板加压机构运动简图
2.2 钳板加压机构各连杆动力学模型
由于钳板加压机构由张力轴及钳板摆轴同步驱动,需对包括钳板摆轴驱动的四连杆机构在内的各连杆进行动力学分析,才能求得钳板加压机构部件的受力。将连杆O3A、A B、B C、O1D、D N、O2N分别用1、2、3、4、5、6连杆表示。设:第i个连杆的第j个铰链点铰链力在x、y方向上的分力分别为F ijx、F ijy,第i个连杆的惯性力在x、y方向的分力分别为Pi x、Pi y,第i个连杆的质量为mi,第i个连杆对其质心的转动惯量为Ji,根据理论力学刚体绕定轴转动进行计算[8]。第i个连杆质心的角速度、角加速度及惯性力矩分别为ωi、αi和M i,通过解析法求出[9]。设:第i个连杆的质心为Si,第i个连杆的长度为Li,并以各连杆质心Si设定为原点坐标。在确定铰链点O3及O1铰链力的方向时,假设偏心轮O3A为顺时针回转,后摆臂O1D为逆时针回转。在不计连杆重力的情况下,运用达朗贝尔原理对各连杆进行动力学分析。
2.3 钳板加压机构动力学仿真
2.3.1 铰链点受力的变化规律
根据JSFA588型棉纺精梳机钳板机构各零部件的实际尺寸参数及各零部件之间的配合关系,利用Solid Works软件建立精梳钳板加压机构各部件的三维实体模型,如图3所示。
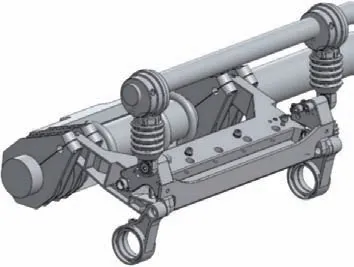
图3 钳板加压机构各部件三维实体模型
根据钳板加压机构的装备工艺组装后导入ADAMS分析软件中,对钳板加压机构各部件之间建立运动副,给模型添加驱动,输入驱动件转速、各部件材质等参数。设置时间步为400步,可得到精梳机一个工作周期内各连杆铰链点的受力(铰链点x、y方向分力的合力)变化曲线。为了便于区分各铰链点的拉力与压力,在精梳机一个工作周期内,当铰链点受到拉力时设定为正值,当铰链点受到压力时设定为负值。当精梳机的速度分别为400钳次/min、500钳次/min、600钳次/min、700钳次/min时,钳板加压机构连杆铰链点O3、A、B、C在精梳机一个工作周期内受力变化曲线分别如图4~图7所示。精梳机速度为400钳次/min时各曲线的峰值、谷值及其出现的分度如表1所示。
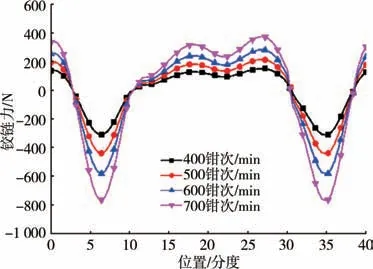
图4 O3点受力曲线
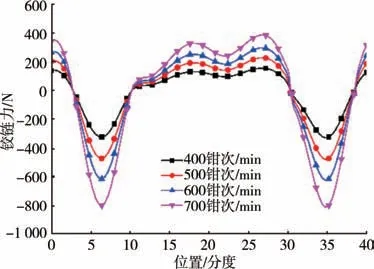
图5 A点受力曲线
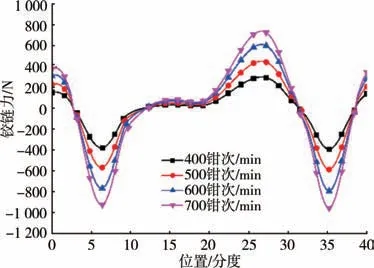
图6 B点受力曲线
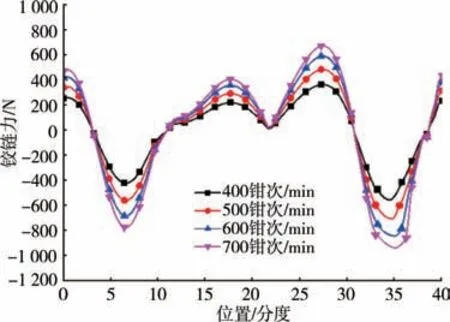
图7 C点受力曲线
分析表1和图4~图7,可以得出以下结论。

表1 各连杆铰链点受力的特征参数
(1)在一个工作周期中,铰链点A的受力变化规律与铰链点O3的受力变化规律相同;两条曲线的峰值与谷值均出现在相同的位置,最大峰值都出现在26.8分度;两条曲线的谷值1与谷值2非常接近,出现的位置分别为6.4分度和35.2分度。
(2)在一个工作周期内,铰链点B、C的受力变化规律与铰链点O3、A虽有明显区别,但曲线的峰值、谷值1及谷值2出现的位置与铰链点O3、A非常接近。
(3)一个工作周期内铰链点O3、A、B、C的受力变化曲线的谷值1与谷值2所出现的位置均在钳板闭合阶段,此时偏心轮O3A、牵吊杆A B及上钳板结合件B C均为受压状态。
(4)由于铰链点O3、A、B、C的受力变化曲线谷值大于曲线的峰值,因此精梳机高速时钳板加压部件的损坏发生在6.4分度及35.2分度的几率较大。
2.3.2 精梳速度对铰链点受力的影响
根据图4~图7各铰链点受力的变化曲线,可以得出精梳机一个工作周期内加压机构各连杆铰链点在不同速度下的最大铰链力及其出现的位置,如表2所示。由表2可以看出,B、C点受力较大。相对于400钳次/min时,精梳机其他速度时各铰链点的最大铰链力增加率如表3所示。

表2 各连杆铰链点在不同锡林速度下的最大铰链力及对应位置
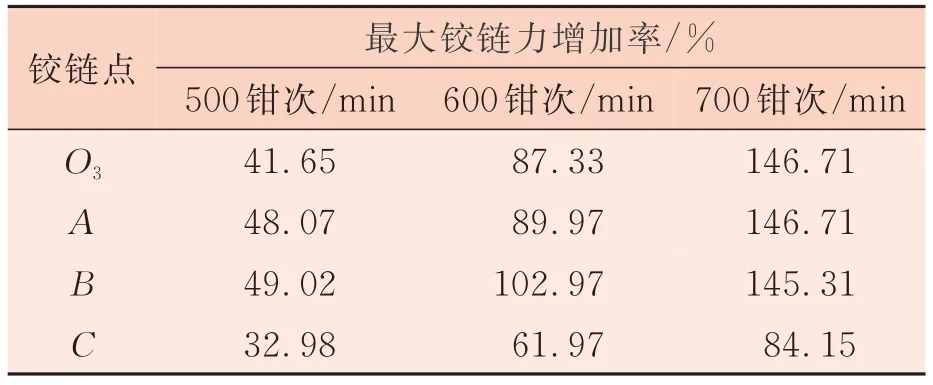
表3 精梳机在其他速度时各铰链点的最大铰链力增加率
由表2和表3可知,精梳机在一个工作周期内,锡林速度的变化对各铰链点受力的变化规律影响较小。精梳机钳板机构各连杆铰链点的受力随着锡林速度的提高而迅速增大,不同铰链点受力的增加率不同。当锡林速度从400钳次/min提高到700钳次/min时,铰链点O3、A的铰链力增长率最大,均为146.71%。由于偏心轮与牵吊杆连接的螺母为增强尼龙材料,因此在精梳机高速时其损坏的几率较大。
3 结论
通过对棉纺精梳机钳板加压机构的动力学分析及ADAMS软件的动力学仿真,可得出以下结论。
(1)钳板加压机构连杆各铰链点在一个工作周期内的受力变化曲线有相似的规律,即各铰链点受力曲线均有明显的峰值及两个谷值(谷值1及谷值2),且峰值、谷值1及谷值2出现的位置相同或相近;各个铰链点的受力曲线中谷值1及谷值2相差较小,且均大于峰值;曲线峰值为铰链点受到的最大拉力值,谷值为铰链点受到的最大压力值。
(2)各受力曲线谷值1及谷值2均发生在钳板闭合阶段,其中谷值1发生在6.4分度,谷值2发生在35.2分度,此时发生钳板加压机构部件损坏的几率最大。
(3)随着精梳机速度的提高,钳板加压机构各连杆铰链点受力急剧增大;当精梳机速度由400钳次/min增加到700钳次/min时,铰链点O3、A的铰链力增长率最大;由于偏心轮与牵吊杆连接的螺母采用增强尼龙材料,故精梳机高速时其损坏的几率较大。
(4)精梳机制造厂家可参考钳板加压机构各连杆铰链点在一个工作周期内的受力变化曲线、受力峰值和谷值大小,优化制造材料,设计钳板加压机构连杆的结构,以提高各部件使用寿命。
