大型预焙铝电解槽角部伸腿肥大原因分析及处理措施探讨
2022-02-06王超翟超迎杜天锋宋陆炎李建锋
王超,翟超迎,杜天锋,宋陆炎,李建锋
(广元中孚高精铝材有限公司, 四川广元 628000)
四川某340KA电解系列二期100台电解槽于2020年11月上旬启动结束,12月份,由于牵涉到指标调整,进行了铝量回调。2021年2月份,生产中发现2052#A1和2055#B1角部位置出现伸腿肥大现象,车间高度重视,立即组织技术人员对所有电解槽角部情况进行测试排查,发现约有10%的电解槽不同程度出现角部伸腿肥大现象,针对现状,车间多次召开技术专题会,深入分析探讨,制定应对措施,优化技术条件,精细操作质量,历经5个月,至2021年7月份,电解槽角部伸腿肥大现象基本消除,电解槽转入正常运行。
1 电解槽角部伸腿肥大对生产的负面影响
1.1 电解槽的伸腿
在铝电解生产中,电解槽拥有一个规整稳定的炉膛内型是电解管理最重要的管理目标之一,因为规整稳定的炉膛不仅影响着电解槽运行平稳与否,也影响着电解槽的技术和经济指标,甚至决定着电解槽的安全运行系数和槽龄。电解槽伸腿大小,是判定电解槽炉膛是否规整的重要参数之一,正常的炉膛,要求伸腿在阳极投影正下方(如图1-c),而伸腿一旦延伸到阳极投影下,即为伸腿肥大(如图1-a)。电解槽伸腿肥大,一般先从角部开始,其会对电解生产和管理带来一系列负面影响[1]。
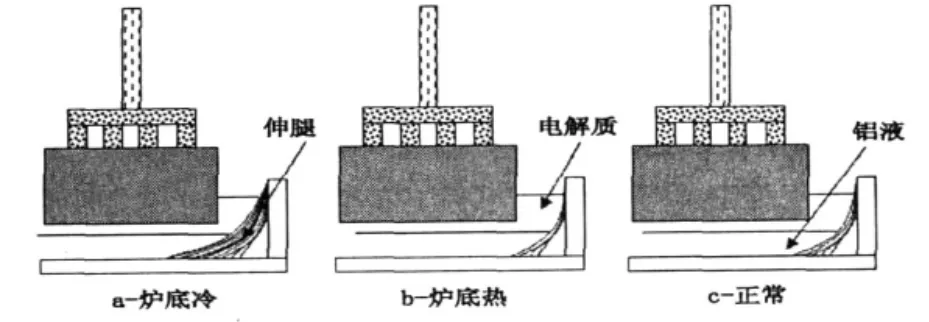
图1 电解槽伸腿示意图
1.2 电解槽角部伸腿肥大对生产的负面影响
(1)影响电解槽运行的稳定性
电解槽角部伸腿肥大会影响角部阳极的导电性,引起电解槽局部磁场发生变化,致使电解槽运行稳定性变差,噪音值增大,出现电压波动,有时候会频繁出现电压下栽现象(如图2),严重的会导致滚铝等病槽的发生。
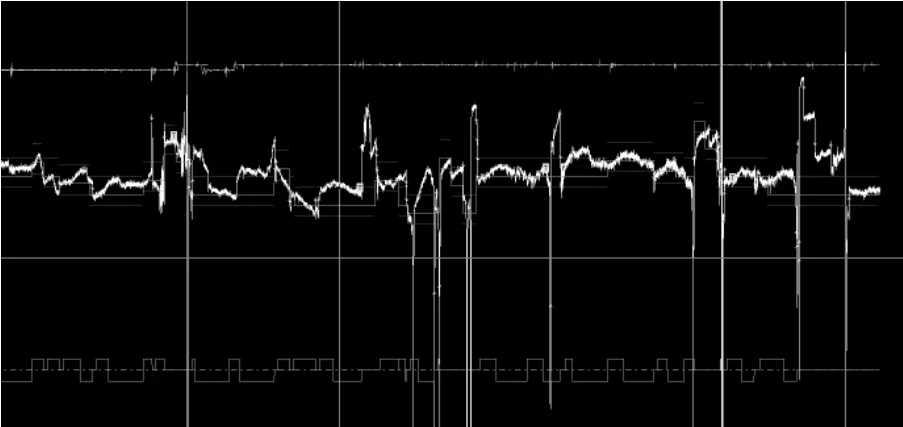
图2 电解槽角部伸腿肥大运行曲线
(2)阳极不消耗,严重的会顶坏阳极导杆
电解槽角部热稳定性本来就差,角部伸腿肥大后,会进一步阻碍电解槽内正常的铝水和电解质流动,导致电解槽角部趋冷,阳极消耗变慢,会出现我们常说的阳极“长牙”现象(如图3),严重的会顶裂顶断导杆爆炸焊。同时,角部伸腿肥大,新极无法正常安装,增加更换阳极难度。

图3 电解槽角部伸腿肥大阳极”长牙”
(3)会降低电解槽电流效率
电解槽出现伸腿肥大后,电解槽噪音值增大和电压波动,会导致铝的二次反应增加,电解槽电流效率降低。同时,阳极“长牙”还会导致电解槽温升高,下料量锐减,碳渣量增多,进一步降低电解槽电流效率。
2 电解槽角部伸腿肥大原因分析
铝电解槽赖以运行的基础是正常的能量平衡和物料平衡,电解槽出现角部伸腿肥大,意味着电解槽走向冷行程,究其原因,主要有以下三个方面:
2.1 设计因素
电解槽设计因素的影响,主要体现在两个方面。一是体现在电解槽内铝液的流速上。铝液的流速直接影响着电解槽内部热交换情况。受电磁力的影响,电解槽内部的铝液呈椭圆形流动,其中A面为进电端,距离立柱大母线较近,电磁力较强,B面为出电端,距离立柱大母线远些,电磁力相对弱些,铝液在电解槽A面的流速大于在B面的流速,这就导致电解槽B面热交换较A面弱,B面伸腿比A面大。而角部,处于铝液椭圆形流动的外部,热交换能力更弱,故电解槽角部伸腿更容易肥大。二是体现在电解槽筑炉材料上,如果使用的筑炉材料保温性能差,角部散热量大,也会导致电解槽角部伸腿肥大。
3.2 电解槽启动后期管理技术条件失衡
电解槽启动后期,从时间意义上讲,是指电解槽启动48小时后的90天。这个时间段,要求电解槽拥有2.8以上的分子比和高槽温,250mm~300mm的高电解质水平,250mm以下的低铝水,目的是对电解槽侧部和炉底进行二次焙烧,建立起规整稳定的炉膛内型。这个时间段,如果铝水流的过快过高,散热增大,或者电压降的过快,电解槽热收入不够,都会导致电解槽等温线快速下移,电解槽炉底变冷,电解槽炉膛畸形,炉帮薄厚不均,电解槽角部伸腿肥大。
本文所涉及的340KA电解系列,2020年11月份启动,12月份铝水从230mm迅速升高至260mm,2021年1月份270mm,2月底280mm,铝水流动过快,电解槽炉底变冷,角部伸腿出现过大现象。
2.3 电解槽正常生产期技术条件失衡
电解槽启动90天后,进入正常期管理,其显著特征表现在两个方面,一是电解槽各项技术参数稳定,处于正常生产范围,二是电解槽已经建立起稳定规整的炉膛内型。正常生产期管理,要求电流强度稳定,严格保持电压、铝水高度和电解质高度,维持电解槽热平衡体系和物料平衡体系正常。
此时期技术条件的失衡表现在生产过程中某一时间段的两水平、分子比、电压失调。其主要表现特点为:在失调的时间段内,炉底形成大量沉淀或结壳,导致炉膛急剧恶化,伸腿过长、肥大。抑或表现为炉帮化空[2]。当出现供电系统不稳定,或频繁出现压负荷,电解槽电压设置过低,又或电解槽铝量过高,都会导致电解槽走向冷行程,角部伸腿肥大。
3.4 日常操作管理不到位
电解槽由于日常操作不到位导致的角部伸腿肥大,主要有以下几种情况:①电解槽角部保温料厚度不够。生产中根据外界温度变化调整控制阳极覆盖料,保证电解槽热收支平衡,且根据热平衡变化度调整阳极覆盖料的厚度,一般将阳极覆盖料控制在170mm~ 230mm[3],由于电解槽角部的特殊性,生产中一般要求角部阳极的覆盖料较其他位置厚50mm~100mm,或者用电解质液浇灌成堰墙以增强角部保温,若落实不到位,角部保温料厚度不够,角部散热增大,变冷,伸腿肥大。②电解槽出现波动后,频繁的上提角部阳极,导致电解槽角部阳极电流密度变小,热收入减少,角部变冷,伸腿肥大。③更换角部阳极时,落入电解槽中的面壳块未打捞干净,生产炉底沉淀,导致伸腿肥大。
3 预防及处理措施
3.1 优化电解槽先天设计
首先优化电解槽电热磁场设计,保证电解槽内部铝液流速科学合理,在维持电解槽磁场稳定的前提下,增强电解槽角部位置的热交换能力。其次,角部选用保温型筑炉材料,增强角部保温性能。同时,端头阴极碳块可使用纯石墨阴极,减少电阻,增加阴极电流。
3.2 优化技术条件管理
(1)加强电解槽启动后期管理
电解槽启动后期管理,严格落实管理方案,分子比保持在2.8以上,电解质250mm~280mm高水平保持,铝水循序渐进逐步提高,每月提高速度控制在100mm,适当增加效应系数,达到炉膛二次焙烧的目的,防止畸形炉膛的产生。
(2)加强电解槽正常期生产管理
电解槽正常期生产管理,维持供电系统的稳定性,减少压负荷,电解槽电压、铝水平、电解质水平合理匹配,维持电解槽热平衡和物料平衡正常,防止电解槽走向冷行程。
3.3 处理效果
上文所说的340KA电解工区,针对角部肥大现象,调整优化技术条件,精细操作,经过五个月的管理和调整,角部伸腿肥大现象基本消除,电解槽步入正常运行。
(1)调整优化技术条件
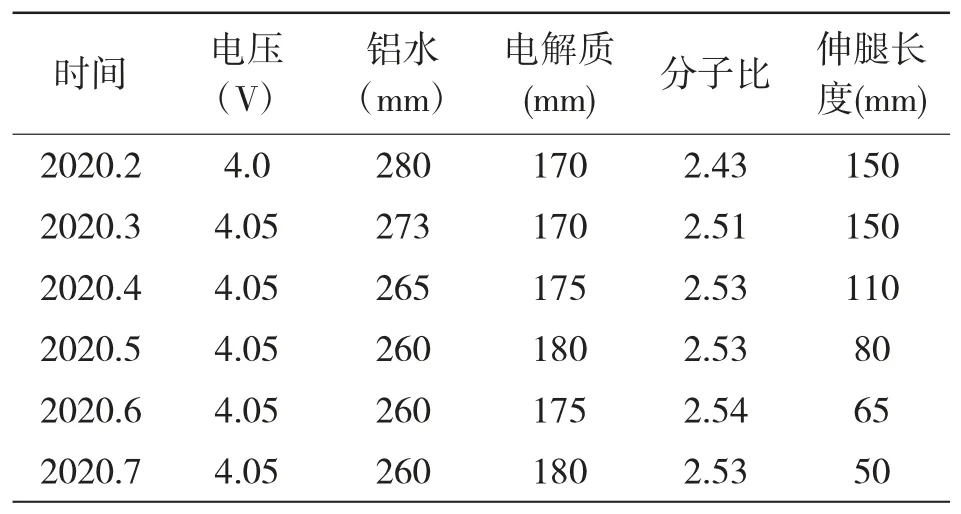
表1 2052#电解槽技术条件保持与A1角部伸腿变化统计表
角部肥大的电解槽,设定电压由4.0V提高到4.05V,增加电解槽热收入,同时,逐步加大出铝节奏,铝水由280mm逐步下撤到260mm,分子比保持在2.5以上。
(2)落实精细化操作
首先,加强角部保温,角部用电解质液浇灌成堰墙,保温料使用粒度较小的粉料,增厚到钢梁上沿平,电解槽角部上下层散热窗口用保温材料封堵。其次,更换阳极时,使用热残极更换,提高换极速度,减少热损失。对于出现支角现象的电解槽,定时开口人工检查处理,了解伸腿变化情况,防止顶裂阳极导杆爆炸焊。最后,电解槽出现电压摆后,尽量不上调角部阳极,以保证角部阳极电流密度。
5 结论
炉膛管理是电解槽管理的根本,建立科学合理的技术体系是基础,严格贯彻落实是保证。电解槽角部伸腿肥大要以预防为主,在启动后期的技术条件把控要到位,保证电解槽有足够的热收入对电解槽侧部和炉底进行二次焙烧,正常生产时期要保证电流强度稳定,严格保持电压、铝水高度和电解质高度,维持电解槽热平衡体系和物料平衡体系正常,日常操作中要注意电解槽角部保温,如果发现电解槽炉膛畸形,出现角部伸腿肥大,管理者要科学分析,制定合理的处理措施,尽快消除伸腿肥大,使电解槽尽快步入正常管理。
