铝/铜异种金属熔钎焊研究现状
2022-01-22徐文虎彭铭建赵一璇刘红兵陆汉龙
徐文虎,杨 瑾,肖 明,彭铭建,赵一璇,刘红兵,陆汉龙
(1.上海工程技术大学 材料工程学院,上海 201620;2.上海龙烁焊材有限公司,上海 201908)
铜具有良好的延展性、导热性和导电性能等,作为我国重要的矿产资源和有色金属,被广泛应用于各行业.我国铜资源缺乏,需要大量进口,而我国是铝的主产国,铝具有价格低、质量轻、电导率高的特点,是代替铜的较好材料.随着现代工艺对金属结构性能要求的日益增加,同时为解决我国铜资源短缺的问题,“以铝代铜”国家战略应运而生,“以铝代铜”成为节约铜资源、可持续的发展方向[1].但在实际的应用中,铜的性能远比铝优异,在工业应用中无法做到完全“以铝代铜”,铝和铜两者的连接无法避免[2],这使得铝/铜异种金属连接成为焊接领域的研究热点.铝/铜异种金属复合接头广泛应用于制冷行业的制冷管、变电行业的导电端子、电气行业的母线伸缩节等.据统计,如果使用铜/铝连接管路,由于管路性能良好,空调整机成本预计可降低25%以上[3].然而,纯铝由于强度低、耐腐蚀性能差,同时自身具有强氧化性,表面极易形成氧化膜,其接头接触电阻大、强度低,难以与铜等金属牢固连接,“以铝代铜”的战略遭到许多的质疑[4−5].因此,能否克服铝/铜异种金属材料焊接的难点,对于“以铝代铜”的战略尤为重要.
1 铝/铜异种金属材料焊接性
铝与铜的物理性能[6]见表1.由表1 可知,铝/铜焊接存在以下难点:1)铝的熔点为660 ℃,铜的熔点为1 084 ℃,两者的熔点相差424 K.因此在熔焊过程中,当铝完全熔化时,铜仍然处于固相状态,且铝的密度远低于铜的密度,所以大部分液态铝会浮在固相铜的表面,易出现偏析、分层、未熔合、夹杂等现象;2)由于铝和铜的线膨胀系数相差40%,铝铜焊接时,工件极易产生热应力和应力变形,当变形不一致时容易产生裂纹[7].铝和铜的二元相图如图1 所示[8].由图1 可知,铝和铜在液态下可以无限互溶,在固态下两者之间的溶解度较小,在高温下易产生多种金属间化合物,可见铝和铜的冶金相容性较差,焊接过程存在以下难点:1)铝和铜自身强氧化性,致使直接焊接比较困难,尤其是铝无论是固态还是液态都极易氧化,生成高熔点的氧化铝(Al2O3),铜易与其结合形成低熔点共晶,降低接头性能;2)铝和铜容易形成多种硬度高于母材的脆性金属间化合物,如CuAl2、CuAl、Cu9Al4、Cu4Al3、Cu3Al2等,提高了焊缝区域的硬度,且中间化合物内容易萌发裂纹,弱化接头力学性能,同时还会影响接头的导电性[6,9];3)液态铝和铜会吸收大量的气体(如氢气),并在冷却过程中析出形成氢气孔[10].
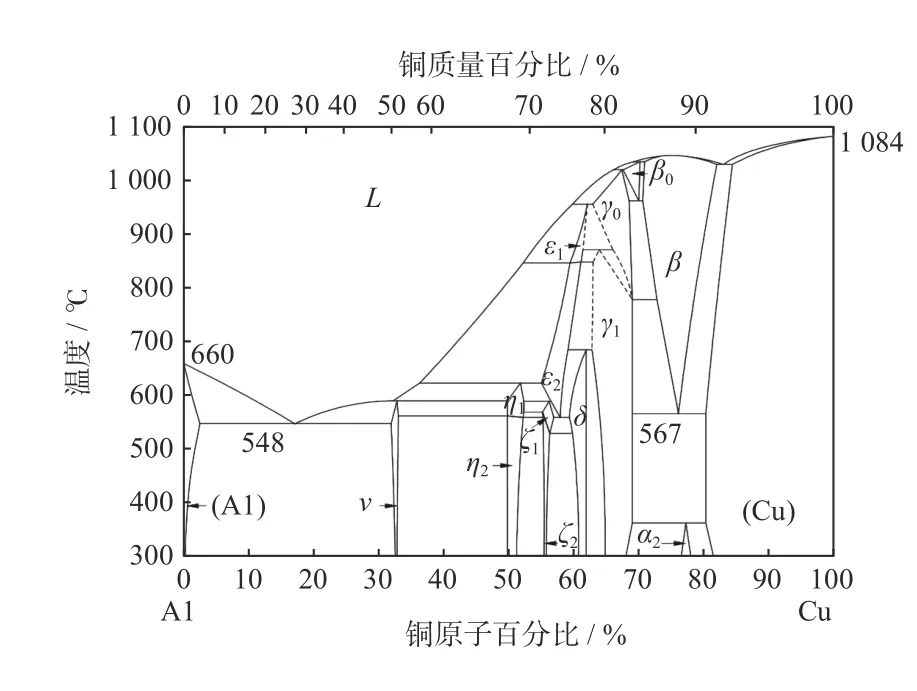
图1 Al-Cu 二元相图Fig.1 Al-Cu binary phase diagram

表1 Al 和Cu 的物理性能参数[6]Table 1 Physical property parameters of Al and Cu[6]
焊接性分析表明,铝/铜异种金属的焊接性较差,实际生产过程中常采用机械连接[11−12]和固相连接[13−16].机械连接方面主要包含机械螺丝连接和热缩式连接等,但机械方法连接的铝/铜电工产品在负荷较大时,由于存在间隙,导致电阻增加,接触点容易不稳定,易出现冒烟、放爆等现象,引发事故和造成火灾.固相连接包含搅拌摩擦焊、电磁脉冲焊、超声波焊和爆炸焊等方法.因为铝和铜都具备良好的塑性,铝的压缩率可达60%~80%,铜的压缩率可达80%~90%,所以固相连接过程中采用铜−铝过渡接头可有效避开铝/铜熔焊熔点相差较大产生的金属蒸汽问题,得到质量优异的铝/铜接头[17].随着搅拌摩擦焊接技术的发展,铝/铜搅拌摩擦焊的研究报道逐渐增多,国内外许多文章讨论了铜/铝搅拌摩擦焊不同工艺参数对不同铝/铜材料性能的影响[18−19],对不同铝/铜体系搅拌摩擦焊的组织、焊接缺陷和变形进行研究.不同类型的铝/铜搅拌摩擦焊系统由于工艺参数的不合理而形成不同的金属间化合物,导致系统的力学性能较低,常见的缺陷有碎片缺陷、空洞、气孔和裂纹等.这些化合物增加了接头区硬度,使焊接接头变脆,容易导致脆性断裂和低延伸率[20−25].而搅拌摩擦点焊、搅拌摩擦对接焊、搅拌摩擦钎焊、水下搅拌摩擦焊和摩擦搅拌扩散焊等方法,通过使用中间层或者调整接头形式,改善了接头的力学性能[26−29].此外,针对不同厚度和合金的刀具设计和刀具材料对接头的影响分析还远不够深入.固相连接对工件形状、加工装配要求高,材料流动不充分,易产生孔洞、隧道或沟槽等缺陷.
对家电行业领域的铝/铜薄壁管件焊接时,上述两种方法都不适用.而钎焊因工艺简单、生产成本低、生产周期短等优点,是焊接铝/铜薄壁管件的优选工艺,应采用焊接速度快、高效率的电弧和激光等作为热源实现连接,特别是可以采用电弧和激光熔钎焊方法.近年来国内外科研人员对铝/铜异种金属的熔钎焊进行了较多研究,但相关综述少有报道.本研究从铝/铜异种金属熔钎焊的研究进展入手,讨论铝/铜异种金属熔钎焊存在的共性问题,并对该领域的研究发展进行展望.
2 熔钎焊焊接工艺
熔钎焊是实现熔点相差较大的异种金属焊接的理想方法之一.该方法主要利用异种金属熔点差异大的特点,焊接过程中通过控制能量分布,使低熔点母材熔化(若填丝则焊丝也熔化)形成熔化焊接头,而高熔点母材不熔或微熔,熔化金属在固态母材表面润湿铺展进而形成钎焊接头,如图2所示.该方法已用于铝/钢[30−33]、镁/钢[34−36]、铝/钛[37−38]和镁/钛[39−41]等异质金属的焊接.
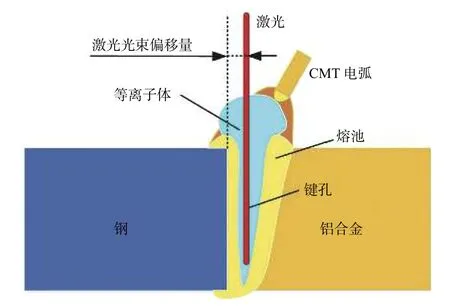
图2 激光−冷金属过渡焊接复合熔钎焊示意图[32]Fig.2 Schematic diagram of laser-gold metal transfer welding composite welding-brazing[32]
根据焊接热源种类,熔钎焊主要分为电弧熔钎焊和激光熔钎焊.两者相比,后者具有能量密度更高(>106 W/cm2)、焊接热循环时间短、加热位置精确可调的特点.激光熔钎焊过程中,通过调节离焦量、激光光斑的形状以及功率密度分布,可以控制金属的熔化行为及脆性界面层的生长行为.此外,通过填丝和插入中间层可以有效提升接头的力学性能[42−43].近年来随着电弧、激光加工行业的快速发展,诸如电弧激光复合焊等新焊接技术的涌现使异种金属连接技术重新受到科学界和工业界的重视[44−46].
3 铝/铜熔钎焊研究进展
3.1 电弧熔钎焊
电弧焊具有技术成熟、低成本的特点,广泛应用于现代工业生产中.因此,如何用电弧熔钎焊实现铝/铜异种金属的连接一直是研究热点.
3.1.1 钨极惰性气体保护焊熔钎焊
钨极惰性气体保护焊(Tungsten Inert Gas Welding,TIG)具有电弧稳定、热输入低、容易操控的特点,是当前应用最广泛的电弧焊工艺之一,是异种金属连接工艺中成本较低,效率高的焊接工艺.相较于TIG 熔焊,TIG 熔钎焊具有更低的热输入和更窄的热影响区,可以减少金属间化合物的产生,更适合于异种金属的焊接.
周利等[47−48]选用锌铝和铝硅两种药芯焊丝作为填充材料进行TIG 熔钎焊的搭接试验,对比两种药芯焊丝在铜侧的润湿性和金属化合物的区别,研究发现:随着焊接热输入的增大,界面层厚度先增大后减小,接头拉伸载荷随之先增大后减小.选用锌铝药芯焊丝作为填充材料的润湿性和接头强度皆优于铝硅药芯焊丝作为填充材料,这是因为锌铝药芯焊丝中Al 含量(质量分数,下同)较低,抑制了铝/铜脆性金属化合物的生成.
孙建新等[49−51]研究不同锌铝药芯焊丝铝/铜TIG 熔钎焊接头的组织结构及力学性能,研究发现:随着焊接输入的增大,钎料与铜板之间的原子会发生溶解和扩散现象,钎料在紫铜板上的润湿角逐渐减小,润湿性逐渐增强,接头抗拉强度随之增强,如图3 所示.

图3 TIG 电流对钎料与母材润湿角的影响[49]Fig.3 Influence of TIG current on wetting angle between filler metal and base metal[49]
3.1.2 冷金属过渡焊接熔钎焊
TIG 熔钎焊由于钨作为电极,容易发生夹钨,而且焊接电流不易过大,相对于目前主流的冷金属过渡焊接(Cold Metal Transfer Welding,CMT)效率较低.CMT 由奥地利Fronius 公司提出,其原理是在熔滴短路过渡时回抽焊丝,促使熔滴过渡到熔池中,使短路电流很小,焊接过程无飞溅,焊接变形小,如图4 所示.其在数字控制焊接异种金属方面显示出极大的优势,通过和机器人的配合,可以完美地实现全自动焊接.

图4 CMT 示意图Fig.4 Schematic diagram of CMT
艾兵权[52]研究铝/铜异种金属的CMT 焊接性能,并讨论不同接头形式铝/铜接头的性能和显微组织,如图5 所示.结果表明,在非平衡动态结晶过程中温度梯度存在巨大差异,使相同结构的晶粒尺寸明显不同.焊缝区的相结构主要由α-Al 和α-Al 及CuAl2的共晶结构组成,铜侧钎焊界面区的新相主要为CuAl2和CuAl 相,其中CuAl2相的存在是导致熔钎焊接头断裂的主要原因.

图5 焊接区的组织[52]Fig.5 Structure of welding zone[52]
张璐瑶等[53]研究镀镍层对Cu-Al 金属间化合物的影响,结果表明:镀层厚度随镀镍时间的增加先增大后减小.镀镍层的存在导致在焊接接头处存在Ni 相,使铜和铝之间的金属间化合物的厚度随着镀镍层厚度的增加而减小.这表明镍层的存在有效阻止了铜和铝的相互扩散,抑制了脆性金属间化合物的生成,如图6 所示.

图6 镀镍层的截面厚度、镀层的形态和焊接接头的显微组织[53]Fig.6 Cross section thickness of nickel plating layer,morphology of coating and microstructure of welded joint[53]
孟凡玲等[54]分别采用S301、ER4043 和ER4047焊丝完成T2 紫铜和1 060 铝CMT 熔钎焊.结果表明:Si 元素的存在导致焊接接头处存在硅相,铜和铝之间的金属间化合物的厚度随着Si 元素含量的增加而减小,这表明Si 元素有效阻止了铜和铝的相互扩散.由于金属间化合物的存在,在接头界面铜侧形成显微硬度峰区,且Si 元素含量高的焊缝区维氏硬度(HV)更大,如图7 所示.
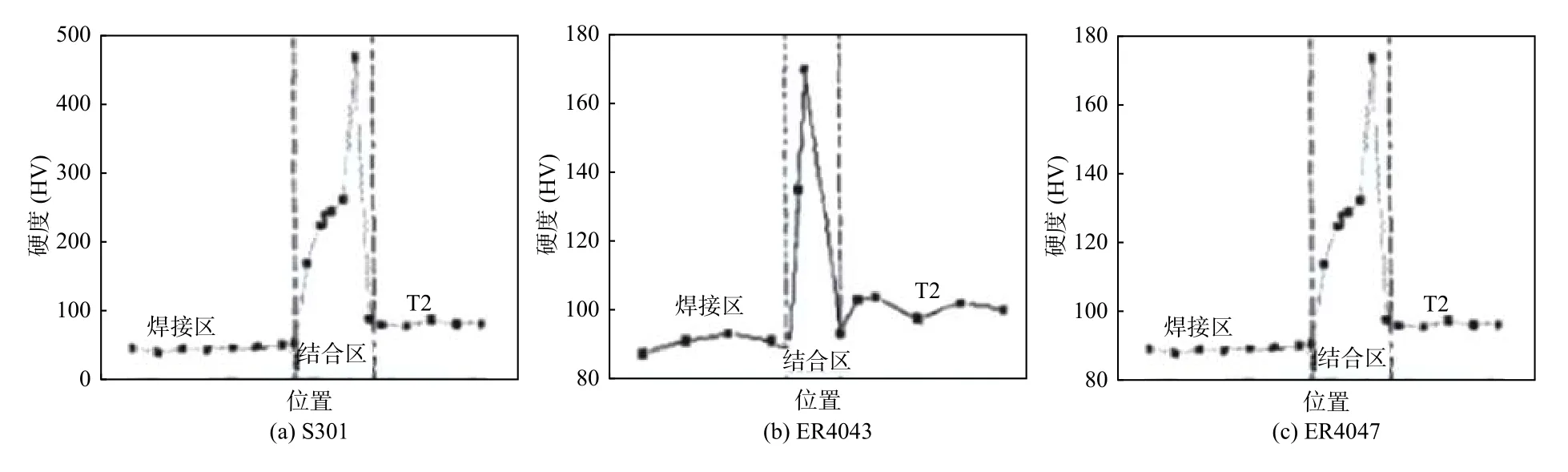
图7 焊缝结合区硬度分布图[54]Fig.7 Hardness distribution diagram of weld bonding zone[54]
Feng 等[55]采用铝铜焊丝作为填充金属进行CMT 熔钎焊试验,结果表明:使用铝铜焊丝进行填充可以获得良好的润湿性和焊缝外观,通过合理地降低热输入可以有效减少金属间化合物层的厚度,从而提升接头强度.
3.1.3 熔化极惰性气体保护电弧焊(MIG)熔钎焊
CMT 焊接工艺虽然能够有效降低热输入,却不能完全精确控制铝/铜焊接时的热输入,而熔化极惰性气体保护电弧焊(Metal Inert-Gas Arc Welding,MIG)能确保低熔点的铝合金充分熔化同时具备较好的润湿铺展性能,可以极大程度抑制金属间化合物的生成[56],如图8 所示.低热量输入也是MIG 的优势之一;此外,通过旁路电弧的作用降低了熔滴自由转变的临界电流,促进了熔滴转变,并在小电流下保持了液滴的稳定性.
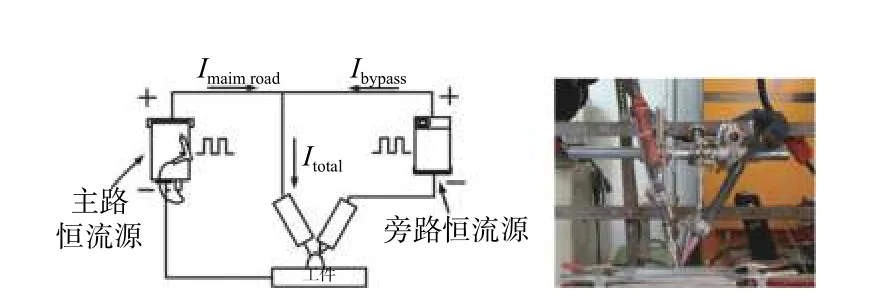
图8 MIG 熔钎焊基本原理及实物[56]Fig.8 Basic principle and real object of MIC welding brazing[56]
Shi 等[57−60]采用脉冲旁路耦合电弧MIG 焊对铝/铜异种金属熔钎焊进行深入研究,重点分析工艺参数和不同填充金属对铝/铜异种金属焊接接头的组织和力学性能的影响,如图9所示.结果表明:采用4 种不同成分铝合金焊丝所得到的金属间化合物成分几乎相同,并可以推断出该金属间化合物主要成分为CuAl2;共晶区情况类似,金属间化合物主要成分为α-Al 和CuAl2.采用铝硅焊丝时,随着焊接热输入的增大,金属间化合物层厚度增加明显,在焊接接头中固溶少量Si 相,且由于ER4047 中Si 含量较多,在块状金属间化合物层或Al-Cu 共晶体之间有块状Si 相析出,接头抗拉强度随焊接热输入的增大先增大后减小,接头断裂位置随着焊接热输入的增加而改变.热输入较小时,断裂于铝侧熔合线附近;热输入较大时,断裂于焊缝/铜界面处;热输入适中时,接头断裂于铝母材热影响区,并且有明显的颈缩现象.采用铝镁焊丝时,随着焊接热输入的增加,不仅金属间化合物层厚度明显增大,且Al-Cu 共晶区厚度也明显增大,在焊接接头中固溶少量Mg 相;热输入过大时,在金属间化合物层处产生细长的裂纹,会对接头力学性能产生重要影响,接头抗拉强度随焊接热输入的增大先增大后减小.当接头力学性能较好时,试样经常在铝母材热影响区附近发生韧性断裂;当接头力学性能较差时,试样一般在焊缝与铜母材界面处发生脆性断裂.

图9 脉冲旁路耦合电弧熔钎焊不同填充焊丝下接头焊缝中心区微观组织[59]Fig.9 Microstructure of center area of joint weld under different filler wires in pulsed bypass coupled arc welding-brazing[59]
采用不同成分焊丝所得的铝铜熔钎焊接头的电导率存在明显差异.根据国际退火铜标准(IACS),电导率100%IACS=58 MS/m,ER4043 铝硅焊丝所得接头的电导率最大,其次依次为ER4047 铝 硅 焊 丝、ER5356 铝 镁 焊 丝、ER1100 纯铝焊丝,如图10 所示.这说明Si 元素加入对接头的导电性能产生重要影响:Si 元素含量较低时能有效抑制金属间化合物的产生,使接头的电导率升高;Si 元素含量较高时,由于存在Si 的析出相使接头电导率降低.

图10 脉冲旁路耦合电弧熔钎焊不同填充焊丝下接头电导率随焊接电流变化情况[59]Fig.10 Variation of joint conductivity with welding current under different filler wires in pulsed bypass coupled arc welding-brazing[59]
马敏敏[61]研究铝/铜MIG 焊接头的电导率发现,大量Si 元素的存在导致接头界面Si 元素富集区的存在,进而有效地阻止了铜和铝的相互扩散.当填充金属中Si 元素含量小于6%时,铜和铝的金属间化合物厚度随着Si 元素含量的增加而减小,从而提高了铝/铜接头的电导率;当填充金属中Si 元素含量大于6%时,Si 元素对于抑制金属间化合物的作用减弱,金属间化合物的厚度增加,导致导电性能下降.当热处理温度为400 ℃时,接头的导电性能比热处理前接头的有所升高,在对接头组织进行分析时发现接头连接的不连续性会降低接头的导电性能.对接头热处理后,接头连接由原来的非连续性逐渐转换为连续性接头,这对其导电性能非常有利,如图11 所示.

图11 经过400 ℃热处理的接头SEM 图像[61]Fig.11 SEM images of joint after 400 ℃ heat treatment[61]
3.2 激光熔钎焊
相较于电弧熔钎焊,激光熔钎焊技术优点有:1)加热时间短,有利于抑制异种金属金属间化合物的生成量;2)加热区域集中,有利于控制结构变形;3)功率密度大,可显著提高生产效率;4)连接过程实时监控,有利于实现钎料对母材的最佳润湿,易于获得质量稳定、性能可靠的接头.
董鹏等[62]开展铝/铜异种金属的激光深熔钎焊焊接研究,在焊接过渡层内Cu3Al2和CuAl2分布较为集中,使过渡层与焊缝其他部分之间存在较大的硬度梯度,容易产生应力集中,且CuAl2脆性较大,拉伸过程中容易产生裂纹,如图12 所示.但试验中断裂位置存在一定随机性,铝母材处和界面处皆有断裂,接头的抗拉强度可以达到铝合金母材的94%.
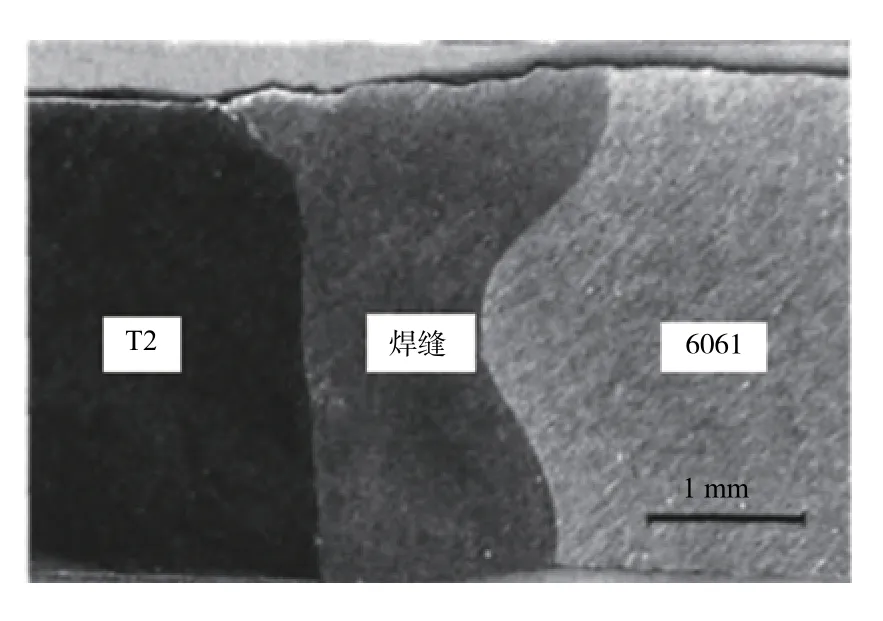
图12 焊缝横截面[62]Fig.12 Cross section of weld seam[62]
借助统计试验设计方法,Solchenbach 等[63−65]研究铝/铜激光熔钎焊工艺参数与热输入之间的联系.研究表明,中间层厚度随着焊接热输入的增加呈现出先增大后减小的趋势,如图13 所示.通过控制热输入,铝/铜界面形成厚度均匀的金属间化合物层,提升了接头抗剪强度,降低了界面接触电阻.
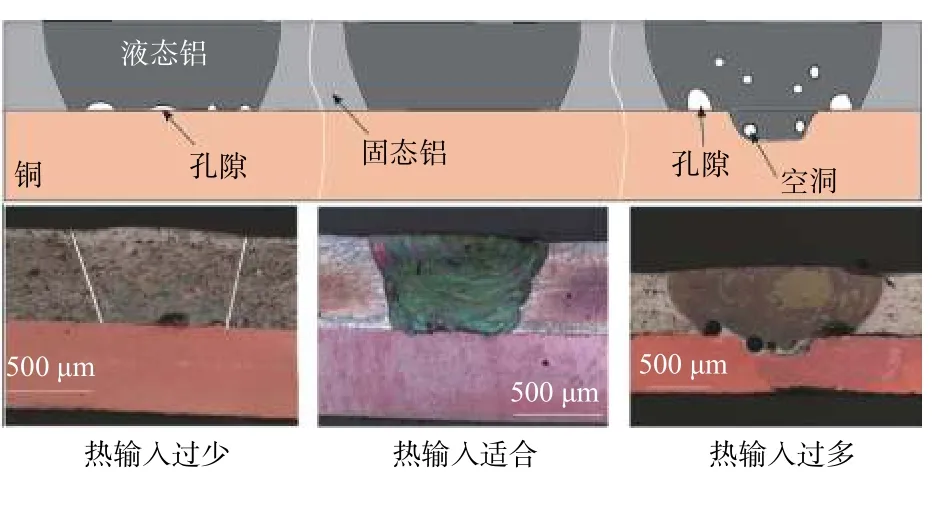
图13 焊缝横截面[64]Fig.13 Cross section of weld seam[64]
万秀莲等[66]采用Zn-5Al 药芯焊丝对铝/铜进行激光熔钎焊对接试验发现:接头的抗拉强度随着激光功率、焊接速度和焊接线能量的增大均呈现出先增大后减小的趋势,IMCs 层厚度随着焊接线能量的增大而增大,当IMCs 层厚度在合适范围时,既能保持接头的有效连接,又能使其具有较高的抗拉强度,如图14 所示.然而,当线能量过大时,熔池环境温度越来越高,越来越多熔化的铝液向铜母材扩散,加剧了铝和铜的冶金反应,大量生成CuAl 化合物和CuZn4化合物,导致界面反应层过厚、结构疏松,接头的断裂形式由韧性向脆性转变,严重降低了接头的抗拉强度,甚至会出现气孔缺陷.

图14 铜侧焊缝区组织形貌[66]Fig.14 Microstructure morphology of copper side weld area[66]
Weigl 等[67]采用不同的焊丝作为填充金属完成铜/铝激光熔钎焊.结果表明:由于Si 元素与铜、铝的相容性较好,铜和铝之间的金属间化合物的厚度随着Si 元素含量的增加而减小,这表明Si 元素的存在有效阻止了铜和铝的相互扩散,如图15所示.由于这些界面化合物的形成,在接头界面的铜侧形成显微硬度峰区.与铝/铜直接焊接相比,铝合金填充金属Al-12%Si 的元素混合更加均匀,延性显著增强.

图15 填充材料的Cu-Al 焊缝断口区域的SEM 显微图[67]Fig.15 SEM micrograph of Cu-Al weld fracture area without filler material[67]
Hailat 等[68]通过添加Sn 箔研究铝/铜连续激光焊接连接机理.研究发现:锡箔合金可以增强铝和铜的相容性,抑制了可能形成的脆性金属间化合物,从而提高了接头的抗拉强度和伸长率.铝/铜两种金属的溶解度也受到填料掺入的影响;对铜断口的EDAX 试验分析表明,铝在铜中的分布更加均匀,导致断裂方式更加均匀.试件在拉伸作用下的破坏载荷和破坏机理的有限元模拟结果与试验结果吻合较好.激光-电弧复合焊是指将激光热源和作为第二热源的电弧复合起来作用在同一熔池上的焊接方法.激光电弧复合焊结合了激光和电弧的优势,使其既具备一般电弧焊的高适应性特点,又具备激光焊接的大熔深、高速、低变形的特点.激光电弧复合焊中所添加的电弧主要有TIG 电弧、等离子弧和GMA 电弧(即熔化极气体保护焊,包括MIG 焊和MAG 焊).对比试验证明,激光-电弧复合焊接同种金属的情况下可以形成更加精细的晶粒结构并且最大限度减小母材稀释作用,以实现高韧性[69].
4 讨论
4.1 界面化合物关键影响因素
4.1.1 母材和填充金属
综述铝/铜异种金属熔钎焊研究见表2 至表4.由表可知,铝/铜焊接工艺研究中:母材方面普遍采用1 系铝合金、2 系铝合金、5 系铝合金和6 系铝合金与纯铜焊接;填充金属方面采用铝硅焊丝、锌铝焊丝或者镍、锡、银、铜等中间层来阻挡铝和铜原子之间的扩散,减少中间化合物形成,从而提高接头的力学性能和物理性能.由表2 可知,Si 元素与铜、铝的相容性较好,可以有效阻止铜和铝的相互扩散,抑制了脆性铝/铜金属间化合物的生成,从而提高接头的抗拉强度和伸长率.随着填充金属中Si 元素含量的提高,焊缝中生成了更多的Al-Si 共晶体,有利于减小焊缝区硬度,增强接头的延展性[54−55,57−60,67].当Si 元素含量较低时能够有效地抑制金属间化合物的产生,使接头的电导率升高,但填充金属中Si 元素含量过高时,会使Si 元素的析出相导致接头电导率降低[59−61].由表3 可知,Zn 元素可以使钎料具有良好的润湿铺展性[46−51],但是由于Zn 元素低熔点的特定性,容易在高温中产生锌蒸汽,造成电弧不稳定和工件产生焊接缺陷问题,所以焊接过程中对于热输入的控制较为严苛,在熔钎焊过程中铜的熔化量较少,通过熔池的搅拌,铜与焊丝中的Zn 和Al 元素均能发生冶金反应生成化合物,但是Al 与Zn 则不会形成化合物,只是形成固溶体及共晶组织,起到强化焊缝组织的作用[66].由表4 可知,Mg 元素可以较好地提高填充金属在铜母材上的润湿铺展性,从而减小界面层的厚度,使冶金结合较为牢靠,接头力学性能提升[59−60].Sn 元素可以增强铝和铜金属的相容性,抑制可能形成的脆性金属间化合物,从而提高接头的抗拉强度和伸长率[68].Ni 元素可以和铝/铜形成固溶体和化合物,且生成的金属间化合物厚度小、脆性小,可以有效阻断铝/铜之间的相互扩散,抑制脆性金属间化合物的形成,提高接头力学性能[53].

表2 铝/铜异种金属熔钎焊研究(铝硅焊丝)Table 2 Study on welding-brazing of aluminum and copper dissimilar metals (Al-Si filler metal)

表3 铝/铜异种金属熔钎焊研究(锌铝焊丝)Table 3 Study on welding-brazing of aluminum and copper dissimilar metals (Zn-Al filler metal)

表4 铝/铜异种金属熔钎焊研究(其他填充金属)Table 4 Study on welding-brazing of aluminum and copper dissimilar metals (other filler metal)
4.1.2 工艺参数
在焊接母材和填充金属一定的情况下,由铝/铜二元相图(图2)可知,中间相的种类及其数量由其溶质元素质量分数大小,即元素扩散量来决定,而元素扩散量又由原子的扩散迁移能力决定.对于原子的这一能力,焊接热输入是影响其大小的主要因素,焊接时间则为次要因素.扩散层厚度随焊接热输入的增加而上升,并与时间的平方根呈线性增长关系.因此,铝/铜连接过程中影响接头热输入及反应时间等的因素将影响中间化合物的形成[70].电弧熔钎焊和激光熔钎焊中,焊接接头强度普遍随着焊接热输入增加成先增大后减小的趋势,都存在峰值强度.而由于工艺机理和工艺参数的不同,导致焊接热输入和焊接时间的不同,使产生的中间化合物不同,力学性能也不同.
4.1.3 焊后热处理条件
由于铝和铜之间存在较大的物理特性差,使接头内部产生了较大的应力.通过焊后热处理,可以消除接头内部的加工硬化和残余应力.对铝/铜接头进行热处理时,当热处理温度较低且时间较短会使接头界面处形成的中间化合物较少,厚度小;而随温度的升高以及加热退火时间的加长会使化合物量逐渐增加,不连续的化合物相沿界面扩展并汇合连成一片,并且化合物厚度也逐渐增加[61,70].
4.2 关键共性问题
虽然铝/铜异种金属熔钎焊仍存在许多问题,但大部分改良工艺在原理上存在相似性.
1)在没有填充材料的情况下,对铝和铜进行激光焊的大多数研究都集中在调整工艺参数和微观结构方面,而且大多数焊接接头的动态长期稳定性均较差.为了改善动态长期稳定性,必须采取增强延展性的措施,如焊后锤击、焊后热处理等.
2)铝/铜异种金属可以实现电弧熔钎焊连接,但是获得的强度都并不长久可靠,主要是由于钎焊界面生成的Al-Cu 脆硬金属间化合物易发生晶间腐蚀和电化学腐蚀.而增加钎焊界面的面积,控制界面金属间化合物的生长是增强接头力学性能的关键.目前关于电弧熔钎焊的研究主要集中在参数的优化、合金元素的添加和退火处理上,很少有对熔池流动和热输入模拟进行的研究.
3)铝/铜异种金属可以实现机械与焊接连接,但是两者之间都存在相应问题,两者的电位差是行业与学界认为共同的问题所在,但是如何解决这个应用性问题,也有不少专家提出使用涂层,但是涂层的耐磨性又是一大问题.
5 总结与展望
经过国内外学者的多年努力,铝/铜异种金属焊接研究已经得到一定进展,但铝/铜异种金属熔钎焊仍然存在一些关键基础科学问题和应用技术难点,需要系统深入地开展探索研究.
1)外部填充金属或焊丝添加合金元素焊接的铝/铜界面的多种性能和作用机理.铝/铜异种金属连接适应时代的发展,并可满足复合结构的性能要求.目前研究大多集中在力学性能上,而对电导率、耐蚀性、疲劳强度和冲击性能等方面的研究很少,对作用机理也需要进行深入研究,这在“以铝代铜”策略中起着重要作用.
2)铝/铜异种金属焊接的界面结构和界面性能机理.大多数研究认为铝和铜的中间化合物是有害的,但是尚未研究它最佳厚度的存在是否真正有害.有研究表明,少量的IMCs 层会使铝/铜接头的抗拉强度大于或等于相同材料的铝/铝或铜/铜接头抗拉强度.因此,如果采用合适的方法来控制金属间化合物的厚度并找到临界点,可能获得机械性能更满足使用要求的接头.
