水冷壁管备料自动生产线的设计与实现
2022-01-14徐天宇
徐天宇 黄 海
(东方电气集团东方锅炉股份有限公司,自贡 643001)
随着信息化技术的发展,基于智能制造的自动化生产线技术不断被应用于各行各业。因为锅炉系统水冷壁管组件所用钢管规格多且数量大,加工钢管时规格更换频繁,所以需要设计一条尺寸覆盖广、操作简单、安全可靠、加工效率高、工艺精度高,且能满足一定加工参数范围的水冷壁管备料的全自动生产线,从而促使水冷壁管加工朝向智能化、柔性化、网络化的方向发展[1-3]。
本自动生产线可用于水冷壁管自动排料、自动测长、自动送料、自动锯切破口以及自动分区堆垛,生产线组成布置如图1所示。其中:硬件部分包括原料上料区、测长和吹扫装置、喷码机、圆锯机、短管区、缓存料架区、坡口机区以及空间料架等;软件部分由东方电气集团科学技术研究院有限公司自主开发,可进行自动生产排序,还可以规划加工并记录加工数据,实现了数据管理、柔性加工等功能。

图1 生产线组成布置
1 水冷壁管备料自动生产线的构建
1.1 原料上料区
因为原材料的长度有多种规格,所以该上料架需要采用同步顶升机构,以保证钢管顶升的同步性[4]。另外,料架形式为锅炉厂经典的斜坡式料架,行车起吊整捆钢管放置于料架上并解除钢管的束缚钢带以后,利用钢管自身的重力使其成排放置于料架上,然后由专用的气压顶升机构将长管送入测长辊道。
1.2 测长、吹扫装置
备料线采用伺服电机带动测量光栅测量钢管长度,以便于后续加工过程中准确记录钢管的长度。同时,在测长时要使用压缩空气吹扫钢管内壁,以确保管内的清洁度。
1.3 圆锯机及短管区
圆锯机的锯盘采用伺服电机提供动力,能够确保圆锯机有足够的动力将钢管快速锯断。同时,圆锯机采用伺服送料机构进行送料,以保证送料精度。其出口即短管区,可根据钢管长短柔性翻料堆垛。该设备配置有短管废料收集装置,圆锯机锯切以后产生的短管废料可以自动滚落至收集装置,避免了操作者进行二次收集,降低了操作者的工作强度。
1.4 喷码机
钢管锯切完成以后,需要使用喷码机自动将编号喷涂在钢管上,以便于后续加工过程中选择钢管,同时有利于对钢管进行溯源。
1.5 缓存料架区及坡口机区
备料线坡口机前设计有专用缓存料架,用于缓存坡口待加工的钢管。坡口机采用伺服电机提供动力,同时配备整体成型刀刀盘,刀盘上安装标准机加刀片进行坡口加工,以便于根据不同钢管坡口形式更换不同的机加刀片,同时也能够根据坡口形式配置多种坡口成型刀盘[5]。
1.6 空间料仓
自动备料线中设计有多排空间料仓,如图2所示。通过软件系统根据所加工钢管长度可将多排料仓分为若干虚拟料仓,用于不同长度钢管的分区存放堆垛,从而减少实体料仓的组成。当虚拟料仓出现爆仓的情况时,设备会发出报警,以提醒设备操作人员进行人工中断,将料仓内堆放的钢管清理出料仓,并在程序中进行“清仓”处理。

图2 空间料仓示意图
2 水冷壁管备料控制系统
采用工控机作为上位机,并安装定制开发的生产排料软件,设备操作人员只需将按规定格式编写的排料卡导入生产排料软件,系统就能通过人工编写的排料卡自动抓取所有数据信息,并以此实现生产规划、数据记录、故障指示、权限管理等功能。同时,设备还能将自动生成的生产规划、数据记录等显示在显示屏上,以方便操作人员核对输入的数据信息是否是所需要加工的数据,避免人为输入数据而造成的加工错误。另外,该软件能够支持不同工作号的任务交叉作业,当有新的加工任务需要执行时,系统会中断原有未完成的工作任务并保存,待新的加工任务完成以后,原有未完成的工作任务可以直接从上次中断处继续向下执行,以实现优先任务的选择。控制系统拓扑图如图3所示。在该系统中,上位机通过将软件自动生成的数据信息与可编程逻辑控制器(Programmable Logic Controller,PLC)通信交互,然后将每一步需要执行的生产任务下放至PLC,由PLC发出指令控制现场设备执行相应的动作来完成钢管锯切、喷码、坡口、传输和堆放等功能。
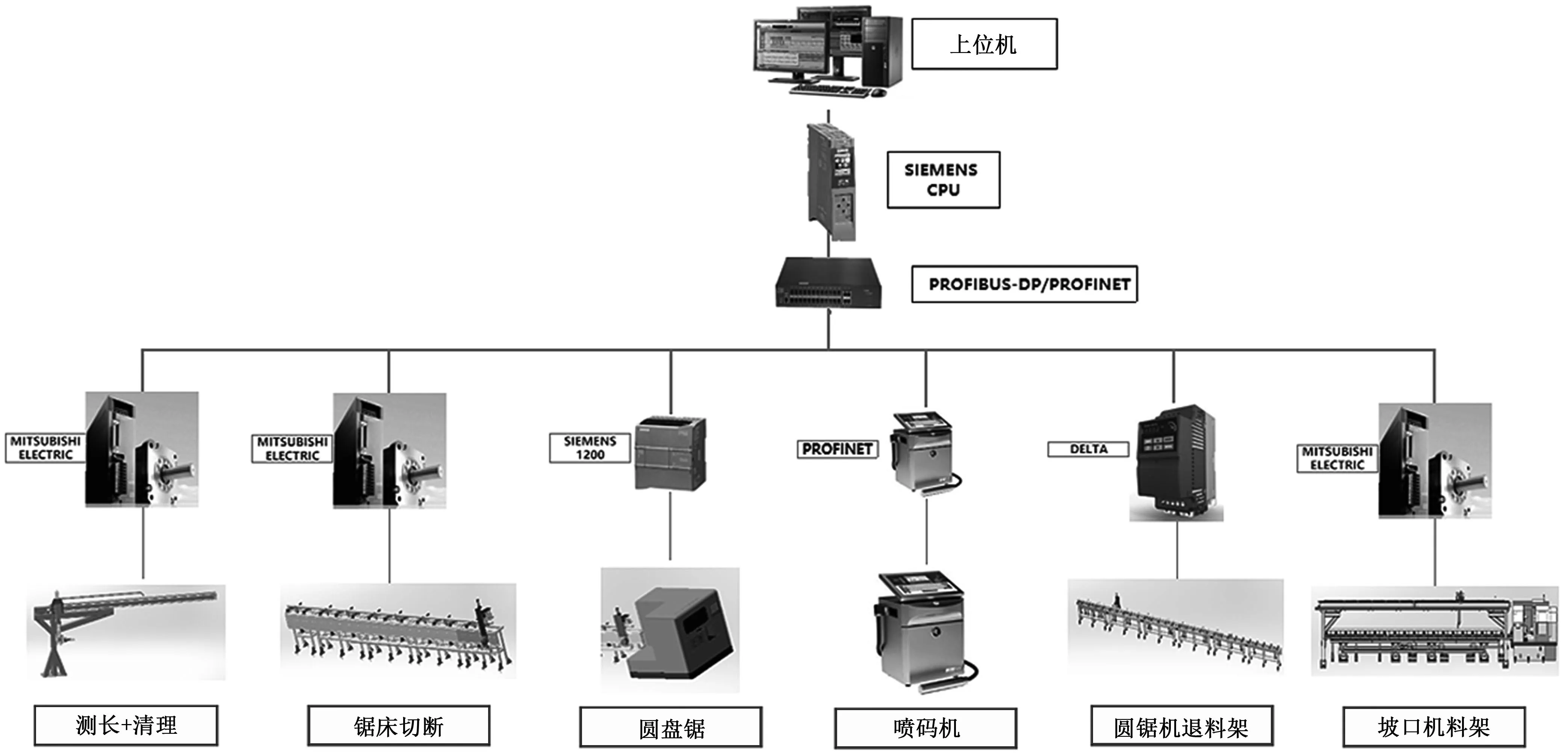
图3 控制系统拓扑图
3 水冷壁管备料自动生产线工艺流程
针对上述功能和相应的生产技术要求制定了水冷壁管备料自动生产线的流程,如图4所示,为数据录入→上料架行车上料→提升机构将钢管提升至清理区→钢管测长→管内吹灰→锯床上料架→锯床送料锯切→锯切出料料道→喷码→判断是否坡口。此时,若需要坡口加工,则执行料道传输→翻料至坡口缓存料仓→坡口机上料→坡口加工→堆垛。若不需要坡口,则直接按长度分区堆垛。
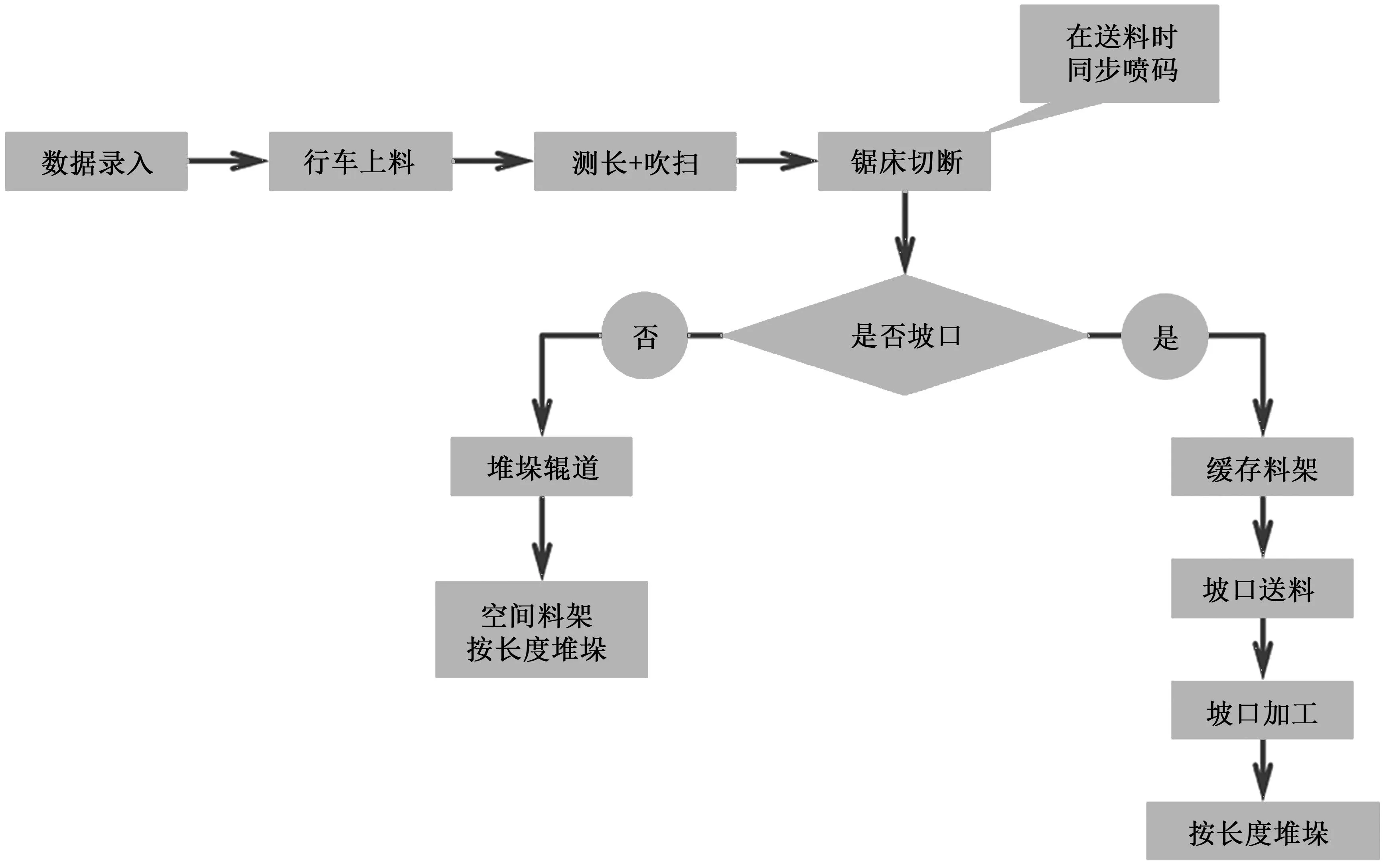
图4 工艺流程图
该工艺流程图完整地展示了水冷壁管备料自动线的全生产过程。整个生产过程中操作者只需将原材料放置于上料架,并根据生产需求录入加工数据,然后在加工完成以后将钢管吊出料仓即可,其余的中间过程全部是自动运行,不需要人工参与。从整个工艺流程可以看出,该设备的智能化和自动化水平相较于传统的备料方式有了明显的提升,改变了传统模式下的水冷壁管备料方式。该套工艺流程现在已经成功在国内某锅炉厂实现运用,其生产效率和操作人员的劳动强度等指标均优于传统水冷壁管的备料模式,得到了使用单位的充分肯定。
4 结语
通过建设本文提及的水冷壁管备料自动生产线,并将排料软件应用于备料自动生产中,使加工工艺流程更加直观,且提高了水冷壁管备料的效率和加工质量。该自动生产线有利于提高产品的智能制造水平,并且节约了人力资源,在锅炉行业具有示范作用。
