大功率机型推土机后桥箱内螺纹加工工艺改进
2022-01-01贺玉岭田伍臣雷宁宁崔克诚
贺玉岭,田伍臣,雷宁宁,崔克诚
山推工程机械股份有限公司 山东济宁 272073

贺玉岭
1 序言
工程机械行业是装备工业的重要组成部分,近年来工程机械市场需求逐渐向大功率大吨位趋势转化,随着国内外铁路、公路等基础设施的不断建设,对于大功率大吨位工程机械产品的需求大幅提升。推土机是一种工程车辆,前方装有大型金属推土刀,使用时放下推土刀,向前铲削并推送泥、沙及石块等,推土刀位置和角度可调。推土机能单独完成挖土、运土和卸土工作,具有操作灵活、转动方便、所需工作面小及行驶速度快等特点。我公司研制的SD90大功率推土机(后桥箱见图1)是我国工程机械高端制造的典型代表,是目前国内最大功率、最高效率、最智能化的推土机产品之一,该款产品性能达到国际先进水平。

图1 SD90后桥箱简图
我公司生产的SD32机型以上推土机,如SD60、SD90等,是大功率机型推土机。推土机后桥箱是焊接结构件,它承担着将变速箱输出的动力转化为中央传动装置动力和终传动装置动力的任务,是整个推土机动力的核心。大功率推土机后桥箱螺纹孔几乎全部为M27以上螺纹,以SD90后桥箱为例,法兰面上有38×M30×3mm螺纹、44×M33×3mm螺纹。大功率机型桥箱由于特殊工况原因,螺纹孔需要很高的联接强度,具有加工精度要求高的特点,这就给内螺纹加工带来很大困难。现有大直径内螺纹加工工艺难以满足工件加工质量要求,必须探索更好的加工工艺,降低加工成本、提高生产效率。本研究提出一种高效、合理的内螺纹加工工艺。
2 工艺改进背景
2.1 现场生产状况
我公司螺纹加工设备主要为摇臂钻床和攻螺纹机。摇臂钻床是一种孔加工设备,可以用来钻孔、扩孔、铰孔、攻螺纹及修刮端面等多种形式的加工,操作方便、灵活,适用范围广,特别适用于单件或批量生产带有多孔大型零件的孔加工,是一般机械加工车间常见的机床[1]。在我公司,摇臂钻床承担所有螺纹底孔的加工及M24mm以上螺纹的加工。攻螺纹机就是用丝锥加工内螺纹的一种机床,它是应用最广泛的一种内螺纹加工机床,特点是轻便、灵活、高效。攻螺纹机主要承担M24mm以下螺纹的加工。
螺纹加工前需先钻出底孔,然后才能利用丝锥加工螺纹,所以螺纹的整个加工过程中用到的刀具包括钻头、丝锥。我公司现在所用钻头材料为高速钢,钻头的刃磨质量直接关系到钻孔质量和钻削效率,是影响钻头使用性能的重要因素,特别是顶角的刃磨。根据GB/T 17984—2010中规定,麻花钻顶角角度为118°±3°。在刃磨好的钻头中,随机抽取φ27mm和φ30mm钻头,利用帕莱克对刀仪进行顶角的测量,测量结果显示,顶角均大于国家标准规定。用所测量的麻花钻进行钻孔加工,孔径均超差,对SD60后桥箱螺纹精度进行抽检(见表1),SD60后桥箱螺纹孔均为摇臂钻床加工,抽检2台SD60后桥箱共124个M30×3mm螺纹孔和40个M36×3mm螺纹孔,用通止规进行检测,共有61个螺纹孔不合格,螺纹孔合格率为62.8%,螺纹孔合格率较低。

表1 SD60后桥箱螺纹孔抽检表
2.2 工艺改进目的
为了提高大功率推土机后桥箱螺纹的加工质量及加工效率,同时为了实施公司智能制造的计划,改进工艺,充分利用加工中心高效、高精度的特点,替代原摇臂钻床进行螺纹加工。
3 改进措施
3.1 用加工中心攻螺纹
为提高螺纹孔合格率,试利用加工中心高效、高精度的特性,替代原摇臂钻床进行攻螺纹加工,利用U钻代替原高速钢钻头。试验设备为昆明道斯机床有限公司生产的落地式铣镗加工中心,型号为WRD130Q,试验工件为SD90后桥箱。利用U钻钻孔后,采用M30×3mm螺旋丝锥进行攻螺纹,试验过程中由于加工螺纹直径大、螺距大,加工时需要的切削力大,而机床功率不够大,攻螺纹过程中无法转动丝锥,造成丝锥在工件内卡死,试验无法继续。因此,采用丝锥加工大直径内螺纹在我公司现有条件下无法实现。
3.2 用加工中心铣削螺纹
铣削螺纹是目前加工中心常用的加工螺纹的方法,优点在于加工零件的螺纹质量稳定,零件尺寸易于控制。铣削螺纹所用的机床需要具备三轴以上的联动功能,因为铣削螺纹是通过螺纹插补功能实现的,实际上就是使用成形螺纹铣刀沿螺旋插补轨迹进行铣削加工的过程[2]。机床运行数控程序G03/G02X轴和Y轴圆弧插补一圈时,Z轴同步移动一个螺距的量[3]。在螺纹铣削过程中圆周运动形成螺纹直径,而同步的直线运动形成螺距[4]。
用螺纹铣刀铣削螺纹时,刀具的进入方式一般有直线切入法和圆弧切入法两种。直线切入法容易损伤刀具,且影响螺纹的表面质量。圆弧切入法如图2所示,D1为工件螺纹大径,D2为螺纹刀具直径。

图2 圆弧切入法
刀具路径如下。1→2:刀具快速定位;2→3:刀具切入(沿圆弧进给),同时沿Z轴插补;3→4:整圆切削,刀具插补一周,同时轴向移动距离为一个螺距。
圆弧切入法较直线切入法可以有效地减小冲击,刀具切入、切出平稳,且在螺纹加工表面不会留下明显的刀痕,有利于保护刀具和螺纹表面,因此在加工精密螺纹时一般使用该方法[5]。在圆弧切入切出的同时,采用图3所示的径向递减进刀方式(D1>D2>D3>D4),根据螺纹的牙型,通过刀补使得吃刀量逐渐减小,即实现了粗加工—半精加工—精加工。
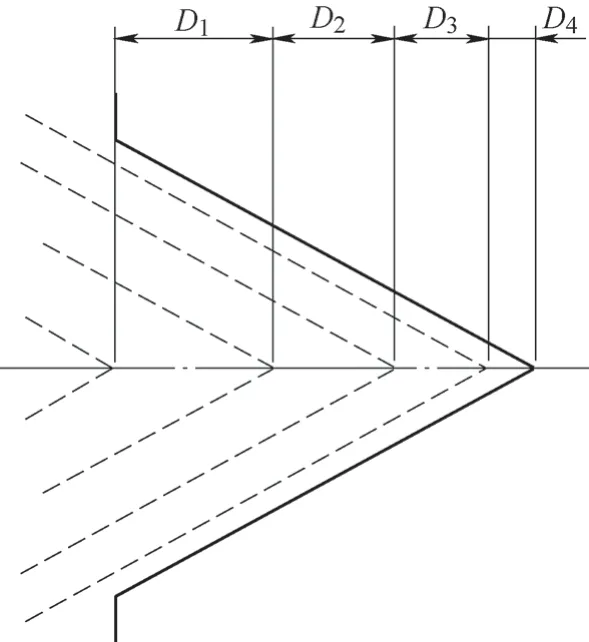
图3 径向递减进刀方式
分别购买了图4所示瓦格斯(Vargus)螺纹铣刀及CPT螺纹梳刀进行螺纹加工试验。首先利用单齿Vargus螺纹铣刀对圆钢试件进行铣削试验,如图5所示,试件材质为Q235,试验用设备为落地式铣镗加工中心,型号为WRD130Q,试验参数为f=0.1mm/r,n=1800r/min。为便于排屑,采用圆弧切入法由内向外铣削螺纹孔,加工M30×3mm螺纹,加工完成后利用螺纹塞规测试(见图6),经测试所试验螺纹孔合格,螺纹铣削加工效果如图7所示。

图4 螺纹铣削刀具

图5 螺纹铣削试验

图6 螺纹塞规测试

图7 螺纹铣削加工效果
试件试验合格后,对大功率机型后桥箱加工产品进行工艺试验如图8所示,试验对象为SD90后桥箱,材质为板材焊合件,试验用设备为落地式铣镗加工中心,型号为WRD130Q,切削方式为从内向外,试验参数为f=0.15mm/r,n=1800r/min,加工螺纹尺寸为M30×3mm,孔深60mm,单孔铣削所需加工时间13min,效率为4.6mm/min。利用螺纹塞规测量32×M30×3mm螺纹孔,合格率为100%,且螺纹孔表面质量良好,无切屑、毛刺,如图9所示。

图8 单齿铣刀螺纹铣削加工工艺试验

图9 单齿铣刀螺纹铣削效果
利用CPT螺纹梳刀对SD90后桥箱进行螺纹工艺试验,如图10所示,试验参数为f=0.2mm/r,n=1500r/min,加工螺纹尺寸为M30×3mm,孔深60mm,加工时间9.33min,效率为6.43mm/min。加工效率比单齿铣刀高,但是当螺纹铣刀切入接近全牙型时,由于刀具与工件接触面积大,试验过程中刀具振动严重,无法保证螺纹的表面质量及螺纹精度,所以对于大功率机型后桥箱的螺纹加工,我公司只能采用单齿螺纹铣刀进行螺纹加工。

图10 CPT螺纹梳刀铣削试验
经过试验跟踪,螺纹铣削加工效率较低,以SD90后桥箱为例,单个螺纹孔平均铣削时间11.6min,法兰面上82个螺纹孔的铣削时间约为15.9h。
3.3 用加工中心进行螺纹镗削
镗削是指将工件预制孔扩大到需求的孔径,并使其具备一定的孔形和精度的加工过程[6]。
螺纹镗削的原理是仿照螺纹车削原理,螺纹车削(见图11)是工件旋转一周,车刀沿工件轴线移动一个导程,切削刃的运动轨迹就形成了工件的螺纹加工过程,在车床上车削螺纹时,工件旋转,刀具做轴向进给。在加工中心上加工螺纹,如果以旋转的刀具为参考,工件相对来说也是旋转的,这样我们就可以把内螺纹车刀杆应用到微调精密镗头上,刀杆旋转一周,同时在轴向上移动一个导程,切削刃的运动轨迹就形成了工件的螺纹加工过程,通过调节车刀的回转直径,就可以分多刀在加工中心上完成内螺纹的加工,加工方式如镗削加工,所以我们称之为螺纹镗削,原理如图12所示。

图11 内螺纹车削原理

图12 螺纹镗削原理
由于螺纹刀片切削刃相对较脆,无法通过一次走刀完成螺纹的切削,总吃刀量必须分多次走刀来完成,这几次走刀应采用相似的切削力(同等的切削面积),如图13所示。

图13 螺纹镗削进刀方式
分别购买了德克NBH2804微调精密镗刀、山高内螺纹车刀杆及车削刀片(见图14和图15),并将这些刀具组合后进行试验,如图16所示。试件材质为Q235,试验用设备为宁波海天精工股份有限公司生产的定梁龙门钻床加工中心,型号为GLU23×30,试件为Q235钢板,试验参数为vf=3mm/min,n=300r/min。进刀方式为侧式不等距进刀,总吃刀量按照刀具样本推荐值分12刀完成为M30×3mm螺纹的加工(见表2)。经检测,螺纹表面质量良好,加工精度高。

图14 NBH2084精密镗头

图15 山高螺纹车刀杆及刀片

图16 螺纹镗削试验
试件试验合格后,对大功率机型后桥箱加工产品进行工艺试验,试验对象为SD90后桥箱,如图17所示,材质为板材焊合件,试验用设备为落地式铣镗加工中心,型号为WRD130Q,切削方式为侧式不等距进刀,总吃刀量按照刀具样本推荐值分12刀(见表2)。试验参数为f=3mm/r,n=300r/min,加工螺纹大小为M30×3mm,孔深60mm。单孔平均镗削所需加工时间0.8min,效率为75mm/min。经过计算,螺纹镗削加工效率是单齿螺纹铣削加工效率的16.3倍,加工效率相比螺纹铣削大大提高。利用螺纹塞规测量32×M30×3mm螺纹孔,螺纹的合格率为100%,且螺纹孔表面质量良好,无切屑、毛刺,如图18所示。

表2 ISO公制外螺纹吃刀量推荐 (单位:mm)

图17 SD90后桥箱螺纹镗削

图18 螺纹镗削效果
4 工艺改进效果对比
采用螺纹镗削工艺持续对SD90后桥箱进行加工跟踪,进行5台SD90后桥箱加工后抽检M30和M33螺纹孔,螺纹合格率为100%,螺纹抽检的情况见表3。单个螺纹孔镗削加工时间为1.1min,法兰面上82个螺纹孔的镗削时间为90.2min,约为1.5h。相比螺纹铣削加工,单件加工就可节省14.4h,螺纹孔加工效率大大提升,缩短了加工周期,降低了生产制造成本。
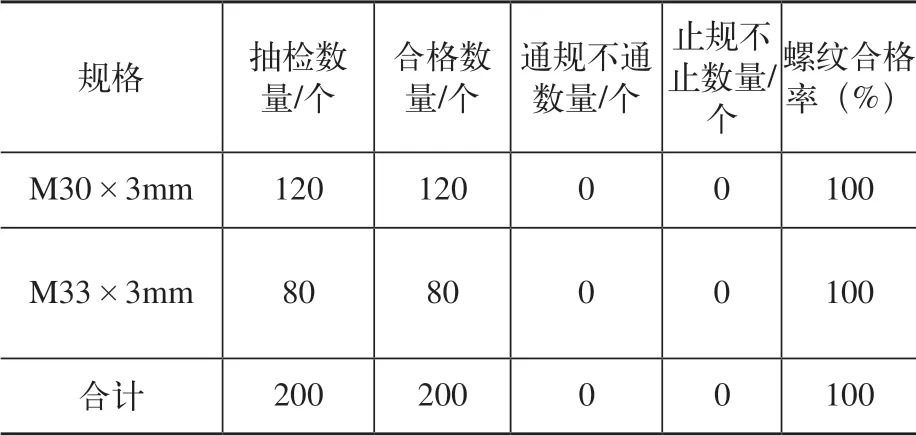
表3 SD90后桥箱螺纹孔抽检情况
与摇臂钻攻螺纹及加工中心螺纹铣削进行对比见表4,可以得出如下结论。

表4 改进前后效果对比
1)螺纹的合格率显著提升,原来摇臂钻攻螺纹为62.8%,采用螺纹铣削及螺纹镗削后提高到
100%。
2)加工中心螺纹镗削平均单个螺纹加工时间为1.1min,相比螺纹铣削加工时间降低91.58%。
3)加工中心螺纹镗削生产成本相比螺纹铣削降低91.55%。
因而工艺改进效果明显,可以采用镗螺纹方法进行批量生产。
5 结束语
在大功率推土机后桥箱内螺纹的加工中,通过引入螺纹铣刀、螺纹车刀等先进螺纹加工刀具,充分发挥刀具组合新模式,采用传统镗刀及螺纹车刀组合成直径可调螺纹镗刀刀具,充分发挥数控机床的高精度、高效率及数控化的优势,仿照螺纹车削,在加工中心进行螺纹镗削,通过一系列工艺试验的验证,螺纹镗削加工效率是螺纹铣削加工效率的16倍,且螺纹镗削能很好地保证螺纹精度要求,实现了螺纹镗削代替攻螺纹和螺纹铣削的加工工艺改进。
