某10 m高精度碳纤维天线面板的模具工艺研究*
2021-12-29刘世伟王博通
刘世伟,王博通
(1. 中国电子科技集团公司第三十九研究所,陕西西安 710065;2. 陕西省天线与控制技术重点实验室,陕西西安 710065)
引 言
当前卫星使用频段从厘米波段(3~30 GHz)、毫米波段(30~300 GHz)至亚毫米波段(300~3 000 GHz)逐渐提高[1]。加之我国空间目标任务的深入发展,对目标进行高分辨成像测量和辨识的需求不断增长,现有以Ka及以下频段为主的测量系统已经不能满足任务需求,需研发更高频段、更高分辨率的毫米波测控系统。
本工程在毫米波频段下开展,天线反射体主面精度相比以往工程的主反射面精度提高近一个数量级[2]。对于高精度天线反射体,模具的设计和制造对天线主反射面精度的实现起关键性作用[3]。文献[4]推导了旋转抛物面天线发射体成型模具的设计公式,并进行了理论分析。文献[5]修正了反射体模具型面,批量生产出满足精度要求的偏置结构反射体。文献[6]建立了1.75 m口径反射体模具的设计补偿公式,并进行了理论推导、仿真分析和试验验证,结果表明反射体合型温度下型面精度达到使用要求。文献[7]根据2.1 m口径天线反射体精度要求,提出了一种高精度反射体制造方法(包含高精度模具),该方法能提高型面精度和满足热变形要求。这些文献大多是针对圆形模具型面进行温度影响下的补偿和修正,从而使合型温度下反射体模具热变形后的型面与常温下模具理论型面吻合,以此提高反射体型面精度。然而,在非圆面模具设计方面还未见相关资料。
某高精度非圆面蜂窝夹层反射体面板制件采用常温成型工艺,成型模具为框架式模具。受到模具本身结构、面板成型工艺等多种因素的影响,很难保证模具的型面精度。本文通过面板成型工艺研究和现场实践,总结出高精度反射体面板常温成型工艺下的模具工艺设计方法,成功制备出高精度反射体面板,同时验证了方法的可靠性。
1 碳纤维面板分块及成型工艺
该天线反射面拟采用碳纤维复合材料,具有重量轻、刚性好、精度高、尺寸稳定性好等优点[8]。该天线主反射面的单面板精度均方根误差需要达到0.03 mm,这一指标要求极大地增加了整个天线结构工艺的制作复杂度,碳纤维面板模具工艺设计难度也随之增加。因此,在满足型面精度要求的情况下,将面板分块数量控制在合理范围内的面板模具工艺设计成为高精度天线关键技术。
根据该高频段天线的精度要求,采用可靠的分析手段以及相似的工程经验,兼顾制造工艺的可实现性,对面板进行合理分块。将10 m口径抛物面天线分为4圈碳纤维面板,共计88块,面板弦长约1 m,面板表面积约1 m2,单块面板(图1)型面精度为0.03 mm(均方根值),面板型面粗糙度为3.2。

图1 单块面板结构简图
本天线反射体单块碳纤维面板具有型面精度要求高、前后端曲率大、结构尺寸较小等特点。结合以往成熟工艺方法,面板制作采用常温合型工艺:1)分别制造前后蒙皮的成型模具;2)前蒙皮模具型面喷铝金属化,制作面板的前后蒙皮;3)前蒙皮成型模具上安装挡边,将前蒙皮、预埋件、蜂窝夹层和后蒙皮依次安装后胶接,常温固化成型面板[9];4)脱模修整后检测型面精度;5)喷涂防护涂料。成型过程见图2。

图2 单块面板成型过程
2 碳纤维面板模具工艺研究
目前,碳纤维面板表面积不改变,而面精度要求逐步上升,从0.1 mm,0.05 mm提高到0.03 mm(均方根值)。高精度碳纤维蒙皮铝蜂窝夹层结构的面板成型技术主要通过面板模具设计、蒙皮材料铺贴工艺和合型工艺三者来保证精度。下文就碳纤维铺贴以及常温合型工艺的情况,以第二圈面板为例,对模具工艺研究进行重点分析。
模具工艺设计作为面板成型过程控制的重要环节,不仅应确定模具的材料、型面精度及类型,还应对模具的共用性、模具结构、工艺制造及蒙皮合型定位等影响碳纤维面板成型精度的各个环节进行分析和综合考虑,使设计出的模具满足碳纤维面板在各制作工序中的要求,最终保证面板的型面精度指标。
2.1 模具材料及型面精度研究
碳纤维面板在高压和常温环境下成型,模具材料经过热胀冷缩,必然会产生一定的内应力。图3为面板模具在常温和高压下的变形情况,图中δ为天线法线方向的变形量,δ随θ角的变化而变化,正是这种变化使模具型面产生了张口的趋势,从而影响面板的型面精度[10]。

图3 模具在常温和高压下的变形情况
由于不同材料的物理特性如强度、刚度、导热系数、热膨胀系数等不同,因此模具设计过程中需要根据不同成型类型以及结构选取合适的模具材料。目前高精度模具通常采用球墨铸铁和殷钢,球墨铸铁的热膨胀系数为9×10−6°C−1,殷钢的热膨胀系数为1.5×10−6°C−1,球墨铸铁的成本为殷钢的十分之一。此面板尺寸较小,对模具型面精度影响很小。另外,此次高精度面板只进行常温高压合型,常温固化,模具变形可以忽略不计。
综合分析并借鉴以往模具热变形的案例,采用球墨铸铁(QT500-7)制造模具。同时,球墨铸铁具有良好的机加工性能,有利于保证复杂曲面的成型精度。
高精度面板模具的结构设计中,借鉴以往设计经验,在满足使用要求的情况下,模具型面精度误差应小于等于面板精度要求的1/3,型面粗糙度要求比面板粗糙度高2级,因此模具型面精度误差≤0.01 mm(均方根值),型面粗糙度≤0.8。
2.2 模具类型研究
不同结构类型的制件在一定程度上限制了碳纤维复合材料的成型方法,而不同的制件成型方法导致模具类型具有差异性。碳纤维面板因其高精度特性通常都采用热压罐的成型工艺来实现制件的批量化生产。热压罐制备工艺采用单模成型碳纤维复合材料。阳模与阴模作为两种单模,其制备试件的成型方法不同,成型的产品也各具特点,见表1。

表1 不同类型模具制备产品的特点
3 面板模具工艺设计
3.1 模具的共用性
碳纤维蒙皮的精度影响面板型面精度,而蒙皮分为前蒙皮和后蒙皮,前后蒙皮的理论曲线有一定差距,因此各自的成型精度不同,对应模具的制作也不同。通常根据实际工程经验,普通碳纤维面板的前后蒙皮共用一个模具,在保证精度的同时也兼顾了经济性。
然而,该天线作为高精度天线,单块碳纤维面板的精度为目前最高级别,前后蒙皮的最大距离为0.15 mm(图4),若共用一个模具,合型过程中会产生内应力。因此,前后蒙皮的模具根据相应曲线分别制作,以此保证蒙皮精度。

图4 前后蒙皮最大距离
3.2 模具设计
根据以往的工程经验以及天线面板尺寸较小的特点,采用厚度、高度和结构合理的“井”和“米”字形加强筋(图5),这样不仅能够满足模具型面定位的要求,还兼顾了模具的铸造工艺性,同时避免了因模具刚度不足在机加工、使用及运输过程中出现的型面变形,保证面板成型的型面精度。

图5 加强筋形式
满足面板合型精度要求的同时,还应考虑面板本身的加工经济性、生产和安装周期、运输成本等。综上所述,针对面板的高精度性,模具设计如图6所示。成型模为凸形模具,四周壁厚均匀,尽可能具有较小的热变形。模具内部筋板需有足够刚度,筋板间距合适,保证型面精度稳定性。借鉴以往成熟产品的工程经验,模具的设计壁厚为30 mm,筋板厚度为25 mm,方框大小为200 mm×220 mm,质量为1.05 t。模具制造加工成型精度为0.01 mm(均方根值),表面粗糙度为0.8。
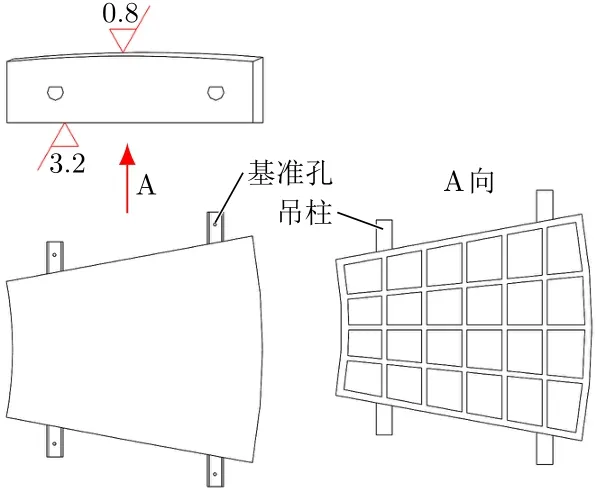
图6 模具设计示意图
3.3 模具制造
由于模具材料为球墨铸铁,因此为保证型面精度及以结构稳定性,需采用合理的工艺方案。铸造加工余量均匀,铸造完成后采用退火工艺方案去除铸造应力,确保模胎的稳定性。模具加工分为粗加工和精加工,粗加工后进行去应力退火。精加工采用精密五轴数控铣床进行,完成后进行研磨处理,采用照相法测得型面均方根误差为0.01 mm,确保最终的型面精度及粗糙度满足使用要求。
模具四周设计吊装柱,便于面板制作过程中的吊装和运输。在吊装柱上的加工平台预留四处基准孔,作为模具曲面修整的加工基准和检测基准。
模具制造成型后,碳纤维面板合型时在模具四周加设挡边以保证面板四周的外形尺寸。挡边外形采用沿模具曲面包络设计,高度略高于面板厚度,并增加长圆孔,便于高度调整。销钉定位可以方便多次拆装。模具挡边示意图见图7。
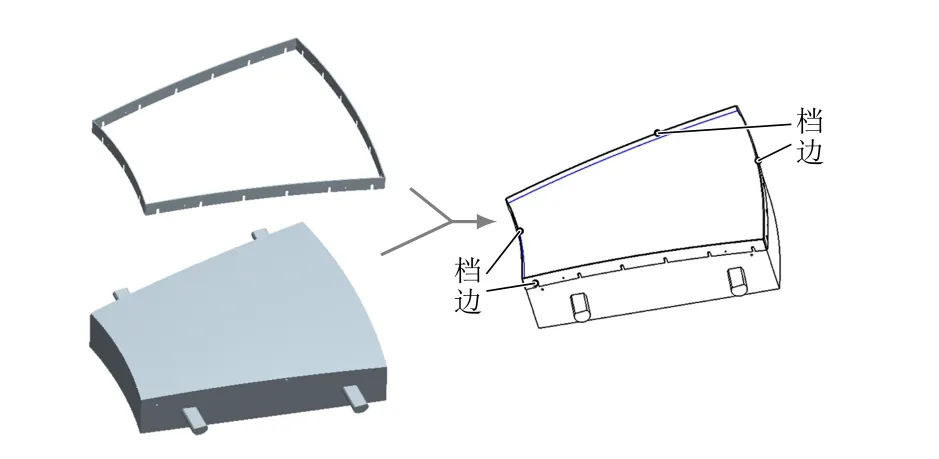
图7 模具挡边示意图
3.4 碳纤维面板制备
前后蒙皮以及预埋件和蜂窝夹层经常温和高压固化成型。在真空袋的作用下,制件被密封在成型模具上,受到均匀的压力与温度作用,能够制备出质量较好的面板。由于模具为凸模,加之工艺过程中增加了脱模剂,因此该碳纤维面板顺利脱模。
经检测,面板表面无裂纹,无分层、孔隙等缺陷。面板的外形尺寸符合设计要求。采用照相法检测面板型面精度,测点约为80个。各块面板成型精度均方根均≤0.03 mm,满足使用要求,并且没有因为材料热膨胀系数的不同而导致面板固化后出现形变及精度差等问题。面板的型面精度一致性较好,验证了所设计碳纤维面板模具的可靠性。面板成型精度检测见图8。

图8 面板成型精度检测图
4 结束语
高精度碳纤维面板的生产过程中,模具作为关键部件,其工艺设计研究具有重要意义。本文从模具材料及精度、模具共用性、模具加工运输工艺性等方面进行分析,成功设计出高精度面板模具,并采用常温合型工艺得到优质产品,验证了高精度模具的可靠性。该研究将为后续高精度碳纤维面板的模具设计制作提供借鉴,具有实际的参考价值。
文献中的模具形状和本文的模具形状略有差别,模具材料的选取也不相同。文献中高温下合型,针对模具进行修正,进而满足合型后精度要求,而本文是在常温下合型,依据理论模型加工模具,成型高精度面板。综上分析,还需进行以下研究:1)模具材料采用殷钢,设计为焊接结构,分析模具合理性;2)研制高精度碳纤维模具,采用合理的工艺方法及参数控制,制备高精度面板;3)借鉴成熟案例,从理论上分析天线反射面成型模具的修正公式,设计出合理的模具结构,并对模具进行高温合型下的仿真分析和工程实践验证。
