提高气化炉烧嘴使用寿命的实践
2021-12-27敖晓辉
敖晓辉
(中海石油华鹤煤化有限公司,黑龙江鹤岗 154100)
0 引言
煤气化炉是工业生产领域的关键生产设备,总体结构复杂,气化烧嘴是其重要构成。但因为气化烧嘴处于特殊的生产环境下,高温、高压等极端环境条件都使其使用面临较大的考验,如外氧喷头龟裂、煤浆环隙过大等都是出现频次较高的问题。因此,为发挥其在生产领域的作用,专业人员应结合其使用寿命的影响因素,正确操作设备并做好相应的操作管理和参数控制。
1 工艺烧嘴寿命周期的确定
四喷嘴气化炉(工艺)烧嘴是生产领域的重要设备,在使用过程中一般是将一组烧嘴的前期使用寿命周期平均值作为计划检修的参考周期,但因为生产工况有多种,且每种工况都有各自的特殊性,这导致工艺烧嘴的寿命周期有长有短[1]。烧嘴是否失效有多种判定依据,当烧嘴使用时出现了外氧喷头冷却水水室严重龟裂、煤浆喷头出口磨损、孔壁沿轴向存在裂缝、中心氧喷头出口内孔磨损并存在断层腐蚀等情况时,需要立即更换烧嘴,否则将影响整个生产流程。
2 影响因素分析
2.1 原料煤成分对烧嘴寿命的影响
影响气化炉烧嘴使用寿命的因素有很多,原料煤成分仅仅是其中的一个。在水煤浆气化过程中,原料煤首先应经由特定工序制备成相应的煤浆,为提升煤浆性能,所选用原料煤的成浆性应符合要求。此外,原料煤选用时,灰分、灰熔点等均应该与气化炉的结构、性能等要求完全一致,以使整个生产更加经济。水煤浆气化过程中对于温度、原料煤灰分有着严格的标准,根据生产经验,灰熔点温度在1200℃以下、原料煤灰分在11%~14%时生产效果最佳。在原料煤配比相对稳定的条件下开展调查和分析,发现低灰分煤生产时烧嘴的使用寿命相对长一些,并且原料煤灰分经由对烧嘴腐蚀情况的影响而最终影响其使用寿命。但在使用高灰分煤的情况下,烧嘴内氧喷嘴、煤浆喷嘴前部将会在较短的时间内快速变薄,加剧煤浆喷头处的烧蚀现象,极易引起喷头内侧肩部的纵向裂纹产生;外氧喷嘴端面同样存在着一定的烧蚀,而此现象随着大密度反射性裂纹的生成。如果使用的是低灰分煤,烧嘴喷头处的磨损并未发生明显的变化,但此种情况下的烧蚀程度并不明显[2]。
2.2 烧嘴设计及质量问题
烧嘴设计、质量方面的问题同样会影响气化炉烧嘴的使用寿命。如果烧嘴存在结构设计不合理、使用劣质材料等问题,不仅在生产过程中将会出现各种问题,烧嘴的使用寿命也难以达到预期的设计标准。
2.3 恶劣的工作环境
气化炉烧嘴的工作条件极端恶劣,高强度、长时间工作势必会加剧其的腐蚀、磨损等问题。烧嘴通常处于1350~1450℃、8.5 MPa的高温、高压条件下,增大了其磨损、外氧喷头龟裂等问题的概率,难以在设计寿命内保持最佳的使用性能。
3 提高气化烧嘴使用寿命的措施
3.1 烧嘴头部结构改进
在完成相应的生产作业时,烧嘴头部直接与物料相接触,因为处于极端苛刻的高温、高速气流等生产条件下,极易导致烧嘴头部出现问题(图1)。为避免烧嘴头部异常影响使用寿命,应根据生产特点做好烧嘴头部的结构优化,例如在烧嘴头部设置对应的保护套,在烧嘴室形成一定的封闭空间、阻碍煤灰渣进入。保护烧嘴头部,不仅可以减弱对烧嘴的腐蚀和冲刷、使拆装更为便捷,还可以使其在设计寿命内保持最佳的工作状态。氧化铝空心球浇筑材料的强度合适、导热系数小、隔热效果好,即使处于高温等恶劣条件下依旧可以保持良好的性能,因此将其包裹在烧嘴头部可以实现保护的目的。
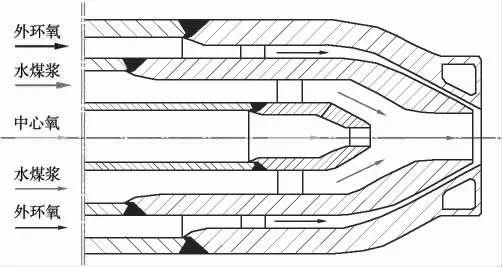
图1 烧嘴头部示意
3.2 确保煤炭质量
原煤质量对气化炉烧嘴使用寿命也有一定影响,为避免原煤质量不达标导致烧嘴使用寿命缩短的问题,在生产过程中相关人员应加强对煤炭质量的控制,将煤炭中多余的铁丝、铁块、石块等杂物及时清除干净[3]。
3.3 工艺烧嘴结构间隙尺寸
烧嘴的结构相对特殊,这使得间隙尺寸成为需要关注的一个重要参数,间隙过大或过小均不利于烧嘴的正常使用。基于烧嘴的结构特征,在高速的氧气条件下,煤浆可以实现雾化,但环隙内氧气流速最好保持在110~120 m/h。为保持烧嘴的最佳使用性能,应以系统负荷作为设计标准,科学控制烧嘴的三通道间隙并做好相应的优化工作,通过科学调整喷嘴气流速度来达到最佳的雾化处理效果。以某工艺烧嘴的使用为例,该烧嘴在使用初期就存在龟裂问题,在运行40多天以后,龟裂问题愈发严重,烧嘴内氧气交际流速非常小,在对这一参数实施相应的调整以后,烧嘴的运行状态明显改善。因此,间隙尺寸是影响工艺烧嘴的最重要因素,在对其进行调整时应综合考虑多方面的因素,使其保持在合理区间。
3.4 负荷及工况的稳定性
衡量烧嘴性能的指标有很多,其中负荷弹性大小极为重要。在使用过程中,随着操作负荷的变化,烧嘴的雾化性能也随之变化。每个烧嘴都有对应的使用负荷范围,在运行时一旦这些参数超出正常标准,烧嘴将难以保持其正常使用,使用寿命将大大缩短。因此,为延长烧嘴使用寿命,在生产过程中应尽量保持负荷与工况稳定,结合实际的生产条件要素,将负荷、工况的相关参数控制在正常标准内[4]。
3.5 优化操作与管理
生产作业过程中的操作是否规范、管理是否到位,同样会影响到气化炉烧嘴的使用寿命,因此应不断优化操作和管理,具体可以从以下5个方面来进行。
(1)操作过程中尽量减少开车和停车次数,使炉况保持相对稳定,正常运行情况下最好不要停车,停炉以后需要做好相应的保温处理,使投料时的炉膛温度保持在正常范围内,投料过程中尽量避免温度的极端波动。
(2)加强对气化炉负荷的调整和控制,一般以设计负荷的80%~100%为宜,尽量避免烧嘴在过低或过高的工况下长时间运转,如果出现超负荷运行的情况,应进行烧嘴装配尺寸的必要优化[5]。
(3)烧嘴运行过程中,有关人员要密切关注煤浆通道的压差。根据生产经验,当煤浆压差异常升高时,煤浆通道内可能会出现一定的杂物,但当其压差偏低时可能伴随煤浆环隙的严重磨损。因此,应将压差控制在正常范围内。
(4)适当提高烧嘴喷头的自冷却能力,原先烧水冷却水盘管在喷头水室的位置保持着侧进侧出的方式,为提升烧嘴喷头的自冷却效果,应用下进上出的方式来取代侧进侧出的方式,在喷嘴修复时进行头部水室尺寸的科学调整,使得在内外侧厚度与端盖厚度基本相同的情况下,外氧喷头冷却水水室的冷却水流速超过冷却盘管内的水流速度。
(5)烧嘴运行时应保持温度的均匀性,避免出现局部温度异常偏高的情况,当保持烧嘴冷却水压在气化炉炉膛压力以内时,应适当增大烧嘴冷却水的流量。
4 结束语
作为水煤浆气化过程中的重要设备,工艺烧嘴在使用过程中常常会由于操作不当、工艺参数设计不合理等而影响其使用寿命。为了使工艺烧嘴在设计年限内维持其最佳状态,应根据影响其使用寿命的相关因素,做好相应的调整和优化。
