某航空航天发动机精密内腔薄壁整体离心叶轮加工方法研究
2021-12-22刘广东刘相岚
刘广东, 刘相岚
(1.黑龙江省机械科学研究院,哈尔滨 150040;2.哈尔滨职业技术学院,哈尔滨 150081)
0 引言
目前,国内航空航天发动机关键零件离心叶轮种类型号繁多,因其形状、精度、材质各异,决定了各自的加工难点、工艺方法千差万别。航空航天飞行器发动机用曲面叶轮包括主叶和分流叶,它是一种薄型叶片,材料是锻铝,其工作特点是高速旋转,对零件动平衡及尺寸精度与形位公差要求极高,精度达到微米级,其内腔形状复杂,加工难度极高[1]。国内目前尚无稳定有效的方法可加工出此类零件,因此提出一种航空航天发动机精密内腔薄壁整体离心叶轮加工方法,可以稳定有效地加工出该类型零件产品。
1 超高转速叶轮造型
超高转速叶轮结构如图1所示,该零件属于透平类零件,产品由主叶、分流叶组成叶轮,薄型叶片,叶片平均厚度为1.2 mm左右,材料是锻铝,其工作特点是高速旋转,对零件动平衡及尺寸精度与形位公差要求极高[2]。
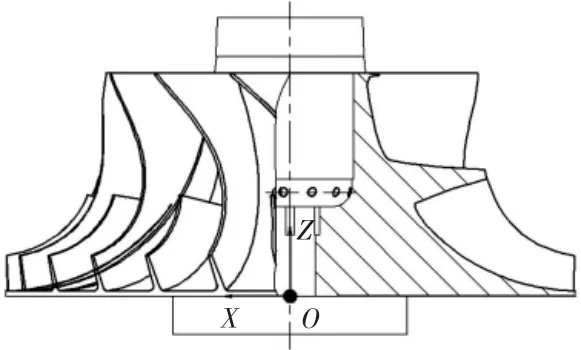
图1 超高转速叶轮结构
该类零件材质主要以锻铝为主,其零件内孔公差带为0~0.006 mm,整个零件的设计基准尺寸精度要求严格,加工难度大。零件最大外径公差在0~-0.04 mm,且跳动在0.02 mm内。轮毂两端面垂直度在0.01 mm以内。轮毂大端面凸台直径公差带为0~-0.02 mm,同轴度要求在0.02 mm以内,大端面全跳动在0.03 mm以内。零件小端面内孔内均布若干半圆孔,其位置度要求在0.04 mm以内。零件小端面内孔总长度≥50 mm,在此孔深0~40 mm段直径公差带在0.050~0.025 mm以内,同轴度在0.02 mm以内。小端面有1.8°斜度,且同轴度在0.02 mm以内。
2 加工过程
2.1 工艺流程
本文旨在提出一种航空航天发动机精密内腔薄壁整体离心叶轮加工方法,能加工出超薄叶片,且叶轮加工精度极高,特别适用航空航天飞行器等高转速发动机加工制造。
为达到上述目的,设计工艺流程如图2所示,其主要技术关键点如下。

图2 工艺流程
毛坯粗车轮廓:利用普通车床粗车离心叶轮轮廓,具体包括粗车轮毂外圆轮廓、轮毂大端面、轮毂小端面、大端面工艺凸台、大端面基准孔及小端面内孔[3]。
半精车轮廓:三爪卡盘装夹大端面工艺凸台处,利用车削加工中心半精车离心叶轮轮廓,具体包括半精车轮毂外圆轮廓、叶轮轮廓型线、轮毂小端面及小端面内孔。
粗铣叶型:利用五轴数控加工中心对叶轮表面粗开槽,即粗加工叶轮流道。
自然时效:恒温静止自然放置96 h,使应力得到充分释放。
精车轮廓1:三爪卡盘装夹大端面工艺凸台处,利用车削加工中心精车离心叶轮轮廓,具体包括精车轮毂外圆轮廓、轮毂小端面及小端面内孔均加工至合格,然后调用外圆刀,轻车轮毂大端面一小部分,用于翻面找正基准用。
钻孔:通过数控加工中心利用钻头伸入小端面内孔底端处按位置度要求钻4个轴向孔,4个轴向孔中心在大端面基准孔合格尺寸圆周上。
精铣叶型:利用五轴数控加工中心精铣叶轮叶片至合格。
精车轮廓2:翻转工件,利用专用工装抱爪装夹叶片外圆端处,露出轮毂大端面外圆,通过轻车轮毂大端面部位及露出的轮毂大端面外圆找正工件离心叶轮基准,利用车削加工中心精车离心叶轮轮廓,使轮毂大端面、大端面工艺凸台、大端面基准孔加工至合格,此时4个轴向孔加工成半圆键槽,完成所述叶轮的加工。
2.2 加工刀具
秉着加工成本低、最大化提升加工效率、刚性高的原则,在叶片加工程序系统开发过程中,将铣刀分为粗加工球头铣刀和精加工球头铣刀[4]:粗加工球头铣刀加工刃短(带分屑槽),刚性好,价格低,效率高;精加工球头铣刀加工刃长,刚性相对较差,而价格较高,因此适用于叶片的精加工。
2.3 具体实施过程
离心叶轮结构示意图如图3所示,图4为毛坯粗车后叶轮的轮廓示意图。

图3 离心叶轮结构示意图
备料:圆饼状锻铝毛坯。
毛坯粗车轮廓:利用普通车床粗车离心叶轮轮廓,通过三爪卡盘装夹圆柱状锻铝毛坯,粗车轮毂外圆轮廓、轮毂大端面5、轮毂小端面6、大端面工艺凸台7、大端面基准孔8及小端面内孔9,并留有余量,如图4所示。

图4 毛坯粗车后叶轮的轮廓示意图
半精车轮廓:三爪卡盘装夹大端面工艺凸台7处,夹紧力为980 N,通过车削加工中心利用外圆车刀半精车离心叶轮轮廓,具体包括半精车轮毂外圆轮廓、叶轮轮廓型线、轮毂小端面6及小端面内孔9。
粗铣叶型:将上步中的工件夹紧在垫铁夹具上,并通过五轴数控加工中心利用球头铣刀按照程序对叶轮表面粗开槽加工,即粗加工叶轮气流道。
自然时效:恒温静止自然放置96 h,将锻件中的应力全部去除,利于保证工件的加工精度。
精车轮廓1:三爪卡盘装夹大端面工艺凸台7处,夹紧力为980 N,通过车削加工中心利用外圆刀精车离心叶轮轮廓,具体包括精车轮毂外圆轮廓、轮毂小端面6及小端面内孔9均加工至合格,然后调用外圆刀,轻车轮毂大端面5一小部分,用于翻面找正基准用,装夹一次,就可将正面加工完成的基础上还能为翻面加工提供基准,加工效率高,且加工定位准确,零件加工精度高。
钻孔:将上步加工完成的工件由垫铁及压板等工装装夹于五轴数控加工中心上,并通过数控加工中心利用钻头伸入小端面内孔9底端处按位置度要求钻4个轴向孔,用平头铣刀铣平4个轴向孔的底部,4个轴向孔中心在大端面基准孔合格尺寸圆周上,完成后钳修。
精铣叶型:加工车间温度控制在(20±2)℃,加工前机床预热20 min,稳定加工精度,利用五轴数控加工中心编写的程序精铣叶轮叶片至合格,叶顶轮廓度要求,叶根轮廓度要求,具体步骤为:1)粗铣气流道底;2)精铣主叶;3)精铣分流叶;4)精铣气流道底;5)精铣叶根。上述步骤利用锥球铣刀进行加工,且在加工叶片时,按照叶片叶型的走向从叶顶向叶根方向加工,在13对主叶和分流叶叶片间钻有φ2.5 mm通孔,且所有通孔周向均布并与叶片有相对角向要求,完成后钳修[5]。
精车轮廓2:翻转工件,利用专用工装抱爪夹持叶片外圆端处,露出轮毂大端面外圆,通过轻车大端面部位及露出的大端面外圆找正工件离心叶轮基准,利用车削加工中心精车离心叶轮轮廓,使轮毂大端面、大端面工艺凸台、大端面基准孔加工至合格,此时4个轴向孔加工成半圆键槽,完成所述叶轮的加工;离心叶轮中半圆形键槽的加工是通过先在要求位置处加工孔,然后精车大端面基准孔达到工艺要求后孔变成半圆形键槽,此种加工键槽的方法,既保证了4个键槽的位置精度,又便于加工,也保证了键槽的尺寸。
大端面基准孔加工采用粗车和精车,其中粗车给精车留2 mm余量,精车大端面基准孔时,先精车逐步去余量1.8 mm后,再采用内孔刀3~5次精车达到大端面基准孔合格尺寸,每次精车都是均等去余量加工,对大端面基准孔的多次均等去余量精加工方式,既监测了加工系统的精度是否合格,又保证了大端面基准孔高要求的加工精度。
钳修:倒角、去除全部毛刺。
动平衡:将去毛刺后的叶轮进行动平衡矫正,防止叶轮旋转过程中出现不稳定现象。
荧光检查:叶轮表面做荧光检查,不允许存在发纹、裂纹等缺陷。
最终检验:对表面质量进行检查,包括叶轮的尺寸、规格是否符合、表面是否擦伤,表面是否有杂质;然后进行表面处理与最终钳修,钳修后入库。
在以上每步加工后都有对工件的检验,利用三坐标测量机,检验所加工尺寸是否符合要求。
本加工方法加工出的叶轮,13对大小叶片周向均布,分布误差不大于±4′。
利用本加工方法加工的离心叶轮的叶型偏差不大于±0.04 mm;叶片表面粗糙度为Ra1.6 μm;叶片加工刀痕顺气流方向,轮毂出口残高0.05~0.08 mm。
本加工方法加工得到的大端面基准孔、小端面内孔及大端面凸台端面的表面粗糙度为Ra1.6 μm,其余加工面的表面粗糙度为Ra3.2 μm。
本加工方法加工出的叶轮叶片的平均厚度为1.2 mm,属于薄型叶片。
3 结论
本加工方法能够加工出薄至1.2 mm的超薄叶片,并且加工过程中叶片不会发生变形,同时能保证轮毂两端面内孔极高的同轴度及轮毂大端面内孔加工的微米级精度,本加工方法能达到极高的零件动平衡及尺寸精度与形位公差要求。
