某款发动机减震皮带轮螺栓组件松脱问题解析
2021-12-22胡广陈丽霞乔彦超
胡广,陈丽霞,乔彦超
(宁波吉利罗佑发动机零部件有限公司,浙江宁波 315336)
0 引言
螺栓是一种常见的标准紧固件,由头部和螺杆组成,用于紧固连接两个或多个带有孔洞的零部件,是零部件在满足功能使用的情况下不脱离、不滑移、不松脱,其中拧紧力矩是控制被紧固件之间紧固程度的重要参数,通过不同的拧紧力矩达到不同的紧固程度,从而保证被紧固件的功能使用。在发动机使用过程中,螺栓紧固失效是常见的一种问题,失效后对发动机产生不可挽回的后果。
某机型在台架试验过程中发动机前端异响,拆解发现减震皮带轮螺栓组件松脱。螺栓连接如图1所示。本文对该螺栓失效进行分析。
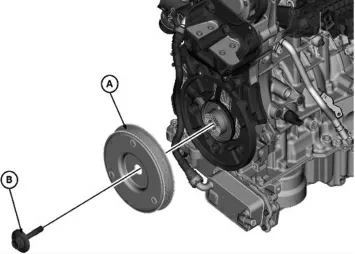
图1 螺栓连接结构
1 原因分析
对减震皮带轮及螺栓等配合件进行拆卸分析,前端配合如图2所示,其中减震皮带轮与曲轴正时带轮配合位花键配合(如图3)[2]。
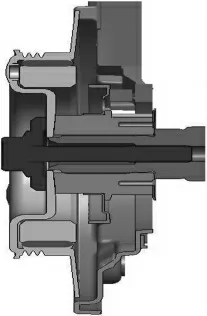
图2 减震皮带轮连接结构

图3 连接配合结构
1)减震皮带轮。螺栓安装面存在生锈情况,安装面无磕伤等异常问题,螺栓过孔严重磨损,存在扩孔现象(如图4),相关尺寸无法评价,对同批次产品进行关键尺寸检测,尺寸均合格(如表1),减震皮带轮花键侧存在异常,花键存在严重磨损痕迹,表面状态已被破坏(如图5),正常试验拆解状态如图6所示,花键状态完好,花键无严重磨损问题。

图4 减震皮带轮螺栓安装面
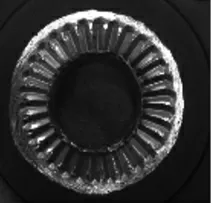
图5 故障件花键状态

图6 正常件拆解后花键状态
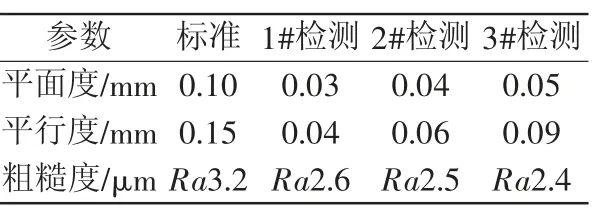
表1 减震皮带轮螺栓安装面尺寸
对故障件花键进行检测(如图7),大径处与小径处轮廓度为0.03 mm,轮廓度要求为0.15 mm,且同一直径处30个齿的高度差约0.039 mm(如图8),贴合满足设计要求。
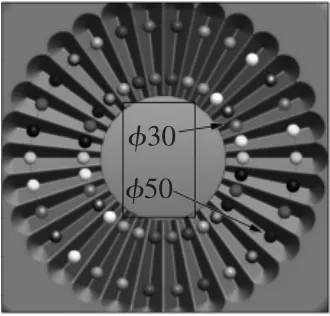
图7 花键尺寸结构
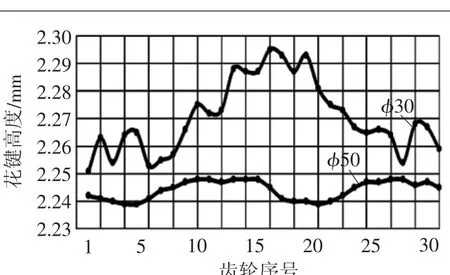
图8 花键轮廓数据
2)曲轴正时皮带轮。带轮花键部位存在磨损(如图9),分析为螺栓松脱后,减震皮带轮和正时皮带轮存在相对运动,导致花键磨损,对相关尺寸检测,均满足要求,无异常。
3)减震皮带轮螺栓组件。故障螺栓损坏,杆部存在明显圆周性损伤(如图10),尺寸无法检测,对库存同批次螺栓进行分析(如表2),满足图样要求[1]。

图9 曲轴正时皮带轮

图10 故障螺栓

表2 螺栓相关尺寸
4)拧紧排查。对故障机前后10台发动机装机拧紧曲线排查(如图11)[6],失效机螺栓最终拧紧力矩较正常值低约40~50 N·m(如图12),50 N·m后转角较正常值大约30°(如图13),50 N·m后拧紧曲线斜率较正常值小0.5(如图14)[3]。初步分析结论是:该失效机螺栓属异常拧紧,异常装配导致螺栓虚假拧紧[4]。

图11 螺栓拧紧曲线

图12 最终力矩
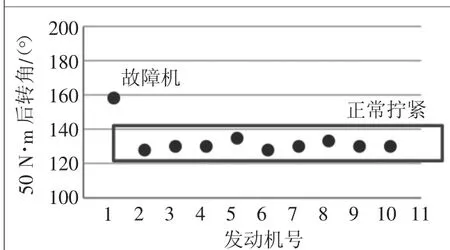
图13 50 N·m后转角
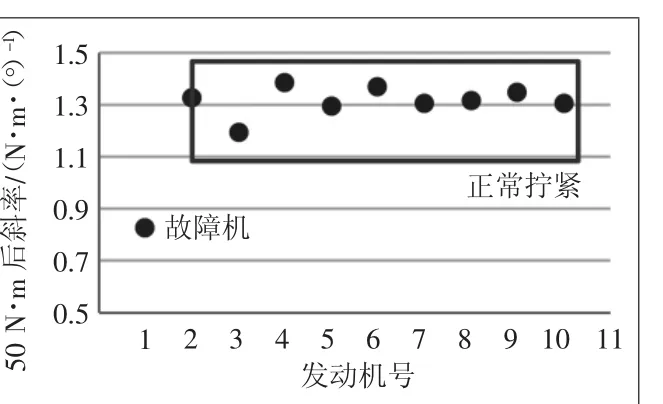
图14 50 N·m后曲线斜率
5)装配过程。生产线装配操作人员单手抓取减震皮带轮后,将其放在曲轴正时皮带轮前端,另一单手将螺栓带入,再用手持拧紧枪将螺栓预拧紧,最后生产线设备完成最终拧紧[8]。
该装配过程存在问题,生产线发动机前端面相对于水平面90°放置,在自然状态下减震皮带轮花键与曲轴正时带轮花键不会进行自定位(重力影响),减震皮带轮装配过程无花键对正操作,在花键不对正状态下进行拧紧,造成花键挤压,拧紧过程产生虚假力矩。
通过对故障件(如图15)与正常装配件(如图16)进行花键压痕对比,故障件花键接触面呈非对称压痕且花键顶部被挤压,正常装配状态下,花键接触面呈对称压痕。初步分析结果是:该故障皮带轮花键装配异常,导致螺栓松脱[5]。

图15 花键非对称压痕

图16 花键对称压痕
6)故障复现。错齿装配花键Z(TVD花键及正时皮带轮花键),生产线人工预拧紧,生产线设备最终拧紧,拆卸减震皮带轮螺栓及螺栓,拧紧曲线如图17所示,错齿装配状态下,螺栓拧紧数据与故障机拧紧数据相当。验证零件外观表现:在错齿装配状态下,其花键压痕与故障机表现类似,呈非对称压痕(如图18)。故障机TVD装配状态与错齿装配状态相似,即故障机TVD花键异常装配[7]。
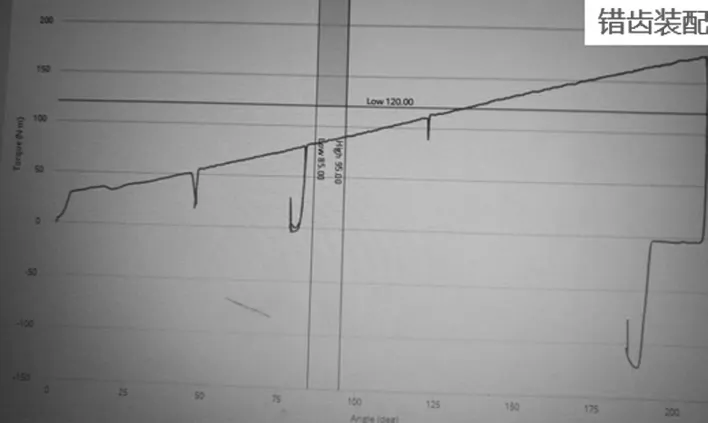
图17 错齿装配拧紧曲线

图18 错齿装配压痕
因失效机TVD花键呈非对称压痕,属花键非正常咬合,生产线皮带轮装配工位发动机姿态不利于花键对正及自定心,且皮带轮装配过程无花键对正操作,减震皮带轮花键装配不到位,致使皮带轮花键与曲轴正时带轮花键未正常咬合,造成螺栓虚假拧紧,发动机运转过程中,未正常咬合的花键齿面存在相对运动,最终导致螺栓卸载松脱[9]。
2 整改对策
1)装配减震皮带轮组件过程中,增加对正操作,便于两花键齿(TVD花键与曲轴正时皮带轮花键)自定心及齿面正确咬合;2)生产线发动机前端面相对于水平面75°放置,利于花键对正及自定心;3)新增拧紧力矩110~180 N·m区间曲线斜率为1.1~1.7,最终拧紧力矩监控范围由120~250 N·m调整为190~240 N·m,保证失效拧紧被设备识别报警。
3 效果验证
经过2台3000次冷热冲击、2台800 h循环耐久、4台整车路试,皮带轮及螺栓均通过验证,未出现类似故障。截至当前,无减震皮带轮螺栓组件脱落类似失效故障,证明整改有效。
4 结语
针对减震皮带轮松脱问题,通过对失效螺栓及配合零部件进行匹配尺寸检测,识别异常尺寸,并对失效件的外观表现识别失效模式,分析失效原因,针对螺栓失效需要对拧紧工艺进行排查分析,通过对故障机的拧紧曲线及正常发动机的拧紧曲线对比差异并结合现场装配拧紧工艺,确定在装配过程中由于特殊结构花键存在未装配到位情况,致使螺栓拧紧后产生虚假螺栓力矩,在发动机运转过程中螺栓逐步反松,造成螺栓脱落,导致问题发生。
