探究装配钳工的主要技能及设备操作方法
2021-12-09何海洋
何海洋
摘要: 装配钳工不仅需要需要根据图纸来加工毛坯,还需要对零件进行切割、锉削、锉配、钻孔等操作,需要运用虎钳、锉刀、游标卡尺和百分表等工作,对钳工技能要求比较高。装配钳工要积极学习加工新技术,严格校准各个零部件,对零部件进行精加工,再根据图纸把零部件装配在一起,提升产品生产精度,降低返工率,帮助企业降低生产成本。
Abstract: Assembly fitters not only need to process blanks according to the drawings, but also need to cut, file, file, drilling and other operations, the need to use vice, file, vernier calipers and dial gauge work, relatively high requirements for fitters skills. Assembly fitters should actively learn new processing technology, strictly calibrate each part, finish the parts, and assemble the parts together according to the drawings to improve product production accuracy, reduce the rework rate, and help enterprises reduce production costs.
关键词: 装配钳工;主要技能;设备操作;技能提升
Key words: assembly fitter;main skills;equipment operation;skills upgrading
中图分类号:TK226+.3 文献标识码:A 文章編号:1674-957X(2021)23-0093-02
0 引言
虽然我国机械自动化技术不断发展,但是装配钳工依然是各类机械加工类企业不可或缺的人才,他们承担了机械产品装配、维修以及检验等工作,对机械产品加工质量有着重要影响。为了保证机械产品加工精度、提升企业经济效益,装配钳工要不断提升个人技能,首先要看懂装配图纸,严格按照图纸要求对毛坯料进行划线,确定零件加工尺寸,再进行进一步的锉削、钻孔、锯削等加工,掌握攻螺纹和套螺纹技能,此外,装配钳工还要熟练操作加工设备,利用虎钳、锉刀、镗床等机床进行加工,把不同设备组合在一起进行加工,全面提升加工和装配技能,注重日常锉配基本功训练,自主研发锉配基本功训练装置,不断提升个人技能,为成长为“大国工匠”做好准备。
1 装配钳工主要工作技能
1.1 划线技能
划线是装配钳工最基本的技能之一,也是装配零件的第一个环节,钳工需要先仔细研读加工图纸和加工样品,在毛坯或半成品上画出相应的加工线条,例如零部件每一个面、点的加工位置,加工基准点和基准线。一般来说,钳工是利用划线板、圆规或划针在材料上划线,划线可以确定工件的剩余加工量,需要把精度控制在0.25mm-0.05mm,保持划线工具的清洁。划线一般分为七个环节:第一,钳工需要看懂图样和样品,确定在工件上的划线位置;第二,需要确定划线的基准线;第三,需要根据加工要求对毛坯进行涂色,让线条更加清晰明显;第四,需要把工件固定在钳工操作台上;第五,进行划线;第六,参照图样对划好线条的工件进行核对;最后在线条上冲眼,完成整个划线工艺。
1.2 锉削技能
锉削是装配钳工的必备技能,也是加工半成品零部件、装配零部件时的核心技能,对钳工操作精准度要求比较高。锉削主要是对曲面、不规则形状的零部件进行加工,主要是使用锉刀进行加工,钳工在锉削时要控制好力度和幅度,避免锉削过度造成材料浪费,一点点打磨毛坯材料。钳工首先要坚持正确的锉削握法,用右手紧握手柄,用手柄顶端顶住掌心,再把大拇指放在手柄上方,其余四指握住手柄。左手中指和无名指要捏紧锉刀前端,大拇指压住锉刀头,食指和小指自然收拢,钳工要自然站立,右膝盖伸直,左膝盖随着锉削动作而屈伸。例如钳工在进行平面锉削时,主要采用顺向锉、交叉锉,顺向锉指的是锉刀运动方向和工件加持方向一致,主要运用在处理零件小面积锉平和工件最后的锉光,顺向锉的锉痕表平整、美观、整齐,是装配钳工精锉的是最常用的技能。交叉锉则是保持锉刀与工件加持角度大约为35°,锉痕交叉相错,锉刀和工件接触面积比较大,锉削时更加安全。
1.3 钻孔技能
钻孔是工件加工最常用的工艺,钳工需要利用钻床进行打孔,首先需要参照图纸确定钻空位置,在钻孔位置画出空位的十字中心线,然后在该中心线处标记上冲眼,但是要保证冲眼和十字线交叉点完成重合。钳工在起钻时要现在冲眼冲一个小坑,观察打孔位置是否准确,调整浅坑与打孔划线圆同心。钳工要随时观察钻头进给过程,当钻一些小孔或深孔时,要慢慢进给并及时退钻头清理铁屑,在即将打透孔位时,要慢慢减小进给用力,避免因为切削抗力导致钻头折断。如果工件打孔位置过多或钻孔深度比较深,要及时停下钻床进行散热,也可以滴加一些切削液来润滑钻孔位置,减小钻头和孔位之间的摩擦,延长钻床钻头的使用寿命。
1.4 锯削技能
锯削是加工大型工件时常用的加工方法,使用特制锯子去掉多余工料,用右手握住锯弓手柄,把大拇指压在食指上,左手控制好锯弓方向,使锯弓与工件保持一定角度,保持自然站姿,用右手往下压着锯弓前后拉扯左手轻轻翘起来,回程拉锯弓时右手微微抬起,频率不能太快,一般保持在每分钟40次左右。装配钳工在锯削时要控制好锯削的力度,尽量保持匀速拉锯,避免用力往下压锯条,如果锯条受力过大很容易折断,容易造成工伤,同时锯削时还要控制好直度,视线与锯条竖直线重合,避免锯削过程中偏离划线位置。
1.5 攻螺纹与套螺纹技能
攻螺纹主要是在工件上的孔洞中加工出内螺纹,这是装配钳工的基本功之一,在加工螺纹时要注意先对底孔孔位进行处理,先把孔位进行倒角处理、确定好孔位深度后再进行攻螺纹处理。装配钳工要注意调整螺孔位位置,让其中线保持垂直或水平位置,丝锥推入1-2圈就要检查一下螺纹是否准确,一旦发现螺纹出现偏离要及时拔出丝锥进行调整。套螺纹指的是用板牙或螺纹切头加工工件的螺纹,装配钳工作业前要先检查圆杆直径大小和端部倒角,并清理板牙排屑以及螺纹内的铁屑,运用硬木制的V形槽衬垫或用厚铜板作保护片来夹持工件,让板牙和圆杆垂直,慢慢扳动板牙加压,逐步套入3牙或4牙后停止加压,只是转动圆杆,适当进行反转,以便把铁屑带出螺孔,在使用钢制圆杆套螺纹时需要加入机油润滑,既可以减轻设备压力,也可以保证工件性能。
1.6 锉配技能
锉配涉及了钳工工艺、公差配合、机械制图、划线和钻孔等多种技能,不仅需要装配钳工熟练掌握基本的设备操作,还要求他们掌握复杂锉配和高精度加工技能。装配钳工要以凸件为基准,以凹件为配件,先对凸件外表面进行测量,可以先对凸件进行划线处理,标记出锉削和钻孔位置,保证加工精度,锉配时要坚持由外到内、由大到小、由平面到角度,有角度到弧度的原则进行锉配,确保准确完成每一道加工工序,保证每一个加工零件的精度,这样才能保证顺利把各个零部件组装起来。
2 装配钳工设备操作技巧
2.1 严格遵守装配图纸及装配工具操作要求
装配钳工要严格按照装配图纸进行加工,严格规范每一个操作过程,根据装配图纸尺寸、材料性能、技术数据等来设计加工方案,全面分析整个工件结构,明确各个部分的加工难度,先把整个工件分解为多个零部件,分别进行精加工。钳工在开始作业前需要先对设备进行检测,例如先让设备进行空转和负荷运转,观察设备各项数据是否达到安全生产标准,加工时要及时清楚台面上的铁屑和油渍,保障设备安全运转。例如装配钳工在钻孔操作时,要随时关注钻头位置、是否存在发热情况,观察孔位大小、深度是否标准,一旦发现孔位出现偏离,要立即停下钻床进行调整,确保钻孔加工符合装配图纸要求。装配钳工在钻孔时要严格遵守钻床操作规范,要先停车在对钻孔进度进行检测,确保安全生产,在钻孔时要把平口钳放置在工作台左侧,避免因为钻床震动导致平口钳落地伤人,钻孔时尽量先使用小钻头钻出大概的孔位,再用大钻头扩孔,延长钻头使用寿命。
2.2 掌握不同设备连接方法
装配钳工涉及螺杆连接、销连接、铆接和粘接连接,装配钳工可以根据不同加工需求来选择设备连接方式,保证加工精度。例如装配钳工在处理双螺母工件时,可以在加工前先安装薄螺母,然后再逐步拧紧螺钉、螺栓,让螺栓高出螺母2-3节距,方便后续加装后螺母,把螺母支撑面和紧固件紧密连接在一起。此外,还要注意销钉连接方式,先在工件上确定钻孔位置,再钻出圆柱形销钉,但是要保证二者之间公差符合图纸要求。装配工艺包括了很多加工工艺,装配钳工要熟悉各种设备连接和操作方式,根据装配要求、加工精度等灵活选择设备连接方式,既可以保证加工效率,又可以保证加工精度,为我国制造业转型升级贡献一份自己的力量。
2.3 研发钳工锉配基本功快速提高装置
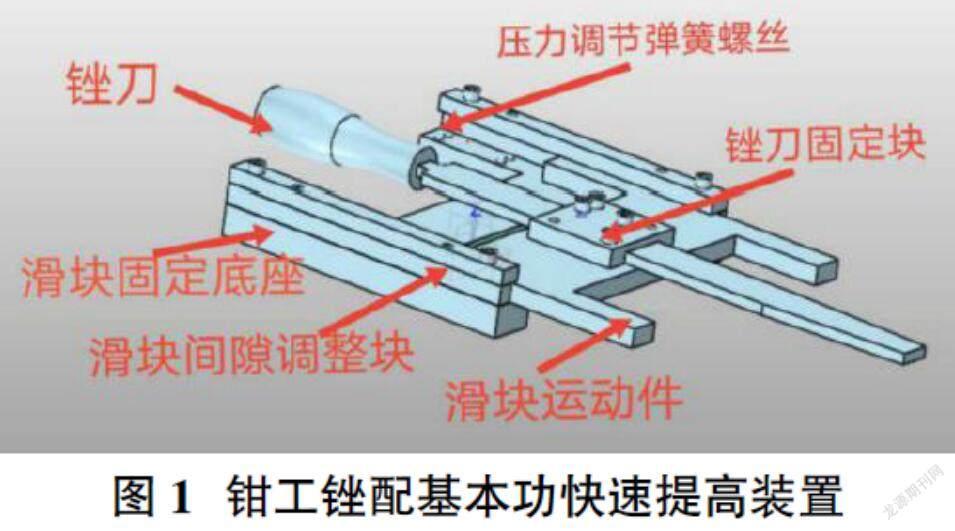
装配钳工是如今就业市场的香饽饽,更是一项熟能生巧的工作,为了帮助刚刚工作的装配钳工尽快提升个人技能,企业要积极组织骨干装配钳工研发锉配基本功快速提高装置,该装置结构如下图所示,方便年轻钳工进行训练。该装置主要是利用滑块运动来模拟锉削动作,有效解决新手钳工手法不稳的问题,滑块间隙可以调节,可以满足不同工件加工需求,钳工可以根据自己操作熟练度来自行调整间隙大小。此外,本装置还增加了多组弹簧,模拟不同锉削力的大小,当使用不同型号锉刀,工件锉削面大小和余量不一样时,可以通过增减下面弹簧来对应不同锉削力,大大方便了新手钳工自主练习,有利于帮助他们快速提升個人技能。如图1所示。
3 结语
装配钳工要紧跟我国智能制造转型步伐,不断学习新设备操作技术,读懂不同类型装配图纸,不断锤炼个人钻孔、锯削、锉削和锉配等专业技能,规范自己的每一个环节的操作,发挥工匠精神,贯彻精益求精、一丝不苟的职业精神,加强个人训练,提升攻螺纹、套螺纹、锉配和钻孔等基本技能的熟练度,节省工件材料,从而实现节约企业成本、提升企业经济效益的目标。装配钳工还要积极开展技术创新,积极研发锉配技工本快速提升装置,方便年轻钳工训练,还可以积极完善加工设备,提升自身科研能力,积极向“大国工匠”转型。
参考文献:
[1]吴磊.装配钳工的主要技能及设备操作研究分析[J].内燃机与配件,2021(02):22-23.
[2]张冬梅.装配钳工的主要技能及设备操作研究分析[J].农家参谋,2018(22):298.
[3]牛朝晖.装配钳工的主要技能及设备操作研究分析[J].山东工业技术,2018(04):77.
[4]苏昊.浅议装配钳工操作基本技能及其要领[J].中国新通信,2019,21(19):240.
