电弧熔丝增材制造铝合金零件中气孔的研究现状
2021-12-09聂文忠曾嘉艺李晓萱邱渭濠
聂文忠,曾嘉艺,李晓萱,邱渭濠
(上海应用技术大学机械工程学院,上海 201418)
0 引 言
铝合金增材制造零件在汽车、船舶、航空航天领域的轻量化结构中具有广阔的应用前景[1-3]。金属增材制造技术主要分为粉末床熔合法(Powder-Bed Fusion, PBF)和直接能量沉积法(Direct Energy Deposition, DED),前者的典型技术有激光选区熔化(Selective Laser Melting, SLM)和电子束选区熔化(Electron Beam Melting, EBM),后者的典型技术有激光近净成形(Laser Engineered Net Shaping, LENS)和电弧熔丝增材制造(Wire and Arc Additive Manufacturing, WAAM)[4]。与等材加工与减材加工相比,电弧熔丝增材制造生产周期短、材料利用率及设计自由度高。但是,由于电弧的高能量密度和材料本身的特性[5],电弧熔丝增材制造铝合金中会产生大量气孔,而气孔造成的应力集中会导致裂纹萌生和扩展,造成其力学性能变差[6-7]。因此,电弧熔丝增材制造铝合金中气孔缺陷的产生机理、影响因素及解决方案成为其研究热点。为了给致力于抑制和消除电弧熔丝增材制造铝合金零件气孔缺陷的研究者提供参考,作者对气孔缺陷的形成原因、影响因素和改善方法进行了综述。
1 气孔缺陷的形成原因
电弧熔丝增材制造铝合金中气孔缺陷通常由两种机制共同作用而形成,一种是铝合金液、固相中氢原子的溶解度差异,另外一种是铝合金凝固收缩过程中液、固相之间的体积差异。
氢原子在每100 g液体纯铝中的最大溶解量为0.65 mL,而在每100 g固体纯铝中的最大溶解量为0.034 mL,由于液、固两相之间的氢溶解度存在巨大差异,这成为导致电弧熔丝增材制造铝合金零件中气孔形成的主要原因[8]。在沉积凝固过程中,氢原子从固相中排出,经液/固界面进入液相,液相中含氢量不断增加,当不断增加的氢原子超过液相的氢溶解度极限时,氢分子气泡开始形成[9]。由于铝合金具有高导热性,熔池从底部向中心线快速凝固,气泡被凝固的金属捕获而形成气孔[10]。
在电弧熔丝增材制造铝合金的熔池凝固过程中,由于铝合金液、固相之间的密度不同,凝固收缩和枝晶臂供液不足导致液、固相体积出现差异,从而造成收缩性气孔的形成[9]。一方面,在熔池冷却过程中,因为液、固相的热收缩系数不同,固相会以更高的速率收缩,当液相有趋于与固相具有相同凝固速率的倾向时,拉应力会超过与液/固相界面相关的表面张力,液、固相之间形成空隙。另一方面,随着枝晶数量增多以及局部开始凝固,液相的流动阻力变大,从而形成收缩性孔洞[11]。
2 气孔缺陷形成的影响因素
由表1可以看出,不同工艺条件下电弧熔丝增材制造铝合金零件的力学性能表现出较大差异,这与组织中不同的气孔率有一定关系。LI等[20]研究表明,不同工艺参数下电弧熔丝增材制造铝合金零件具有不同的气孔率,导致其硬度、抗拉强度、屈服强度和断后伸长率表现出较大的差异。
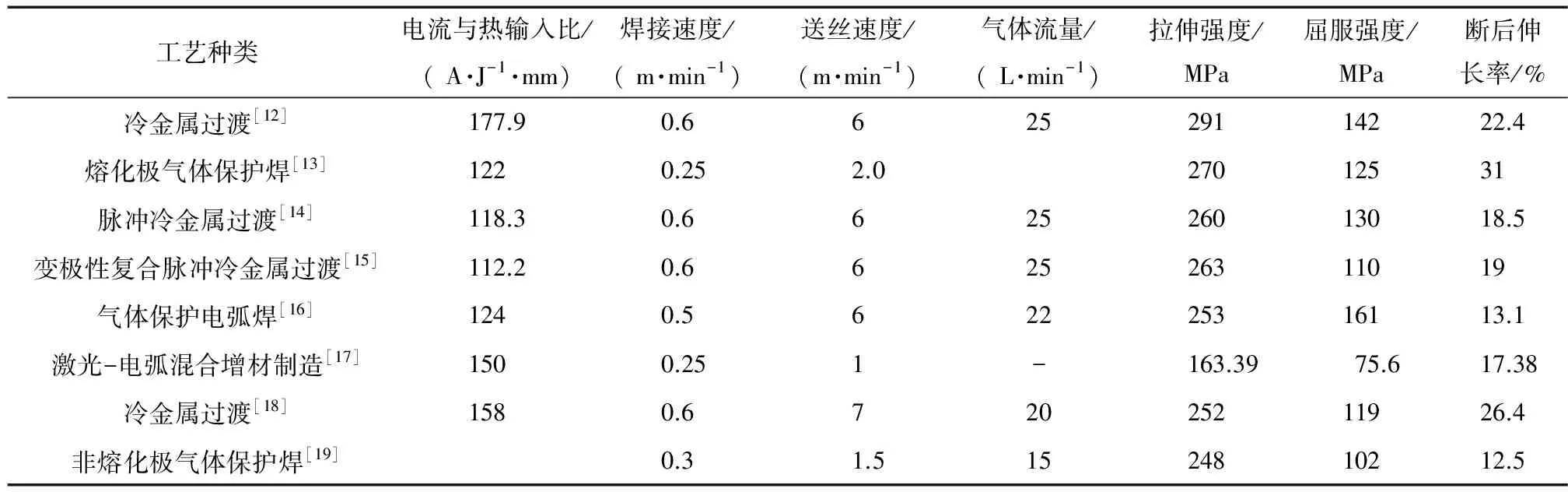
表1 不同工艺条件下电弧熔丝增材制造铝合金零件的力学性能Table 1 Mechanical properties of aluminum alloy parts by wire and arc additive manufacturingunder different process conditions
2.1 保护气体
DING等[21]研究发现,保护气体中水分所含有的大量氢原子会提高电弧熔丝增材制造铝合金中气孔形成的可能性,保护气体流量可通过影响熔滴转移过程和熔池形状改变气孔的形成概率。在电弧熔丝增材制造铝合金过程中,有些保护气体可能会与原材料发生反应生成杂质,导致零件中产生气孔。LI等[20]研究发现,在氮气保护下电弧熔丝增材制造铝合金中含有大量片状氮化物,这些片状氮化物成为气孔的形成位点,从而降低了零件的塑性和抗拉强度。电弧熔丝增材制造铝合金中气孔数与保护气体的成分有关。许良红等[22]研究发现,当保护气体为纯氩气时,电弧熔丝增材制造铝合金中气孔数为12个,而当保护气体为体积分数30%氩气+70%氦气时,气孔数为4个。NUEZ等[23]研究发现,与保护气体为氩气-氦气二元混合气体时相比,保护气体为氩气-氦气-氧气三元混合气体时电弧熔丝增材制造铝合金中的气孔率更低,而且随着氦含量的增加,熔池的流动性增强,为氢的逸出创造了有利条件,气孔率进一步降低。JURI等[24]采用体积分数97.5%氩气和2.5%CO2的混合气体作为保护气体,电弧熔丝增材制造铝合金的组织均匀,无明显气孔缺陷。
2.2 金属丝材
金属丝材表面的污染物不仅含有大量氢原子,而且会影响电弧熔丝增材制造过程中电弧的形状,导致电弧燃烧不稳定;不稳定的电弧既会破坏保护气氛的稳定性,又会扰乱熔池,增加铝合金熔融过程中熔池从外部吸收氢原子的概率,造成铝合金中气孔数量增多[25]。GU等[26]研究发现,电弧的高温使丝材表面的油脂碳化形成碳化物,气孔易在这些碳化物处形成,导致电弧熔丝增材制造铝合金的气孔率增加。
金属丝材的表面粗糙度变化会影响熔池中的氢含量和电弧形状,从而改变电弧熔丝增材制造铝合金的气孔率。金属丝材表面粗糙度的降低会增加其表面积,为污染物的附着提供条件,从而导致气孔率提高[25]。
金属丝材中的合金元素也会影响电弧熔丝增材制造铝合金的气孔率[26]。金属丝材中的合金元素不仅通过元素挥发造成气孔的产生,而且合金元素的不同也使氢溶解度有所差异,从而影响铝合金中的气孔数量[27]。TODA等[28]研究发现,2系铝合金丝材增材制造的铝合金零件中存在高密度的微孔,而使用纯铝丝材制造的零件其微孔密度要低得多,可见金属丝材中合金元素会影响气孔的形成。
2.3 焊接速度和送丝速度
焊接速度不同会使电弧熔丝增材制造铝合金零件中气孔数发生变化[29]。AZANAS等[30]研究发现,随着焊接速度的降低,熔池流动性变差,表面质量降低,气孔数量增加。ZHOU等[31]研究认为,焊接速度增大后,虽然单位时间内的热输入不变,但单位面积的热输入减少,熔池凝固速率增加,熔池深度变浅,从而抑制气孔的产生。WANG等[32]研究发现,在电弧熔丝增材制造铝合金过程中,较低的送丝速度下形成的熔滴较大,热输入增加,导致晶粒尺寸明显增大,气孔率提高。
2.4 热输入
铝合金的氢溶解度随温度的升高而增大,热输入越高,能够吸收的氢原子也越多[33-34]。较低的热输入可以有效保留微观组织中的一些异相粒子,这些异相粒子可以作为形核质点,促进细小晶粒的形成,而晶粒尺寸越小,形成气孔的可能性越低[35-38]。ANYALEBECHI等[9]认为,枝晶生长与气孔成核率之间存在竞争关系,生长的枝晶越少,气孔成核率越高。热输入通过影响晶粒尺寸和枝晶的形成,改变电弧熔丝增材制造铝合金零件中的气孔率,进而影响铝合金零件的力学性能。WANG等[39-40]通过调节工艺参数降低热输入,使晶粒从等轴晶变为柱状晶,气孔的形态得到改善,数量减少。WU等[41]通过低频脉冲电流减小电弧熔丝增材制造过程中的热输入,改善了铝合金的显微组织,减少了气孔数量,提高了零件的抗拉强度和屈服强度。
合适的电流、电压可保证在电弧熔丝增材制造中具有较低的热输入,并使零件中形成较少的氧化物,从而降低零件中的气孔率[42]。较低的热输入不仅可以有效细化晶粒,而且可形成合适的熔池形状,从而有助于改善气孔缺陷[43]。虽然铝合金表面氧化层对氢扩散具有阻碍作用,同时很容易吸收空气中的氢原子和水分,导致氢含量进一步增加,但是交替极性的电弧对丝材末端有显著的氧化物清洗效果,氧化物中的气孔成核点被有效消除[44]。此外,可通过脉冲性电流促进熔池的流动性来降低电弧熔丝增材制造铝合金中气孔的数量[45]。
2.5 轧制、热处理和层间冷却工艺
轧制可有效消除电弧熔丝增材制造铝合金零件的气孔[46]。在轧制过程中,电弧熔丝增材制造铝合金气孔中的氢分子分解为氢原子融入到铝合金中,氢原子可能被重新分配到位错或间隙晶格中,并通过位错运动到零件表面,由于弹性变形会破坏其表面氧化层,因此氢原子得以释放[47-49]。GU等[46]研究发现,在轧制力为15 kN时,大部分小尺寸气孔闭合,轧制力增大到45 kN时,大尺寸气孔被压平并得到有效闭合,仅剩下部分极小直径的气孔,说明随着外加轧制载荷的增加,气孔缺陷得到有效消除。轧制能有效改善电弧熔丝增材制造铝合金中的气孔缺陷,从而提高零件的力学性能[50]。但是,轧制造成的零件弹性变形会导致气孔重新出现[51]。
对于可热处理的铝合金,在高温作用下,零件中会出现次生孔隙,通过迁移合并和奥斯特瓦尔德熟化(Ostwald Ripening,OR),这些次生孔隙会形成气孔,而且原气孔形状也会发生改变[30,49]。热处理会影响电弧熔丝增材制造铝合金零件的气孔数[46]。在对电弧熔丝增材制造铝合金零件进行热处理的过程中,大量的初生共晶相溶入铝基体中,而共晶相颗粒熔化后留下的空位会使零件出现新气孔;在位错释放、空位迁移和局部应变恢复等影响下,随着温度的升高和保温时间的延长,产生的热膨胀应力会驱动空位运动和合并,气孔周围的基体发生蠕变变形,空位和氢原子向局部最大气孔的方向聚集,导致小气孔变得更小,大气孔变得更大[52-54]。GU等[46]认为,在热处理过程中,氢气会从气孔中释放出来,这时孔内压力降低,为了维持孔内压力和表面能的平衡,氢气孔通过改变气孔形状来降低表面能,而气孔形状对零件力学性能具有很大影响。经热处理后电弧熔丝增材制造铝合金的抗拉强度和屈服强度提高,断后伸长率下降[55-57]。
为了降低气孔的形成概率而提高零件的力学性能,WU等[58]开发了一套层间冷却装置应用到电弧熔丝增材制造过程中,该装置利用保护气体覆盖区域伴随焊嘴移动来进行层间冷却,可准确控制层间温度和热循环过程,使成形层的表面氧化物减少,组织中的位错密度增加,有效改善电弧熔丝增材制造铝合金的微观结构和气孔缺陷,使零件具有良好的力学性能。
3 结束语
电弧熔丝增材制造铝合金中的气孔缺陷与液、固相中氢溶解度差异和铝合金凝固收缩过程中液、固相体积差异有关,保护气体、焊接速度、送丝速度、金属丝材、热输入、轧制和热处理等影响气孔的形态和数量。改善工艺条件,可以减小液、固相中氢溶解度差异和铝合金凝固收缩过程中液、固相体积差异,降低气孔率,提高力学性能。为了进一步改善电弧熔丝增材制造铝合金零件的气孔缺陷,今后的研究方向应主要集中在:液、固相中氢溶解度差异和凝固收缩过程中液、固相体积差异是铝合金的固有性质,应通过改变铝合金的合金成分来有效改善气孔缺陷;工艺参数应随工艺设备和制造条件进行调整,保证电弧熔丝增材制造铝合金的气孔率最低,从而提高零件的力学性能;将电弧熔丝增材制造铝合金的工艺条件标准化,这对于电弧熔丝增材制造铝合金的可持续发展具有重要意义;在电弧熔丝增材制造设备中集成传感器,智能化控制电弧熔丝增材制造过程,是电弧熔丝增材制造的发展趋势。
