S1-262A管螺纹车床传输架改造
2021-12-06张建中
摘 要:钻铤从上料架到传输架困难、对中气缸举升力不足、待加工钻铤尾部摆动,待加工钻铤中心线与车床主空心轴的中心线重合性差,影响钻铤螺纹质量,这三个方面都制约着6?钻铤及以上的规格钻铤加工的主要因素,随着塔里木油田各勘探公司的开发任务加重,大钻铤保供的时效性也愈加突显,解决车床加工大钻铤的任务迫在眉睫。
关键词:钻铤;传输架;举升力;自锁机械装置
库尔勒管具技术服务分公司塔中基地位于塔克拉玛干沙漠的腹地,担负着沙漠深处塔中区块钻具保障任务,具有钻具无损检测和加工、收发的基本保障功能,是库尔勒管具公司对塔里木油田沙漠腹地的重要支撑,对塔中区块钻井开发的钻具保障起着不可或缺的作用。
基地目前的普通螺纹车床S1-262A车床由于当时安装条件和技术的限制,导致在使用过程中,仅能加工钻杆和和5寸以下的钻铤,目前基地在塔中区块钻具保障业务愈来愈重,钻具规格也越来越多,尤其是6?以上的大钻铤,随着各个勘探公司的开发任务加重,大钻铤保供的时效性也愈加突出,解决车床加工大钻铤的任务迫在眉睫。
针对S1-262A车床不能车削大钻铤问题,公司成立了攻关小组,经过实地调研、测量和计算,从易到难需要解决以下几个方面的问题:
1. 解决钻铤的从上料架到传输架的困难,原先的上料架呈水平状态与传输架连接,如果是钻杆和光钻铤,也容易手动滚到传输架;如果是螺旋钻铤,螺旋钻铤本体有三道槽,摆放在上料架上,靠手动滚到传输架比较困难。
解决方案:经过多次试验,把原来呈水平状态的上料架,一端支撑升高,使上料架的斜面与水平面成15°夹角,充分利用螺旋钻铤的重力分力,使螺旋钻铤从上料架到传输架变得容易,这样就利用上料架结构的改变,解决了钻铤上料难的问题。
2. 钻铤到了上料架后,钻铤加工原对中气缸举升力小,不足以举升9寸钻铤(25.5Kn/根)的对中要求。
解决方案:原气缸型号为HYB200*200-MF1,在工作气源0.6MPa时,气缸的举升力18.8Kn;经过计算和安装部位测量,计划增大气缸缸径到250mm,更换型号为QGB250*350-FA-Y活塞式气缸,此气缸在工作气源0.6MPa时,举升力为29.4Kn,待修螺旋钻铤最大规格为9寸钻铤,其自身重量25.5Kn,新换气缸满足待修钻具最大规格对中的举升力,现场固定气缸支座,投入使用,满足待修钻铤的举升力的要求。
3. 举升气缸更换后解决了待修钻铤举升力不够的问题,但在钻铤车削加工的过程中发现待加工钻铤尾端摆动幅度超出车床加工规定范围,这样会影响螺纹车削精度,影响钻铤使用质量,钻铤尾端摆动问题不解决,前面的改造就会前功尽弃。
经过仔细观察发现,钻铤自身长度一般约为9米,螺纹质量保证前提之一就是,待加工钻铤中心线须与车床主空心轴的中心线最大程度重合,钻铤尾部上下波动,就会影响待加工钻铤的中心线的方向,经过现场勘查发现钻铤尾部晃动原因是气源压力波动影响的结果,车床使用的气源使用一台型号为B-40A的康克尔螺杆空压机供气,气源压力0.6-0.8MPa,由于基地检测车间、待发料管具内壁吹扫等用气量比较大,气源压力波动常态存在,经过仔细研究,待加工钻铤的举升由气动气缸完成,等到对中完成后,采用机械自锁装置锁定中心,这样气源的波动就不会影响待加工钻铤的中心了。
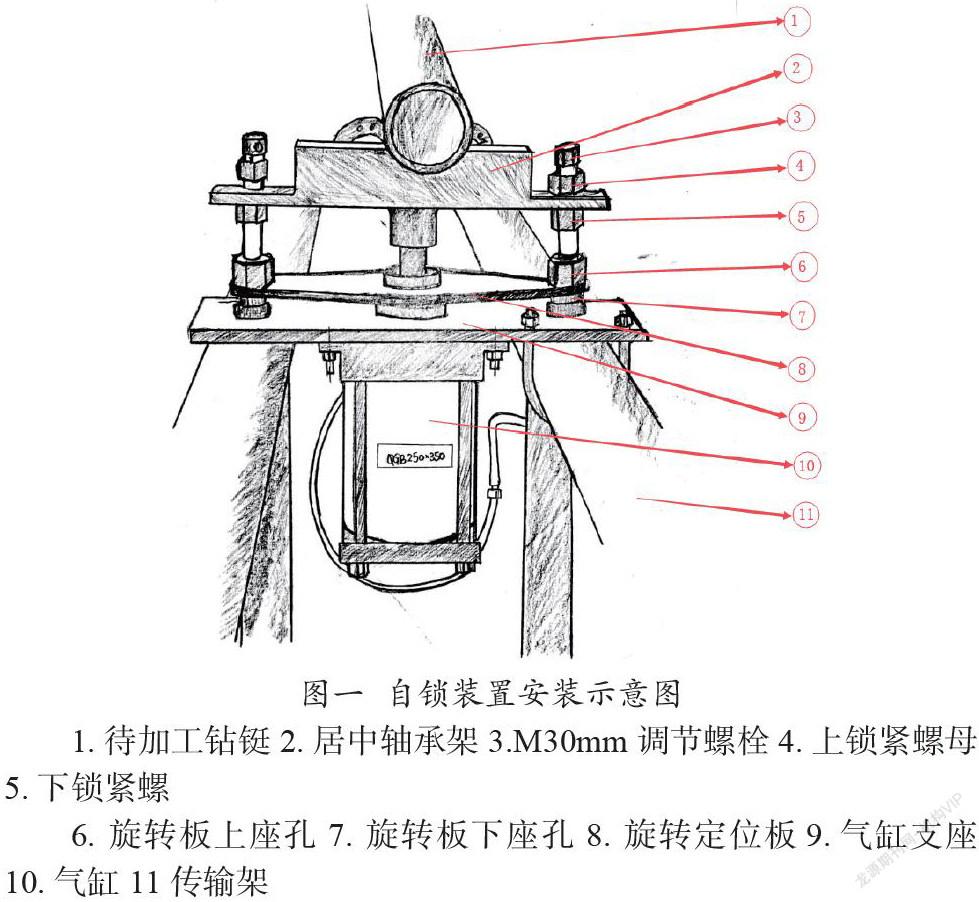
解决方案:在气缸上部的居中轴承架的两边设置两个对称M30*1.5细扣螺栓,考虑到两个细扣螺栓主要起支撑定位作用,市场上的普通钢级4.8螺栓就足够(抗拉400N/mm?,屈强比0.8),螺栓在支架的上下部设自锁螺母;安装一个厚度为25mm的旋转定位架在气缸伸缩杆上,旋转定位架中心孔直径大于气缸伸缩杆直径10mm,上下各加高10mm垫圈,垫圈厚度10mm,可以自由转动,并在两端设置直径?50mm高度约30mm座孔,方便细扣螺栓坐在座孔内定位,定位旋转板的下部也设置?50mm高度约10mm座孔,与气缸固定座硬接触(见图1),在加工钻铤时,气缸的伸缩杆升起定位,旋转定位旋转板到定位位置,再调节两头M30螺栓使螺栓端坐到定位板的座孔内,两头M30mm洗扣螺栓就起到机械支撑作用,由于是机械自锁,也就不受气源波动影响;在加工结束时,调节两个?30螺栓使螺栓端脱离定位板的座孔,旋转定位板到空位,气缸伸缩杆缩回,钻铤螺纹加工完成下料。
以上三个拦路虎解决后,S1-262A车床的钻铤加工能力达到了最大化,解決了仅能加工钻杆和和5寸以下的钻铤,而不能加工6?以上的大钻铤,再也不需要把大钻铤拉运到300公里以外去加工,就每年的运输一项就可节约10万元,塔中区块的钻铤保障服务得到了有效改善,最主要的是通过对气缸的伸缩杆加设机械自锁装置,彻底改观了待加工钻铤尾部摆动,中心不稳的问题,保证螺纹加工质量,经过一段时间实际操作,从现场使用表明,此次该做是成功的,目前公司已在三个生产基地进行推广,取得了很好的质量效果和经济效益。
参考文献:
[1] QGB国标气缸标准
[2] 标准件选用手册(2015版)杨宏艳、寮丽华、钟华玉
[3] GB/T5783-2000 六角螺栓全螺纹
[4] GB/T3098.1 -2000 机械性能 螺栓
作者简介:
张建中(1972-),男,汉,陕西礼泉,工程师,现从事石油钻井管具技术服务。
