90°外圆车刀的刃磨技巧及应用研究 Research on Grinding Technique and Application of 90° Cylindrical Turning Tool
2021-11-30王智能WANGZhi-neng解景浦XIEJing-pu程青鹏CHENGQing-peng
王智能WANG Zhi-neng 解景浦XIE Jing-pu 程青鹏CHENG Qing-peng

摘要:车床加工范围广,灵活性强,一直被机械加工企业广泛应用,使用到的刀具统称车刀。车刀质量的好坏直接影响零件加工质量、切削性能效率以及车刀使用寿命。新车刀和长时间使用磨钝后的车刀,都需要对各刀面及切削刃进行刃磨,目前车刀大部分还是靠人工在砂轮上刃磨,因车刀各刀面结构及切削刃角度复杂,一般操作者很难磨制出合格好用的车刀,车刀的刃磨对操作者的技术和经验要求很高。经过多年车刀刃磨实践和经验总结,本文介绍常用90°车刀的刃磨方法及注意事项。
Abstract: Lathe has wide processing range and strong flexibility. It has been widely used by machining enterprises. The tools used are collectively referred to as turning tools. The quality of turning tool directly influences the machining quality, cutting performance and service life of turning tool. Both the new turning tool and the dull turning tool used for a long time need to grind the knife surface and cutting edge. At present, most of the turning tool is grinded manually on the grinding wheel. Due to the complex structure of the knife surface and cutting edge angle of the turning tool, it is difficult for the general operator to grind the qualified and easy-to-use turning tool. The grinding of the turning tool requires high technology and experience for the operator. After many years of grinding practice and experience, this paper introduces the common 90° turning tool grinding method and notes.
關键词:车刀;磨法;注意事项
Key words: turning tool;grinding method;notes
中图分类号:TG659 文献标识码:A 文章编号:1674-957X(2021)22-0094-02
0 引言
车床加工范围广,灵活性强,一直被机械加工企业广泛应用,使用到的刀具统称车刀。车刀质量的好坏直接影响零件加工质量、切削性能效率以及车刀使用寿命。新车刀和长时间使用磨钝后的车刀,都需要对各刀面及切削刃进行刃磨。磨制出合格的车刀,首先,需要从车刀的原理、结构入手,然后选择合适的砂轮片,安装在砂轮机上启动进行刃磨,其次是进行车刀角度检验试切,最后修磨达到使用要求。
1 车刀常用材料、组成、角度及功用
1.1 车刀的材料及要求
车刀头是车刀的重要组成部分,在金属的切削中承担着主要加工支撑和剥离作用,因此刀头切削部分的材料应具有高硬度,还必须具有很高的热硬性、耐磨性、较好的焊接性及良好的金属工艺性能。车刀常用的材料有各种类型的硬质合金、高速钢及陶瓷,其中高速钢和硬质合金车刀是机修车间及生产线上应用最广、性价比最高的两种切削材料的刀具。
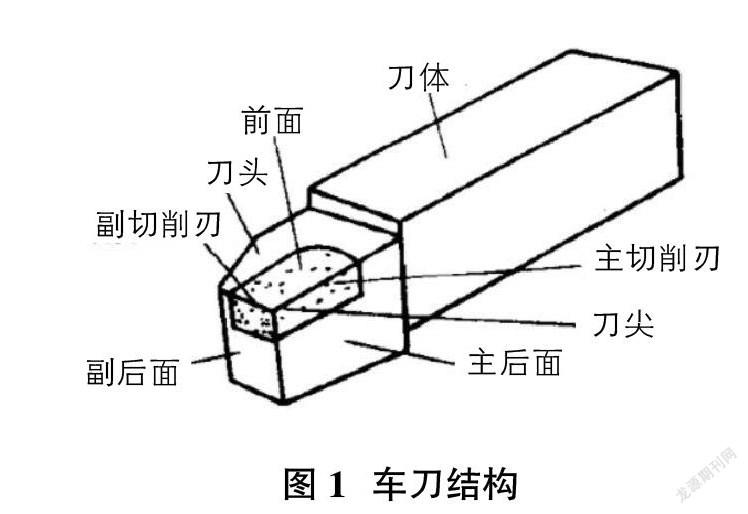
1.2 车刀的结构(如图1所示)
90°车刀的组成:前刀面、主后刀面、副后刀面、主切削刃、副切削刃、刀尖等。
1.3 车刀的角度 如图2所示,包含前角、后角、主偏角、副偏角、刃倾角。
1.4 功用 常用来车削工件的外圆、端面和台阶。
2 刃磨车刀时砂轮的正确选择
2.1 砂轮的种类
砂轮按用途不同,其形状、大小、薄厚、材料、硬度、粗细、旋转方式等要素很多,磨削车刀常选用平形砂轮,通常磨削刀具用的是白色氧化铝和绿色碳化硅两类砂轮;白色氧化铝砂轮又称白刚玉砂轮,多呈白色,磨粒韧性较好、不易脱离,其磨削尖角较为锋利,但硬度低,主要磨削硬质合金车刀的刀杆部分和高速钢车刀;碳化硅砂轮多呈绿色,磨粒硬度高、刃口锋利,其磨粒自脱性较强,脆性大,且损耗较快,主要用于磨削焊接的硬质合金车刀刀头和脆硬钢。
2.2 砂轮的选用原则
通常磨削高速钢和硬质合金车刀刀杆部分,选用白色的氧化铝砂轮较为合适;而磨削硬质合金车刀的切削部分,则选用绿色的碳化硅砂轮较为合适;粗磨普通车刀时应选用粘结砂轮的沙粒颗粒较大、但粒度较小的粗砂轮(36~60粒),精磨车刀时宜选用颗粒较小、但粒度较大的细砂轮(80~120粒)。
2.3 砂轮的修复
磨削前用金刚石笔、砂条或砂轮修整刀,对砂轮外圆柱面及侧面进行修复平整,消除椭圆度。修整外平面时修复具逐渐靠近砂轮,并来回定尺平行移动,一定要让砂轮找修复用具,绝不能让修复用具去找砂轮,产生弹跳,否则,砂轮的平直度和圆周很难保证,动平衡不好,修复效率低,安全也难保证。
3 车刀磨削的方法步骤
常用90°外圆焊接车刀的手工磨削,通常可分为,刀杆和刀头两部分,其中刀杆在白色的氧化铝砂轮上磨削,磨削要求以刀头在切削加工时不碍事和传递刀头刚度为原则;而刀头的切削部分宜选在绿色的碳化硅砂轮上磨削,首先粗磨、然后精磨,要分开;其主要磨削主后刀面、副后刀面、前刀面及其焊瘤、焊渣,保证切削加工时根据材料不同,磨出合理的几何角度。①磨削刚开始时先磨去车刀前刀面、主、后刀面上的焊渣,粗磨时先磨主后面,手法是刀杆尾向左偏移,刀杆与砂轮轴线之间成略小于90°的夹角,同时一并磨出主偏角,前刀面向磨削者怀里转6~8°,以减小车刀和砂轮之间的摩擦力,保护刀尖在可控的视线范围内,形成6~8°主后角。接着磨削副后面,将刀杆尾部向右偏斜6~8°,使刀杆与砂轮轴线之间成一定的角度,同时刀杆尾部向下压5~8°,把刀杆稳住保持这两个角度,从副后面右下角开始轻触砂轮,即可一并磨出副后角和副偏角。刀尖朝上再磨前刀面,同时小心磨出正确的前角1~3°。②当精磨时要用修复砂轮的金钢笔或砂轮修整器修复砂轮外圆柱面,保证砂轮平整和运行稳定、磨粒尖角锋利且磨削率高。先修磨前刀面,注意要把刀尖朝上,方便观察、保证前刀面光滑,还在同一个平直的面上;其次再修磨主后刀面、副后刀面,磨削后要保证主切削刃口平直、刀尖最长、最前、上刃、锋利、无崩刃、卷边;最后右手握车刀前部作为支点,左手转动刀杆尾部,修磨其刀尖圆弧过渡刃,强化使用寿命。③磨削断屑槽:断屑槽在整个切削过程中起断屑作用,同时保证排屑方向和顺畅。为使切屑卷曲规范断裂,通常在车刀前刀面磨出断屑槽;磨断屑槽时,先把砂轮的外圆柱面与端面的交汇角,用金钢笔或砂轮修整器将交汇角修整成相吻合的尖角或圆弧角;磨削时刀尖向上移动,磨点位置应跟刀尖、主切削刃边缘离开几毫米平行距离;用力要轻,移动要稳、准,而且方向要正,眼睛要盯着刀尖的移动范围和刀杆尾部的平行位移,防止偏斜而磨伤主切削刃及前刀面。④磨削主切削刃负倒棱:为增加刀具强度,延长刀具的使用寿命,硬质合金车刀刀头一般都需磨出负倒棱;磨削负倒棱时用力要轻,且磨削量很小,车刀要沿主切削刃的后端向刀尖方向摆动。它是磨削车刀的最后一步,站姿要稳,集中精力,磨削一定要小心谨慎,轻触忌重压,控制好角度,防止砂轮损伤已磨好的刀面和刃口。
4 磨削车刀的操作要领
①磨削车刀时,操作者要站在砂轮的侧面,不能正对砂轮片,以防磨削过程中砂轮意外破碎,飞出伤人;同时在磨削车刀前,先观察砂轮机周边环境和道路是否通畅,设备安全状况是否良好,防护眼镜是否戴好,冷却水是否备好,再启动设备,待砂轮运转正常后,即可开始磨削。②磨削时两手握刀尽量远点,右手握住刀杆的前端,左手握住刀杆的尾部;磨削者两臂要自然夹紧腰部,身体略微弯曲并向前倾,重心落在两脚上;磨削过程要平稳,左右慢慢移动要均匀,尽量减小磨削时的抖动,保证刃口的平直度和合理的角度。③磨削主后刀面时刀杆向身体偏转一个主偏角的角度6~8°,刃磨时,车刀的切削部分要摆放在砂轮的水平中心位置。目测到位后,车刀轻触砂轮外平面,注意要沿砂轮水平方向左右缓慢、匀速移动磨削。车刀需离开砂轮时,手要减小压力,同时车刀磨削部分一要有意识的向上抬起,防止磨好的刀刃被不当的退出方式碰伤。④磨削副后面时刀杆尾部向右偏转一个副偏角的角度,并把刀头翘起6~8°,照此手法可一气将副后角、副偏角磨出。⑤修磨刀尖圆弧时通常以右手握前端为支点,左手以右手为支点匀速转动车刀的尾部,让刀尖圆弧在砂轮上自然磨成。
5 车刀磨削的注意事项
磨削车刀,既要保证磨削角度和质量,又要保证操作者的安全,磨削时应注意以下几点:①车刀磨削时,磨削处必须掌控在砂轮水平中心线上。刀尖向上翘约3~8°,车刀接触砂轮外平面,应作左右方向水平缓慢移动;当车刀要离开砂轮时,刀尖需向上抬起,同时压低刀杆,快速退出,以防磨好的刀刃被砂轮碰伤。磨削主后面时,刀杆前面向身体转过一个主偏角的角度;磨削副后面时,刀杆尾部向右偏过一个副偏角的角度,并把刀杆尾部下压约6~8°,照此手法,两手握稳刀杆从副后面右下角往上磨,可一气将副后角和副偏角同时磨出;并观察火花的一致性,退出后要目测各切削刃是否完全磨好,主副切削刃是不是都磨成直线,刀尖是不是最长的。②硬质合金车刀在磨削时,不允许把发热的刀头直接放入水中冷却,但可把刀杆插入水中让其逆冷,以防刀头速冷而爆裂;磨削高速钢车刀,刀头必须随时快速入水冷却,以防退火,降低其切削性能和缩短寿命。③磨削车刀时,双手分工握稳车刀,轻触砂轮外平面,并作水平方向左右缓慢移动,以免砂轮表面出现凹坑或偏斜,直到磨削出的車刀角度及各面都有足够的支承强度和表面光洁,无退火烧伤现象,试车时达到切削顺畅且耐用。
6 结论
经过对常用车刀材料、组成、角度的认识了解,选用合适的砂轮,并用熟练的手法,正确的刃磨出车刀的主后面、副后面、前面以及排屑顺畅的刃倾角,同时还要保证刃磨车刀的安全注意事项和操作者的人身安全,以此来完成车刀的刃磨工作。
参考文献:
[1]乐崇年,陈元峰.成形车刀在数控车床加工中的应用[J].机械制造,2021,59(04):60-62.
[2]毛青.车刀刃磨基本要领[J].山东工业技术,2019(01):7,19.
[3]马俊,丁伟超,王志成,朱涛,赵秋涵.典型车刀的手动刃磨工艺与实践[J].科技视界,2018(05):68-69.
[4]谭进瑜,黄伯志,吴福辉.浅析90°外圆车刀的刃磨工艺[J].中国设备工程,2017(08):66-67.
[5]戴桂芳.刃磨90°外圆车刀实训教学案例[J].中国教育技术装备,2013(34):119-120.
猜你喜欢
杂志排行

内燃机与配件的其它文章
- 纯电动汽车坡道起步防溜系统及控制策略的研究 Research on the Anti-Slip System and Anti-Slip Control Strategy of Pure Elect
- 气缸套网格状激光淬火机床设计 Design of Grid Laser Quenching Machine Tool for Cylinder Liner
- Arduino在汽车CAN通讯中的应用研究 Research on the Application of Arduino in Automobile CAN Communication
- 内燃机零部件结构设计及应用研究 Structural Design and Application Study of Internal Combustion Engine Components
- 汽车智能熄灯保护系统的开发 Development of Intelligent Lights-off Protection System for Automobile
- 基于Workbench的炭罐电磁阀流量特性分析与优化 Analysis and Optimization of Canister Purge Valve Flow Characteristics Based on Workbench