关于航天薄壁框架类零件数控加工变形抑制方法的研究 Research on the Suppression of Thin-wall Frame Parts
2021-11-30饶凤RAOFeng
饶凤 RAO Feng

摘要:本文主要研究对象为航空薄壁框架类零件在数控加工过程当中所产生的变形抑制为题,同时针对相关加工工艺、装夹方式、切削线路展开分析,从而获取到产品数控加工变形相关影响原因,并提出优化方向,对整体加工工艺加以改进的同时,提出切削线路优化方式,以期为相关从业人员提供有效参考。
Abstract: The main research object of this paper is the deformation suppression of aviation thin-wall frame parts in the CNC processing process, and analyze the relevant processing process, loading mode and cutting lines, thus obtain the influence causes of the NC processing deformation, propose the optimization direction and improve the overall processing process, so as to provide effective reference for relevant practitioners.
关键词:薄壁框架零件;数控加工;变形抑制
Key words: thin-wall frame parts;CNC machining;deformation suppression
中图分类号:TH16 文献标识码:A 文章编号:1674-957X(2021)22-0071-02
0 引言
在数控机床加工航空的薄壁结构件之前,应在辅助设计工程项目的分析方法中对变形状态进行有效分析,同时对危及整体结构的要素进行分析,防止零件变形。在此基础上,航空单位应制定结构件变形对策,改进结构件,确保飞机的整体性能。
1 影响零件加工精度的因素
在机械加工的整个过程中,由数控车床、夹具、刀具和产品工件组成的详细加工工艺系统软件。在整个过程中,危及零件加工精度的因素很多。依次对详细的加工工艺系统软件进行分析,得出影响零件精度的关键因素是数控车床本身的精度、数控车床的热变形、整个过程中产品工件的装夹变形,夹持力和刀具精度,切削力和切削热引起的变形以及整个过程中零件内应力释放引起的变形(图1)。在所有危害精度的要素中,夾紧变形对零件精度的危害更大,其次是加工工艺系统软件的热变形和内应力的释放。上述变形与整体加工工艺、装夹方式和切削路径直接相关。下面将对以上三点进行分析和改进,完成加工变形抑制。
2 航空薄壁结构件数控加工变形原因
航空的薄壁结构件在数控机床中变形是不可避免的,变形的方式非常不稳定。根据对结构件变形时间、极限和危害的分析,区分结构件的变形类型。关键点包括结构件的局部变形和外观设计的整体变形,结构件局部变形的关键是结构件加工和切割的全过程引起的,变形后主要表现为刀具局部弯曲或屈服等,多为机床与产品工件的接触部位引起,另外,航空的薄壁结构件刚性较差,也会造成零件局部变形,零件规格存在一定差异,零件外观会稍差。其次,零件设计的整体变形主要表现在加工后的扭曲和弯曲,在比较短的时间内也会发生变形。造成这种情况的直接原因是:原材料经过激光切割后,其自身的热应力会分布,加工过程中温度也会发生变化,自然环境会发生变化,结构的外观设计也会随之发生变化。此外,热胀冷缩也是造成结构整体设计变形的重要原因。在某种特殊温度下,如果加工生产车间的温度、零件运输的温度和生产中后期车间的温度不能保持一致,则无法处理热量,引发收缩和扩张的问题,只有合理处理了上述情况,才能对航空薄壁结构件数控机床的变形问题进行合理的处理。
3 航空薄壁结构件数控加工变形控制思路
针对数控加工航空薄壁结构件时的变形问题,可以基于有限元技术,基于商业服务软件ANSYS,评估变形与变形之间的关系,全方位评估变形、应力之间的关系。此外,还需要对结构线、离散系统的个体行为及其瞬时动力学模型进行分析,以充分掌握结构与载荷之间的联系。在基本建筑结构件的物理模型中,应强调关键点,其余部分可在具体结构件的基础上建模。事实上,物理模型一直处于最佳状态,只有在这样的条件下才能保证结构件的安全系数,对于弯曲零件,弯曲刚度和平面视图刚度相对较弱。如果在整个加工过程中遇到切削力和夹紧力,就会发生变形,根据工程力学基本变形理论的分析,原材料受外力作用会发生变形,当地应力超过原材料的屈服强度时会发生塑性变形。对于环件,轴向变形一般为椭圆形,必须分析以下几点:一是热应力,必须根据结构中的原位应力状态分析加工变形的规律;二是切削力,数控机床加工的全过程和主要切削参数的选择分析零件的切削力;第三是夹紧极限,在选定的夹紧位置下分析零件的夹紧力。
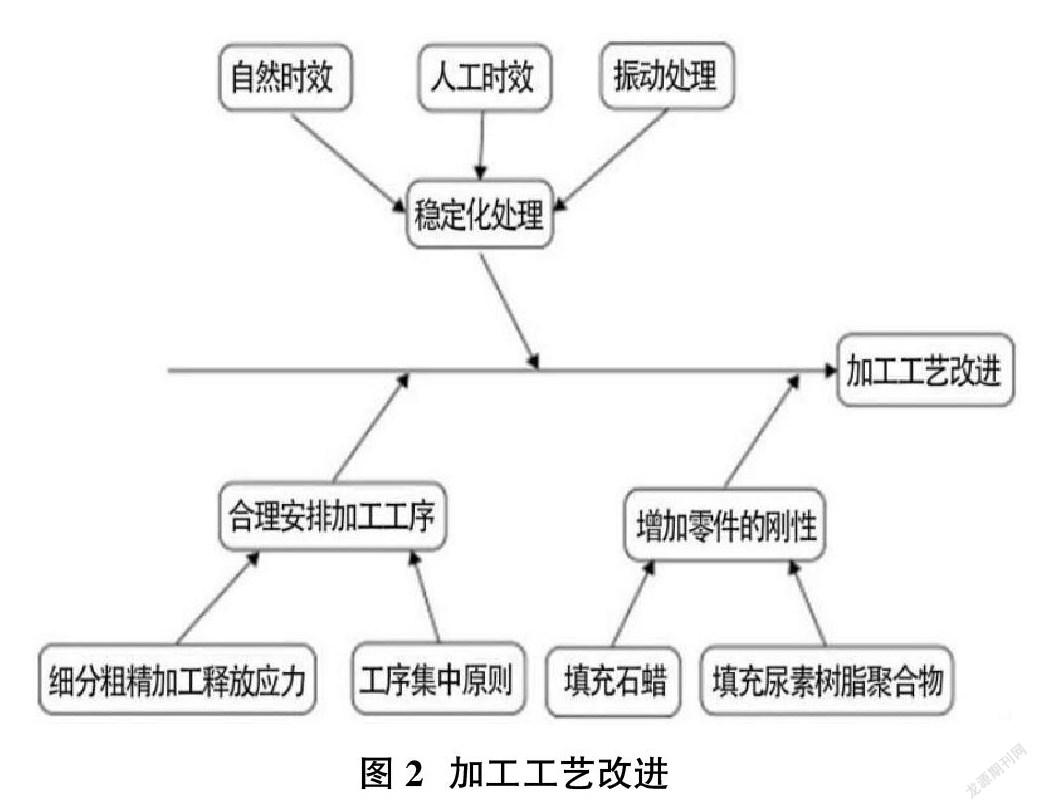
4 总体加工工艺的改进
对于薄壁结构件的CNC加工,一般的变形抑制方法是多次时效解决,当然时效性分为粗加工、半精加工和精加工多道工序,上述对策虽然可以在一定程度上抑制变形,但步骤复杂耗时,且在半精加工和精加工过程中,受限于薄壁特性的刚性问题。为了减少变形,各种刀具主要参数的提高受到限制,导致高加工效率降低。针对上述情况,在提高商品加工整体刚性的基础上,在半精加工和精加工过程中,选择在零件内部添加石蜡、熟石膏或环氧树脂聚合物的方法,以提高零件加工的整体刚性。产品整体刚度(图2)。这种填料具有相同的特性,熔化干燥快,刚性好,质优价廉。近年来,高分子聚合物被广泛用作提高零件刚性的原材料。高分子聚合物的主要成分为尿素溶液环氧树脂和硫酸铵,组成为96:4。这种填料可以部分或整体增加非刚性部件的刚性。加工后,加热零件或将它们放入水中会使零件和填料松动。然而,当使用环氧树脂聚合物时,在整个加工过程中不能使用液态制冷剂。
5 装夹方案量化
对于厚壁结构件的CNC加工,传统的装夹方式为虎钳装夹,存在装夹面大、厚度不一、受力均匀易造成装夹变形的问题。因此,总体目标是在夹紧过程中避免厚壁零件,并在拐角处使用刚性好的侧装支撑点块进行夹紧。这种方法虽然能更有效地解决厚壁处的受力问题,但由于顶装面相对有限,顶装力过小,在整个切割过程中容易造成零件松动而造成偏差;导致夹具变形。因此,根据产品几何形状的特点和原材料的特性,选择角支撑点侧装方式来确定合适的顶装力极为重要。
5.1 根据切削力确定最小顶装力
在数控机床加工的整个过程中,刀具主要切削参数的选择是非常关键的。选择不合理会导致零件因切削力过大而变形膨胀,降低刀具寿命,零件表面的内应力也会随之而来,同时危及零件的表面质量,这阻碍了处理的高效率,增加了货物精确操纵的难度。快速加工技术可以合理减少刀具引起的加工变形,在快速切削的情况下,零件的加工特性将得到显着改善,切削力降低,尤其是轴向切削力的降低更为显着,而且随着机械设备特性的不断提高,快速加工也越来越多用。快速加工的另一个优点是大部分切削热量可以通过切削快速带走,零件的温度不易出现大的波动,因此特别适用于加工极易发生热变形的零件。因此,零件在半精加工和精加工全过程中采用快速切削方法,明确刀具的主要切削参数。数控机床加工零件时,采用硬质合金刀具进行切削加工。车刀齿数z为4齿,刀具直径为d,为10mm,工具尺侧为0°。该刀具的主要切削参数为速比n为13000r/min,每齿切削量f=0.15mm/z,切削深度a=4mm,总切削宽度a=0.8mm。根据计算,角速度V.为408.2m/min,主切削力F.为110.67N。根据垂直力F,与F.的比值为0.9,计算得出F为99.603N。已知支撑点块(原材料为铝合金型材)与零件之间的摩擦阻力为0.3,计算所需顶装力为99.603/0.3=332.01N。
5.2 切削路径优化
对于快速切削刀具位置的最短路径算法问题,快速切削的加工路径对其速度和精度有关键影响。因此,在选择快速加工的同时,进一步完善刀具位置路径,优先选择和对称切削对策的前提下,NC程序编译层面选择UG软件iMachining编辑CAM文件,螺旋切削方式用于很好地控制切削力和加工变形。使用iMachining后,优点是整個切削过程采用铣削方式,拐角处自动降低速度,减少刀具损坏和零件晃动,防止传统方式切削和连接,刀具超过负荷,空切缺陷。螺旋切割的切割角度在最小值和最大值之间连续调整。同时,刀具的动态调整保证了稳定的机械设备和刀具上的热消耗,并保证了最大的原料油泥负荷(MRR),延长刀具寿命。螺旋线方式可以减少振动,避免刀具过度损坏,减少临时厚壁的概率,从而达到操纵零件变形的目的。
6 结语
随着我国航天事业的不断发展趋势,大家已经明确对其结构件提出了更高的规定。只有保证结构件的质量,才能满足各种机械设备的制造规定。因此,在操纵飞机厚壁结构件的加工变形时,必须分析具体情况,做好加工中和加工后的变形控制,以提高厚壁结构件的加工质量。
参考文献:
[1]潘晓晶.数控加工薄壁零件加工方法及工艺改进研究[J]. 科学技术创新,2020(29):161-162.
[2]余海东,来新民,林忠钦.航天大型薄壁结构装配制造尺寸精度预测与控制方法[J].上海航天(中英文),2020,37(03):5-14.
[3]屈力刚,张林栋,刘洪侠.基于UKF薄壁件加工变形预测技术研究[J].锻压装备与制造技术,2020,55(01):99-103.
[4]朱芸.某异形薄壁件加工方法研究[J].中国机械,2019(003):23-24.
杂志排行

内燃机与配件的其它文章
- 纯电动汽车坡道起步防溜系统及控制策略的研究 Research on the Anti-Slip System and Anti-Slip Control Strategy of Pure Elect
- 气缸套网格状激光淬火机床设计 Design of Grid Laser Quenching Machine Tool for Cylinder Liner
- Arduino在汽车CAN通讯中的应用研究 Research on the Application of Arduino in Automobile CAN Communication
- 内燃机零部件结构设计及应用研究 Structural Design and Application Study of Internal Combustion Engine Components
- 汽车智能熄灯保护系统的开发 Development of Intelligent Lights-off Protection System for Automobile
- 基于Workbench的炭罐电磁阀流量特性分析与优化 Analysis and Optimization of Canister Purge Valve Flow Characteristics Based on Workbench