基于NX/Post的五轴数控机床后置处理器研究与开发实践 Research and Development Practice of Post Processor of Five Axis NC Machine Tool Based on NX/Post
2021-11-30胡斌HUBin王文超WANGWen-chao
胡斌 HU Bin 王文超 WANG Wen-chao
摘要:使用西门子NXPost后置处理构造器,研究后置处理器的开发及实践方法。认识到五轴数控机床后置处理器使用中存在的问题,旨在结合各项影响因素,细化设备开发及实践方法,提高 NX/Post的五轴数控机床后置处理器的使用效果,为工业制造的持续运行及高质量发展提供保障。
Abstract: The development and practice of post processor are studied by using Siemens nxpost post processing constructor. Recognizing the problems existing in the use of five axis NC machine tool post processor, this paper aims to refine the equipment development and practice methods in combination with various influencing factors, improve the use effect of NX / post five axis NC machine tool post processor, and provide guarantee for the continuous operation and high-quality development of industrial manufacturing.
關键词:NX/Post;五轴数控机床;后置处理器
Key words: NX / post;five axis CNC machine tool;post processors
中图分类号:TG659 文献标识码:A 文章编号:1674-957X(2021)22-0064-03
0 引言
根据工业产业的运行模式及发展状况,由于信息技术的不断深入,不同结构及系统的五联动数控机床得到了广泛运用,但是,在五轴数控机床后置处理器使用中,其存在着程序编辑复杂、难度大等问题,这些现象如果不能及时解决,会影响设备的使用效果,无法满足工业产业的发展需求。结合五轴数控机床后置处理器的使用情况,通过 NX/Post系统的运用,可以在CAD/CAM软件综合使用中,逐步完善系统设计方案,及时解决系统开发中存在的编辑复杂问题,实现后置处理器高效使用的目的,并充分满足行业的可持续化发展需求。
1 NX/Post的五轴数控机床后置处理器及工作特点
1.1 NX/Post的五轴数控机床后置处理器
后置处理器作为数控自动编程技术的使用特点,其作为一种数控编程方案,需要利用刀位轨迹的计算过程确定前置处理方案,之后逐步生成刀位轨迹处理文件。应该注意的是,在不同数控机床控制系统使用中,需要按照程序格式、指令方式等,确定刀位轨迹文件、机床特性等,明确系统转化要求,充分展现 NX/Post的五轴数控机床后置处理器的使用优势。而且,在 NX/Post后置处理开发工具中,可以为用户提供一体化的交互图形,之后通过机床控制文件的设定,逐步形成时间处理文件、定义文件等,用户在该种系统操作中,可以利用代码程序确定输出及输入格式,提高 NX/Post的五轴数控机床处理器的操作效果[1]。
1.2 后置处理器的工作特点
通过对后置处理器系统运行情况的分析,在设备使用中其具体的工作特点如下:第一,根据数控技术的使用情况,将其运用在工业产业中,不仅可以提高机床设备的使用效果,而且也可以通过多轴联动方案的设定,提高设备的使用效果。在NX/Post的五轴数控机床后置处理器使用的情况下,可以根据工艺项目的基本特点,对零件完成一次装夹,之后通过多方位的加工处理,提高设备的生产效率,同时避免设备误差,展现零件生产及加工处理的优势;第二,在三轴加工中,可以确定中心控制方案,之后针对特殊性零件生产情况,提高普通道具的加工及使用效果;第三,简化夹具生产工艺。在旋转轴运动的情况下,针对零部件加工工艺,可以在二维平面加工的基础上,解决后置处理器存在的问题,实现NX/Post的五轴数控机床后置处理器正常使用的目的[2]。
2 后置处理器研究现状及存在的问题
2.1 后置处理器研究现状
结合后置处理器的使用情况,通过软件使用及商业服务模式的设定,软件制造商可以根据仿真环境配置相应的后置处理模块。如,Siemens PLM Software公司利用UG NX系统设置了 NX/Post平台,通过该平台及系统的运用,逐步提升了后置处理器的使用效果,而且,在软件综合利用中,通过开发平台设置方案的设定,可以按照机床结构、数控系统等,积极开发后置处理器,及时解决机床结构的复杂性问题。而且,在行业不断发展中,技术呈现出不断的创新模式,通过无联轴联动数控哦机床及后置处理技术的运用,可以提高数据分析的整体效果,同时也可以展现后置处理模块的使用价值,之后利用一体化的系统模式,设置数控机床后置处理机制,保证后置处理算法的精准性。在国内的 NX/Post研究中,将其与五轴数控机床后置处理器融合,通过速率计算、后置处理算法的融合,可以逐步提升数据分析的有效性,提高道具使用寿命,实现速度控制及处理的目的[3]。
2.2 后置处理器使用中面临的问题
根据后置处理器的使用状况,由于机床的结构形式相对复杂,在系统与运用中,所涉及到的自动编程软件、机床操作系统等存在着多样化的特点,所以,在实际的系统运用中,会遇到自动编程刀轨数据格式不统一、数据加工代码格式不规范等问题,这些现象不仅会影响系统的运行效果,也会增加设备的使用难度,最终影响系统的操作效果,增加后置处理器的使用难度。而且,在当前是数控机床利用中,受到技术及标准的限制,后置处理需要建立在标准的刀位源文件之上,之后设定统一的NC代码指令,并按照系统指令及操作方案,细化自动编程的设计方案。但是,在复杂的工件编程中,后期处理所得到的NC代码相对较大,在五轴加工中,会出现非线性误差现象。因此,在行业运行及持续发展中,应该将数控操作技术的使用作为核心,并利用数控机床结构形式更新信息分析速度,从而发挥系统优势,实现后置处理器综合运用的目的[4]。
3 NX/Post的五轴数控机床后置处理器的开发
3.1 NX/Post的五轴数控机床后置处理的框架构造
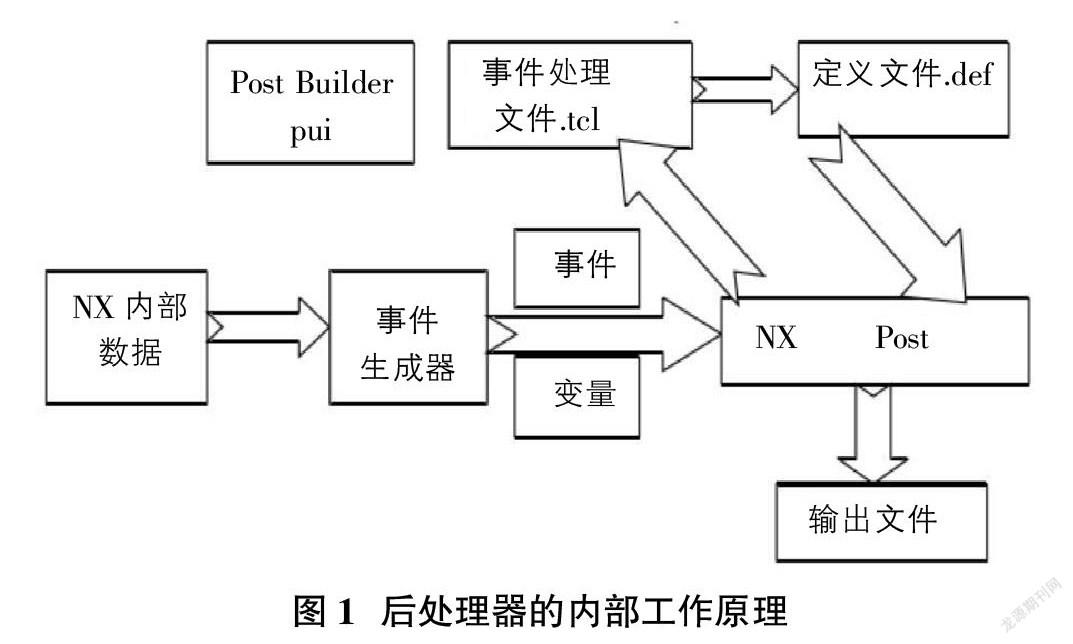
根据NX/Post系统的使用情况,在与五轴数控机床后置处理融合中,需要结合设备使用情况及运用特点,设置规范性的操作方案。第一,在PUI后处理用户界面的文件设置中,其核心作用是进入到后处理构造器,之后通过系统参数的设定,分析设备后处理中存在的问题,之后通过文件处理、文件修改等项目的分析,提高数据处理及多余文件的处理效果,对于该种后处理器而言,只能使用TCL、DEF文件进行编辑处理。第二,在TCL文件设置中,其作为一种工具命令语言,需要精准定义文件,之后通过各项规定、时间处理方式的确定等,确定换刀事件、线行运动事件等,在科学化框架结构设定中,可以提高机床动作的处理效果,实现文件精准表达的目的。一般情况下,需要将TCL文件运用在虚拟仿真模拟系统之中;第三,DEF文件生成中,其核心作用是规范、确定后置处理程序,一般情况下,后置处理器的内部工作原理如图1所示;第四,CDL文件主要运用在启动UDE编辑器生成文件之中,之后按照用户的定义需求,分析不同文件处理之后的影响因素,逐步提升设备系统的使用效果,满足行业的高质量、持续化发展需求[5]。
3.2 生成刀位文件
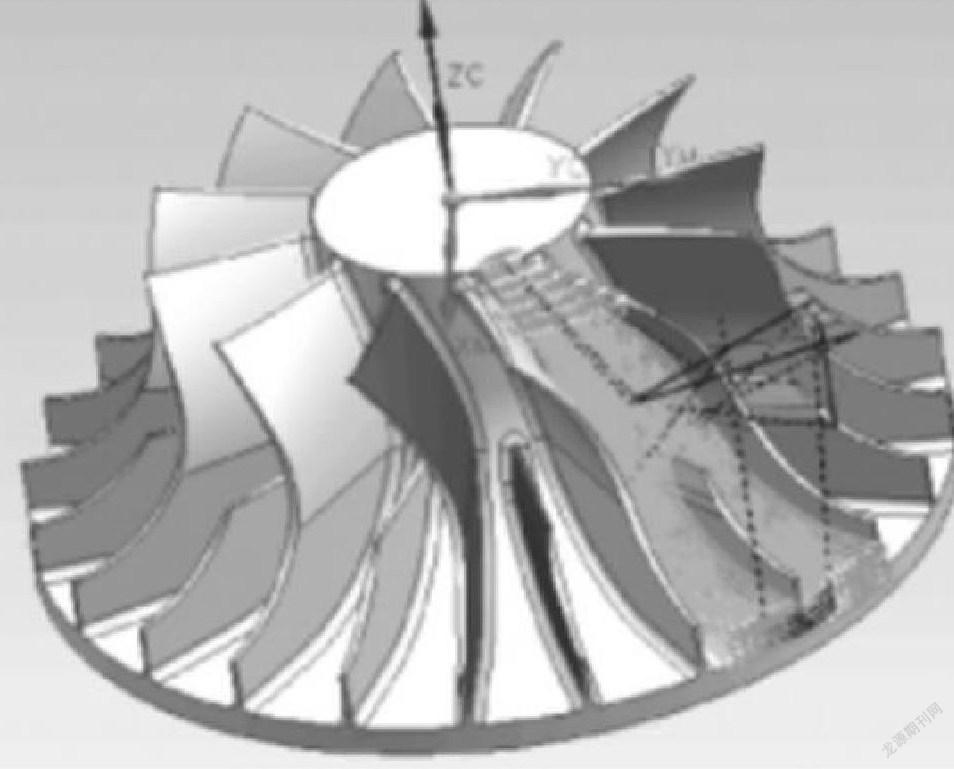
结合NX/Post的五轴数控机床后置处理器的使用情况,在设备运用及系统开发中,应该根据设备的运用情况,细化生成刀位的文件,一般情况下,生成刀位文件的技术形式体现在以下方面:第一,分析叶轮的几何体特征。通过对整体叶轮使用情况的分析,在透平机械动力系统运用中,需要结合汽车、航空航天等系统的使用情况,确定整体叶轮叶片的状态,病通过叶片数量、叶片之间空间大小的确定,规范刀位文件的生成方案。如,针对不具有叶轮加工模块的CAD/CAM软件,系统开发人员应该结合自动曲面变刀轴的使用情况,确定叶轮模块加工方式,之后确定叶轮的特征、加工参数等,成功分满足智能叶轮的技术化使用需求。而且,在NX加工背景下,应该利用WORKPIECE中的子选项,通过叶片几何体的编辑,设定叶轮的几何特征, 为之后的系统开发提供参数支持。第二,叶轮刀位轨迹规划。在叶轮刀位轨迹规划中,需要结合系统需求,确定粗加工及细加工工艺。如,在粗加工工艺中,其核心目的是快速转移包覆面之间的毛坯余量,之后结合工艺项目的特点,提高设备加工质量。而且,在五轴加工工艺中的生成刀路工艺中,应该根据光滑、连续曲面的公差情况,设置一系列的平面装置,在公差值越低的情况下,离散的微小平面也就越多,因此,设备维护人员应该认识到,在设备加工中,如果机床连续、频繁的运行,当出现增加减速的问题,会在一定程度上降低系统的工作效率。而且,在NX/Post的五轴数控机床后置处理器使用中,为了防止欠切问题的发生,一定要增加铣削刀路的长度,之后按照驱动方法逐步延长道具直径,展现叶轮粗加工工艺的整体优势。又如,在叶片精加工情况下,通过小余量切削方案使用中,需要结合设备工艺,精准的确定叶片的尺寸要求,当切削参数余量的数据设置为0mm时,内公差、外公差的距离要设置为0.003mm,主轴的转速应该保持在8000r/min的状态,通过这种精确定工艺方法的确定,可以更好的改善叶轮的加工质量,有效避免欠切问题的出现[6]。
3.3 NX后处理构造器
在NX后处理构造器使用中,一般要做到以下内容:第一,设定机床参数。在刀位文件的后置处理中,应该利用NX/Post平台,设置专门性的后置程序处理方案,之后通过数据处理模块的设定,明确界面输入及管理方案,逐步提升参数分析的使用效果,并按照五轴带转头、装台类型机床等,选择机床操作系统,之后利用线行轴行程限制、回零位置等,确定设备调试参数,实现设备正常使用及高质量运用的目的。第二,程序及刀轨的设置,在NX/Post程序及刀轨设置中,应该在起初程序序列、工序结束序列设定中,对各项顺序组成分方案进行分析,精准设定NX程序,提高系统程序设定及格式调整的效果。第三,在程序起初序列设定中,应该结合系统的运行状况,添加程序名称,之后通过程序的调整、管理等,提高NX处理器的使用状况,增强坐标系统程序段的谁动效果,实现系统循环利用的目的,充分保障机床加工及处理的安全性。第四,操作起初序列设定中,应该在自动换刀之后添加命令程序,之后在于系统融合的情况下,保证程度设定的精准性。
4 后置处理器的验证
根据叶轮自动编程加工技术的使用特点,开发DMU 60 monoBLOCK五轴联动数控机床后处理器生成叶轮的数控程序。第一,在UG软件使用中,通过叶轮自动编程专用模块的设定,可以形成刀具路径,基本路径如图2所示的粗加工刀具路径;第二,在刀位文件设定及分析中,通过UG软件的开发,DMU 60 monoBLOCK后置处理器会生成五轴联动数控机床的识别控制程序,数据代码为G;第三,结合NC程序加载及仿真工程使用情况,在初步检验中,通过后处理器生成叶轮数控程序的确定,可以保证参数设计的精准性,同时也可以实现五轴联动数控机床数据控制的目的;第四,根据DMU 60 monoBLOCK后置处理器五轴联动数控机床的使用状况,在叶轮的实际加工中,利用三坐标测量机可以对各项数据进行精准确定,可以充分展现后处理器开发的精准性。因此可以发现,在叶轮验证及分析中,通過生成叶轮加工刀具路径的设置,可以使用后处理器生成叶轮NC程序,之后通过仿真模拟方案的设置,可以实现设备参数的精准分析,也就是说,在五轴联动数控机床使用中,其存在着一定的参考性。
5 结束语
总之,在 NX/Post的五轴数控机床后置处理器研究及开发中,为了逐步提升设备的使用系效率,满足行业的高质量发展需求,应该结合行业的运行特点及相关设备的使用情况,确定NX/Post的生产工艺,之后将NX/Post与五轴数控机床后置处理器进行融合,结合设备使用情况及设备工艺的基本特点,细化五轴数控机床后置处理器的整理方案,逐步提升系统的运行效率,满足行业的高质量、持续化发展需求。
参考文献:
[1]郭山国,张华瑾,张长军,等.基于UG的SKY-5L14075五轴联动数控机床后处理的开发[J].机床与液压,2020,48(08):55-58,126.
[2]王馨,李宪辉.双摆头型五轴数控机床的坐标变换关系研究[J].机械工程师,2020(02):68-70,73.
[3]李铁钢.数控加工后置处理器的实际加工时间的计算[J].沈阳工程学院学报(自然科学版),2020,16(01):88-91.
[4]杜澎,董佑浩,苗盛.非正交五轴联动数控机床后置处理算法开发[J].制造技术与机床,2019(12):160-164.
[5]许海军,张沛霞,徐敏,张厚茂,张新文.基于UG/NX10.0的数控车床后置处理的研究[J].模具制造,2018,18(05):63-67.
[6]高俊川,卓勇.基于UG的五轴后置处理器实现与运动学模型研究[J].组合机床与自动化加工技术,2018(03):75-77,83.
[7]高峰,朱延炎,解瑞东,周飞,李艳.基于等弓高误差法的双回转台五轴数控加工后置处理器开发[J].计算机集成制造系统,2017,23(06):1296-1301
杂志排行

内燃机与配件的其它文章
- 纯电动汽车坡道起步防溜系统及控制策略的研究 Research on the Anti-Slip System and Anti-Slip Control Strategy of Pure Elect
- 气缸套网格状激光淬火机床设计 Design of Grid Laser Quenching Machine Tool for Cylinder Liner
- Arduino在汽车CAN通讯中的应用研究 Research on the Application of Arduino in Automobile CAN Communication
- 内燃机零部件结构设计及应用研究 Structural Design and Application Study of Internal Combustion Engine Components
- 汽车智能熄灯保护系统的开发 Development of Intelligent Lights-off Protection System for Automobile
- 基于Workbench的炭罐电磁阀流量特性分析与优化 Analysis and Optimization of Canister Purge Valve Flow Characteristics Based on Workbench