论发动机动力单元装配工艺的重要性 On the Importance of Assembly Process of Engine Power Unit
2021-11-30韩丕永HANPi-yong
韩丕永 HAN Pi-yong







摘要:济柴JC130机型是一款大缸径,模块化设计的高增压大型发动机,设计功率段为2000-3000kW,模块化设计模式提升了产品的设计质量,更方便用户后期的维护与保养。本文针对实际案例分析因不遵循工艺方法进行装配动力单元造成的漏水问题,并与动力单元模块化装配工艺进行对比,证实装配过程中工艺的重要性。
Abstract: Jichai JC130 model is a large cylinder diameter, modular design of high supercharged large engine, the design power segment of 2000-3000kW, modular design mode to improve the design quality of products, more convenient maintenance and maintenance users. This paper analyzes the water leakage problem caused by the assembly of power unit without following the process method, and compares it with the modular assembly process of power unit to prove the importance of the process in the assembly process.
關键词:发动机;单元装配;工艺
Key words: engine;unit assembly;process
中图分类号:U463.1 文献标识码:A 文章编号:1674-957X(2021)22-0026-02
1 JC130动力单元结构分析
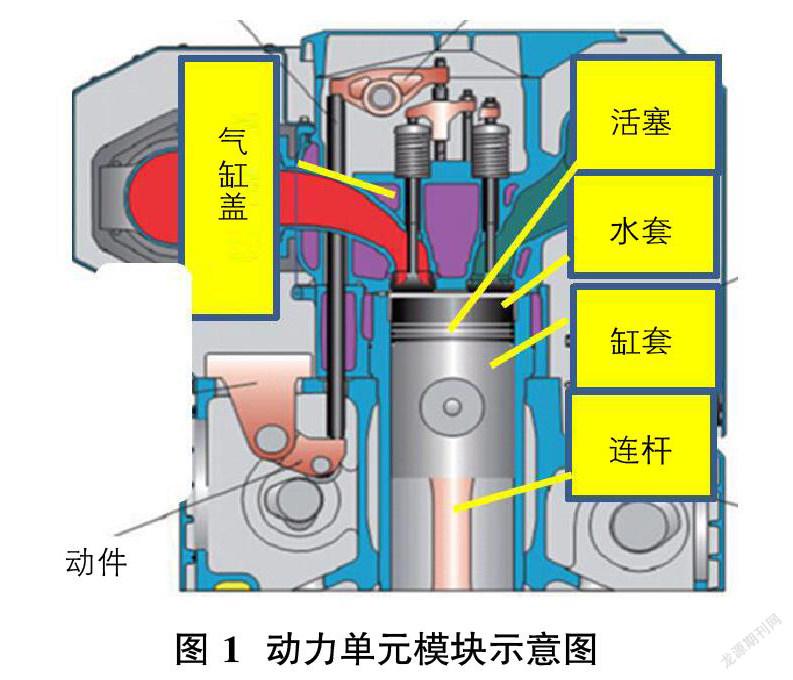
组装完成的动力单元模块重量约为650kg,组装内容包含缸套与水套密封和定位,活塞与连杆合装、连杆和缸套联结定位、气缸盖与水套的密封与定位等内容。
动力单元模块由气缸盖、气缸套、水套(也称之为支撑体),活塞、连杆等零件以及相互连接部位之间的密封胶圈、密封垫及定位销组成,如图1所示。
传统的装配工艺是按照零件装配顺序,机体上面实现以上零件的装配与调试,动力单元所涉及的零件逐一装配在机体上(其中所涉及用工装吊具省略)。过程为:如图2所示。
2 案例
因零部件原因,ϕ12的定位销到货时间滞后5天,为了节省安装时间,决定直接在机体上面进行安装零件与压力试验工作。待定位销到货后,再将气缸盖与水套分别吊起来,安装定位销。最后做压力密封实验。定位销到位安装完成后,进行压力试验时,水压在2.5bar时,沿缸套外壁出现水流,水套与缸盖之间出现漏水现象。
随后工程师对可能造成漏水的原因进行了分析:
2.1 缸套与水套的定位
动力单元模块中,气缸套直接与机体接触,水套与机体不接触,水套与缸盖、缸套之间组成水腔,水套并不受力。但是安装过程中必须保证水套与缸套之间的定位要求(依托两者之间的标记进行对齐,如图3所示),以保证两者之间的密封圈(350×5.3)受力均匀,即不被挤偏。
2.2 缸盖与水套的定位
将缸套、水套与缸盖之间的密封圈、气缸垫、减磨环装配到位,再吊装气缸盖,缸盖底端安装350×3.5密封圈,缸盖与水套之间依托ϕ12定位销定位。同时四个M12X260螺栓将缸盖与水套连接到一起。
存在的问题:
①在机体上端吊入水套后,安装缸套时,尽管缸套串过水套与机体接触上了,但此时,水套下端的定位销未安装,在圆周方向上,两者发生位移的几率增大,同时水套处于下垂状态,直接与机体顶面接触上,两者之间的标记错位,相差约2m距离,此时缸套外圈350×5.3密封圈也就上移了约2mm。(图4示意图)同时不能保证缸套与水套中心线发生倾斜,即缸套在水套中不是垂直的。(图5、图6示意图)
②气缸盖吊装到缸套顶端后,约120kg重的缸盖压在缸套上端,液压拉伸器紧固完缸盖螺栓(母)后,如果缸套与水套出现倾斜或者密封圈挤偏,液压拉伸器力量会将变化后的位置进行固定。
③ϕ12定位销到货后,将缸盖连同水套吊起来,装入机体与水套间的ϕ12定位销;松开气缸盖螺栓(母),吊起气缸盖,装入缸盖与水套间的ϕ12定位销,如图7、图8所示。
在起吊缸盖时候,缸盖将水套、缸套一同带动了起来,在重复放置过程中,缸套与水套出现更严重的倾斜现象(如图6示意),再次落下缸盖后,此倾斜又被固定,从而出现缸套水套之间的密封圈挤偏,密封不严。同理,缸盖压装在缸套上面,缸套发生倾斜导致缸盖出现倾斜,缸盖下端的密封圈与水套之间出现挤偏现象,导致密封不严,出现漏水。
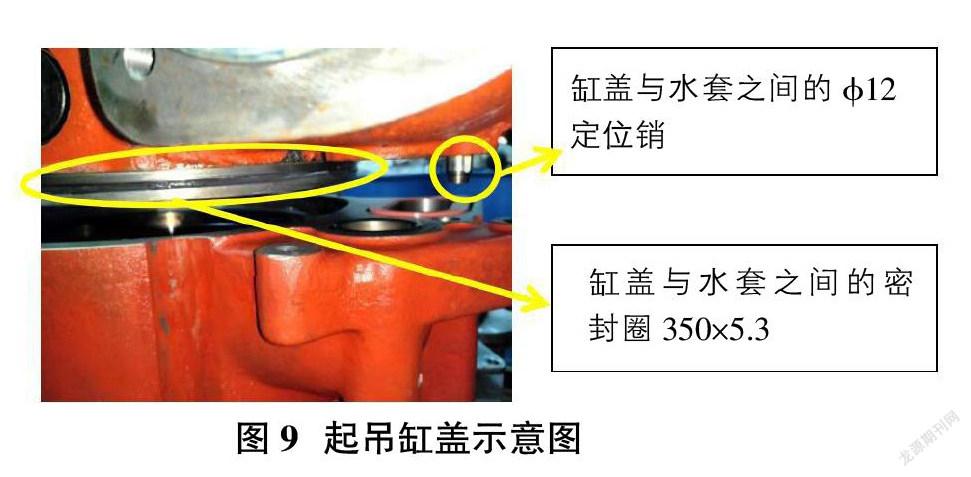
通过观察缸盖与水套的对齐标记,出现了严重的左右,上下位移变化。拆下缸盖后,深度尺测量缸套周圈与水套的上边缘距离,更是相差最大2.5mm的高度差。分析得到的有效验证,如图9所示。
解决办法:
将动力单元全部拆下分解,按照模块化结构进行线下组装,试压。
与传统线上工艺相比较,模块化装配工艺主要区别在:①水套与机体之间的ϕ12定位销预先安装于机体顶端。(图7)②吊装缸盖时,缸盖底端的ϕ12已经装上了(工步5)(图8)所示。缸盖安装于缸套顶面与水套进行密封组成水腔。利用四个M12X260螺栓将水套与缸盖进行固定。
综上1、2所述,缸盖与水套之间依靠ϕ12定位销定位,四个M12X260螺栓固定,活塞连杆与缸套利用工装进行连接固定。这样整个动力单元组成了整体。最后机型整体10bar压力试验。合格后吊装到机体上,再依托机体预装的ϕ12定位销进行水套定位。
综上,动力单元模块化装配要求以一个整体的形式装入缸体内,期间不允许对单个零部件进行调整,通过以上实际案例,我们可以得出结论:传统的工艺手段,不能保证零部件之间的相互定位,即便ϕ12定位销不缺货,也不能保证以上所述的情况发生。所以,严格遵守工艺,不但是保证产品质量的重要条件,更是节省劳动力的有效手段。
参考文献:
[1]孙金惠.中大功率发动机小批量生产现场装配工艺分析[J]. 城市建设理论研究(电子版),2012(22).
[2]邓旺群,高德平,郭飞跃.航空发动机动力涡轮单元体高速动平衡试验研究[J].机械强度,2007,29(3):380-386.
[3]李德龙.金旅客车发动机动力不足[J].汽车维护与修理,2012(3):39.
猜你喜欢
杂志排行

内燃机与配件的其它文章
- 纯电动汽车坡道起步防溜系统及控制策略的研究 Research on the Anti-Slip System and Anti-Slip Control Strategy of Pure Elect
- 气缸套网格状激光淬火机床设计 Design of Grid Laser Quenching Machine Tool for Cylinder Liner
- Arduino在汽车CAN通讯中的应用研究 Research on the Application of Arduino in Automobile CAN Communication
- 内燃机零部件结构设计及应用研究 Structural Design and Application Study of Internal Combustion Engine Components
- 汽车智能熄灯保护系统的开发 Development of Intelligent Lights-off Protection System for Automobile
- 基于Workbench的炭罐电磁阀流量特性分析与优化 Analysis and Optimization of Canister Purge Valve Flow Characteristics Based on Workbench