大口径KDP晶体光学元件超精密飞切加工工艺与装备
2021-11-25张飞虎张强
张飞虎,张强
哈尔滨工业大学 黑龙江哈尔滨 150001
1 序言
超精密加工技术是现代机械制造业最重要的发展方向之一,对先进技术和国防工业的发展具有重要意义。超精密加工工艺与装备的研究是超精密加工技术的重要基础。本文以高能激光系统中大口径KDP晶体光学元件超精密飞切加工为目标,针对KDP晶体各向异性的力学特性,通过纳米压痕、划痕试验结合有限元仿真的方法,得到了KDP晶体不同晶面的力学性能参数,对KDP晶体加工过程中脆塑转变各向异性的现象进行了研究。对KDP晶体飞切加工工艺进行优化,并研制了大口径KDP晶体元件超精密飞切加工专用设备,实现了KDP晶体元件的超精密加工,为国家重大科学工程提供了技术支撑。
2 KDP晶体材料的特点及应用
KDP(Potassinm Dihydengen Phosphate,KH2PO4)是一种优秀的非线性光学材料,不仅具有很强的光学非线性与很高的激光损伤阈值,而且易于生长出很大的单晶结构,因而被广泛应用于激光和非线性光学领域。KDP晶体是高能激光器中现在唯一被采用的光学倍频转换器及电光开关元件。生长成形的KDP晶体以及加工完成的KDP晶体元件如图1所示。
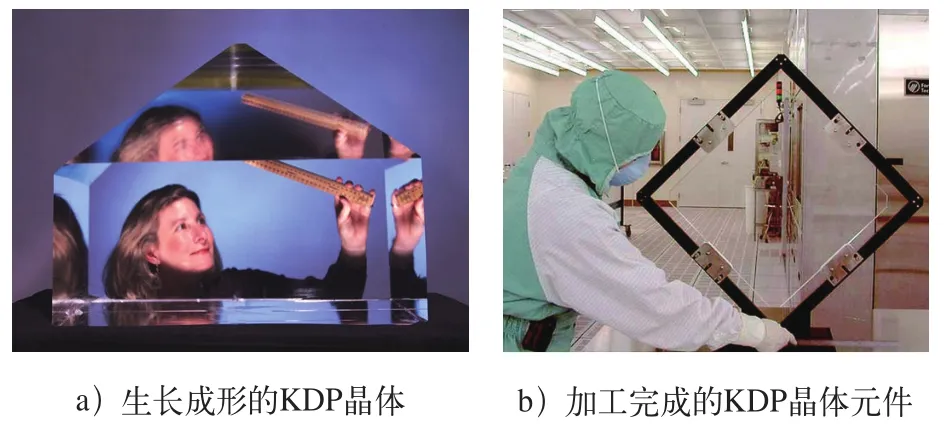
图1 生长成形的KDP晶体以及加工完成的KDP晶体元件
由于KDP晶体具有硬度低、脆性大、易潮解,以及显著的各向异性、对温度变化敏感且容易开裂等特点,所以采用传统的磨削、研磨及抛光等光学加工方法容易导致磨粒嵌入加工表面和表面潮解,而超精密车削加工则因晶体各向异性而导致加工表面质量不一致,因此只能采用大直径飞刀盘的超精密单点金刚石飞切(Single Point Diamond Flycutting,SPDF)的方式,对其进行切削方向变化较小的超精密加工。由于高能激光系统的建造对大口径KDP晶体光学元件的加工质量提出了极高的要求,再加上KDP晶体材料的特殊性能,所以大口径KDP晶体元件被美国NIF认为是最难加工的激光光学元件。大口径KDP晶体元件加工指标要求见表1。

表1 大口径KDP晶体元件加工指标要求
美国早在20世纪80年代的NOVA固体激光器项目中,就对KDP晶体的特性与加工进行了大量的研究。采用单点金刚石刀具飞切的加工方式进行大口径KDP晶体元件的加工,并从设备、刀具及工艺等多方面开展了相应的研究,研制了专用的超精密加工装备。但是该项技术对我国实行严密的封锁,我们必须立足国内,研制自己的大口径KDP晶体超精密加工工艺和装备。大口径KDP晶体超精密飞切加工方式如图2所示。

图2 大口径KDP晶体超精密飞切加工方式
3 大口径KDP晶体超精密飞切加工工艺研究
KDP晶体是人工生长形成的单晶体,其和常见的各向同性的多晶材料相比,具有很强的各向异性特性。在高能激光系统实际使用中,沿不同方向对晶体切片,可以得到具有不同性能的光学元件。KDP晶体沿图3所示不同用途的分割方向进行切片,可分别在光路中用作开关元件、二倍频元件与三倍频元件。相应地,KDP晶体在不同晶面甚至在同一晶面沿不同晶向切削时,因其不同方向具有不同的硬度与断裂韧性,加工表面质量也会有比较大的差别。因此必须对KDP晶体不同晶面以及晶向的加工性能进行研究,才能有针对性地确定大口径KDP晶体元件的超精密加工工艺。

图3 KDP晶体按不同用途的分割方向
针对KDP晶体材料强烈的各向异性力学特性,运用弹塑性力学及断裂力学基本理论,建立了适用于描述KDP晶体在弹性阶段、塑性阶段及脆性断裂阶段的变形行为的本构模型。在此基础上,使用纳米压痕、纳米划痕技术结合有限元仿真的方法,对KDP晶体开关晶面、二倍频晶面及三倍频晶面的力学性能参数进行辨识,得到了考虑各向异性的KDP晶体力学本构模型及参数,为进行加工过程的仿真分析奠定了基础。
因为KDP晶体属于脆性材料,所以根据超精密加工的脆塑转变理论,在切削层厚度较大时,被加工材料以脆性断裂方式去除,加工表面质量差并且残存亚表面裂纹。脆性去除加工表面如图4a所示,由于达不到光学表面的要求,所以只有当切削层厚度小于某一临界切削深度值时,脆性材料才可以塑性方式去除,能够得到高质量的加工表面。塑性去除加工表面如图4b所示。临界切削深度值与材料的力学性能和加工工艺条件相关,临界切削深度值越小,超精密切削加工难度越大,加工效率越低。
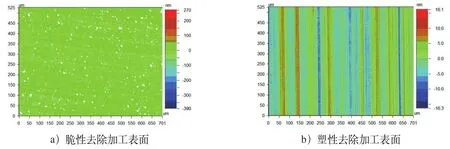
图4 KDP晶体两种不同的加工表面
在KDP晶体开关(001)晶面上,沿不同方向切削时KDP晶体脆塑转变深度仿真结果如图5所示。使用前角γ=-45°的金刚石刀具,刀尖圆弧半径为5mm。在沿0°方向切削时,当切削深度达到60nm时,最大拉应力超过该方向的断裂应力,即临界切削深度tc=60nm;而当沿45°方向切削时,在切削深度达到150nm时,最大拉应力超过该方向的断裂应力,即临界切削深度tc=150nm。由此可以看出,KDP晶体的各向异性对加工性能和工艺的影响是非常显著的。

图5 在KDP晶体开关(001)晶面上沿不同方向切削时KDP晶体脆塑转变深度仿真结果
在TI950型纳米压痕仪上用刻划试验方法对KDP晶体脆塑转变各向异性进行研究,得到KDP晶体不同晶面脆塑转变深度试验测量结果,如图6~图8所示。
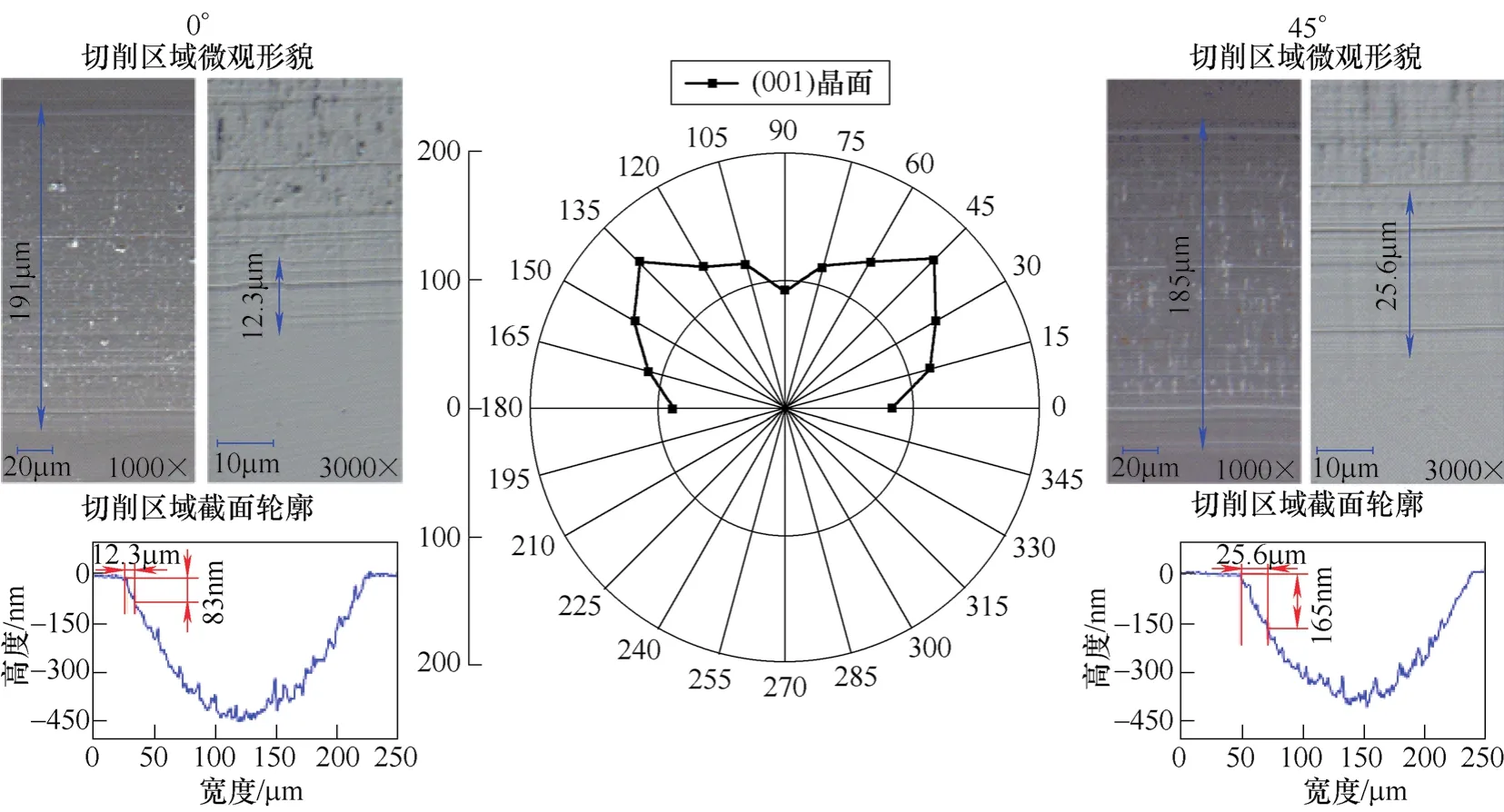
图6 KDP晶体开关晶面脆塑转变深度试验测量结果
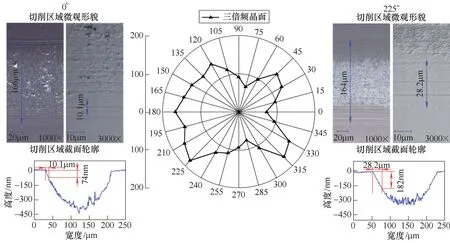
图8 KDP晶体三倍频晶面脆塑转变深度试验测量结果
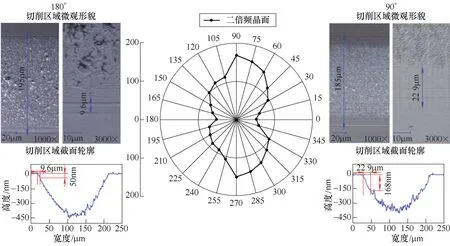
图7 KDP晶体二倍频晶面脆塑转变深度试验测量结果
仿真得到的脆塑转变深度与试验测量结果有较好的一致性,证明建立的KDP晶体本构模型及参数能够比较准确地表征KDP晶体脆塑转变各向异性的现象,为进行KDP晶体切削过程仿真及加工工艺研究奠定了基础。在此基础上,对KDP晶体的不同晶面和晶向进行了超精密飞切加工的试验研究。图9为KDP晶体二倍频晶面的超精密飞切试验结果,反映了沿该晶面不同方向以不同进给量f加工时加工表面的检测结果,和上述模型及仿真结果有较好的一致性。

图9 KDP晶体二倍频晶面的超精密飞切试验结果
4 大口径KDP晶体超精密飞切加工设备研制
实现大口径KDP晶体元件的超精密加工必须要有超精密加工设备来保障。在进行KDP晶体加工工艺研究的同时,开展了大口径KDP晶体超精密飞切加工设备的研制工作。经过长期的努力和不断改进,研制成功了立式结构的大口径KDP晶体超精密飞切加工机床(见图10)。

图10 大口径KDP晶体超精密飞切加工机床
该机床采用高刚度空气静压主轴和大直径飞刀盘,工作台采用直线电动机驱动的液体静压导轨,床身采用天然花岗岩结构,在加工过程中使用真空吸盘对大口径KDP晶体元件进行夹持。通过对机床整机进行建模与动力学分析和结构优化,进一步提高了机床加工精度和动态性能。该机床加工400mm×400mm铝镜平面试件,面形精度PV值优于2μm,加工表面粗糙度值Ra<1.5nm,达到了高能激光系统对大口径KDP晶体元件的加工要求。图11为大口径KDP晶体元件超精密飞切加工表面粗糙度的检测结果。
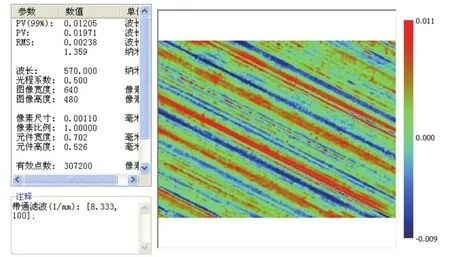
图11 大口径KDP晶体元件超精密飞切加工表面粗糙度的检测结果
5 结束语
大口径KDP晶体元件是高能激光器中不可替代的重要光学元件。由于KDP晶体属于软脆材料,且具有明显的各向异性的力学特性,所以目前大口径KDP晶体光学元件的加工都采用单点金刚石刀具超精密飞切的加工方式。本文通过纳米压痕、划痕试验结合有限元仿真的方法,对KDP晶体加工过程中脆塑转变各向异性的现象进行了研究,得到了优化的KDP晶体超精密飞切加工工艺。在此基础上研制成功了大口径KDP晶体元件超精密飞切加工专用设备,满足了大口径KDP晶体元件的超精密加工需求,为国家重大科学工程提供了技术支撑。