光学防抖模组ϕ0.5 mm钢球自动焊接设备
2021-11-23王永亮王振江
王永亮,王振江
(日本电产三协电子(东莞)有限公司,广东东莞 523325)
0 引言
随着市场竞争的日趋激烈,企业生产劳动力成本的增加,国内各工业企业争相开展设备革新,各行各业秉持机械换人,特别是些生产效率极其低下且工序繁琐工艺精度高的工程更急需设备革新,其中光学防抖模组THB制品钢球焊接工程也急需从人工半自动作业不断改进升级。本文从减少企业人力成本、优化企业生产技术、提升自动化程度的方向出发,设计研发光学防抖模组THB制品钢球自动焊接设备,同时独特的双分度盘模式及专用高精度钢球顶针的设计,有效提升了弹片与钢球的自动组装效率,同时保证了钢球不被压伤,提升了本工序THB制品钢球焊接的生产效率以及良品率。光学防抖模组THB制品钢球自动焊接设备的研发为此工程逐步实现智能制造[1]打下基础。本文从THB制品钢球自动焊接为目标出发,探究光学防抖模组THB制品ϕ0.5 mm钢球焊接工序的创新成果。
1 光学防抖模组THB制品钢球自动焊接方案
光学防抖模组[2]THB制品钢球自动焊接始终以提升产品品质、提高生产效率和减少工人劳动强度为目标,采用高精度分度盘作为部品工序自动转移载体,合理应用精密气缸精准送料,配备高精准影像视觉判别系统作为工序判别,同时考虑设备故障时怎么能快速维修调整,最终在优化设计、通力协作、有序运行前提下,实现设备THB制品钢球自动焊接,有效提高生产效率,减少公司运营成本。
光学防抖模组THB制品完整部组件由两个部件构成:THB单体和直径为0.5 mm的钢球。依工艺流程,两者先进行精密组装,组装完毕后,进行微小高精度激光焊接将两者有效熔接。如图1所示。

图1 钢球焊接工艺
1.1 设备整体
光学防抖模组THB制品钢球自动焊接设备[3]主要由双分度盘机构、钢球自动供料机构、THB料带拨动机构、影像视觉CCD[4]、操控系统(触摸屏、PLC、电磁阀)、精密激光焊、光感元件、市购品标准件、气动元件等部分组成。如图2所示。
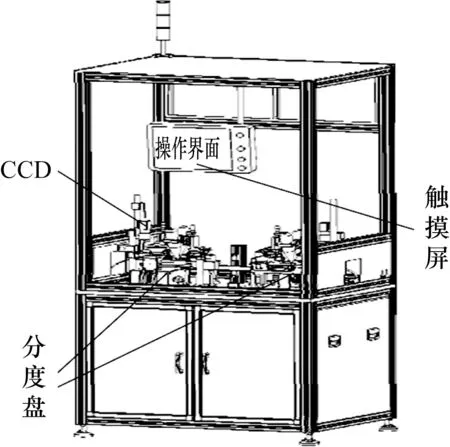
图2 钢球自动焊接设备
1.2 光学防抖模组THB制品钢球自动焊接工艺困难点
(1)THB料带和钢球的移送精度不足时,两者的自动组装就无法进行,焊接就更谈不上了,所以设备移送精度为首要考虑要素。
(2)钢球自动下料机构的设计不到位,会造成钢球卡料、钢球多下料、刚球带静电、钢球伤等众多问题。
(3)钢球顶针的设计不到位,会造成钢球定位不良、组装不良、空焊接、钢球伤等问题。
(4)设备部组件之间的位置精度要求高,且分度盘表盘动态转动时要求8个号位水平度在0.05以下,故对表盘加工精度要求更高,所以设备装配调整难度大,耗时长。
(5)激光焊机的合理焊点参数与焦点位置的寻找耗时长、若焊点参数设置不合理,容易导致THB熔穿、钢球发黑、假焊接等问题,如图3所示。

图3 不良类别
2 THB制品钢球自动焊接设备重要机构说明
2.1 钢球供料机构
钢球供料机构由动力气缸、拨料套管治具、下料轴芯治具、钢球料斗及轴芯高度定位块组成,如图4所示,下料轴芯调整好与转盘之间的高度后锁固在高度定位块上,高度定位块锁固在固定机架上;拨料套管套着下料轴芯并与料斗组装在一起,拨料套管下端锁固在连接块上,连接块与气缸活塞杆相连,拨料套管受气缸带动作上下移动动作;料斗由上部漏斗形部件与下部套筒形部件组成,套筒中心孔与拨料套管配合组装,套筒的外圆有一级凹槽,与两件连接固定件组配在一起,通过将两件连接固定件锁固在固定机架横板上,从而使料斗整体定位于固定横板的上面,固定横板锁固在竖直固定板上端,竖直固定板背后锁固了2件加强筋件,上述整体构成了钢球供料机构。

图4 钢球供料机构
2.1.1 钢球料斗、拨料套管与下料轴芯治具
光学防抖模组THB制品钢球自动焊接设备经过初期试运行,发现钢球料斗治具的通孔与拨料套管外圆的配合关系及拨料套管内孔与下料轴芯外圆的配合关系对钢球的自动下料的品质有重要影响,若三者未能达到三轴同心,容易出现套管卡死无法下料;若三轴同心度[5]值偏高时,容易导致拨料套管和下料轴芯磨损从而产生异物,刚球有伤现象。根据上述情况分析,其问题在于三者的同心度,但钢球下料机构属于高频活动机构,难以保证三者的高精同心度,所以针对此问题经过多次检讨及研究,重新设计三者的联动与固定方式,最终满足THB制品钢球自动焊接设备使用,达到高品质、高产能需求。
2.1.2 钢球料斗、拨料套管与下料轴芯治具外形结构配合可行性研究
为了确保钢球的自动下料的品质,减少不良品产出,同时延长拨料套管与下料轴芯治具的使用寿命,使用同设备同一分度盘表盘以及相同材质的治具,通过图5所示的几种治具外形结构配套方案实验研究后发现,第①种外形结构配套方案在钢球下料过程中频繁发生套管与料斗卡死,导致设备频繁故障报警;第②种治具外形结构配套方案在钢球下料过程中如套管外径有所磨损,容易出现套管在下拉时刮伤钢球;第③种治具外形结构配套方案适合,钢球下料过程中因料斗是活动不固定,所以即便同心度偏高也不容易出现卡死,同时料斗内通孔边缘的设计使钢球不会在套管缝隙中受压拉伤,故满足钢球下料需求,如图5所示。

图5 料斗结构方案
2.2 设备的钢球与THB料带组装功能
钢球与THB料带组装是由料带拨料机构与分度盘上的钢球顶针相互有序协调联动实现。故钢球与THB料带组装良好与否,由两个因素决定:(1)料带供料进位精度;(2)钢球上顶配合精度。
2.2.1 顶针的钢球凹槽对钢球组装配合的影响分析
光学防抖模组THB制品钢球自动焊接设备在初期试做运行时,发现钢球经分度盘送至THB钢球装配孔下方后,由顶针顶起与THB孔组配[6],此过程频繁发生钢球组配有缝隙或钢球顶飞不见。经观察现象发现出现以上不良情况的原因在于顶针在顶起钢球往上与THB孔配合时没有对准孔中心。因THB料带毎进位送料时,THB孔的位置有±0.1 mm的前后送料误差且无法做到绝对消除,对于如何使THB料带进位送料后钢球都能精准顶至配合孔中的问题,经过多次检讨及研究,重新设计顶针钢球凹槽,最终满足进位送料后钢球都能精准顶至配合孔中的要求。顶针钢球凹槽结构改善如图6所示。

图6 顶针结构改善示意
2.2.2 顶针材质对钢球组装配合的影响分析
钢球顶针经外形设计改善后投入试做使用,发现设备运行初期钢球组配效果极好,但当设备运行30 min后开始有钢球组配不良不定时发生,此奇怪现象经多次仔细观察,发现其原因是顶针材质SUS经频繁活动产生摩擦[7]而产生弱磁性,当顶针有磁性后会对钢球产生吸附作用,从而影响钢球的自我位置调整能力,此时就很容易引起钢球组配不良。对于上述隐患问题,研究了顶针的材质选型,最终将SUS材质更改为QBe2铍铜材质,并且对顶针头部凹槽底面进行精加工使其底面不粗糙,达到钢球能在凹槽内正常自由移动,然后再次投入试做使用,最终钢球自动组配运行稳定,设备产出不良大大降低。
2.3 双激光焊头机构
弹片料带与钢球都属于微小部品,对焊接设备的焊接精度要求非常高,为了尽量提高焊接精度,取用焊头为固定位置不变,这样的焊头加工模式能避免焊头移动引起的焊头精度差异,从而影响到弹片与钢球的焊接效果。为了应对焊点偏移而不得不调整焊头位置的情况,双激光焊头分别锁固在旋转滑台上可作角度调整,旋转滑台锁固在双轴可调滑块上,通过双轴可调滑块上可调整光焊头的左右前后位置,双轴可调滑块锁固在定位块上与基板相固定。
3 控制系统
控制系统由基恩士PLC和威纶触摸屏[8]组成。设备操作分手动模式和自动模式,在手动模式下运用威纶触摸屏对设备各气动执行元件进行单动的独立控制,根据设备自动运行模式下的实际动作执行时的流畅感,在手动模式下的设备参数设置界面设置调整相关执行元件的时间参数。调整OK确认后转到自动模式便可实施生产,后续不需要再作调整。如需PASS某设备功能,也可在手动模式的功能界面修改功能即可。自动模式为设备的自动生产时所处的状态。为了确保生产运行安全,设备的执行元器件单动功能在自动模式下不可操作。
4 设备测试及解决的关键技术
4.1 设备运行测试记录
设备运行测试记录实验结果,如表1所示。

表1 THB制品钢球自动焊接设备实测结果
4.2 解决的关键技术
本项目在实施过程中主要解决了以下关键点:
(1)精密气缸、分度盘的运用使精确性得到保障,通过精密气缸、高精度分度盘及控制系统的结合,在整个运行过程中,不但可以确保设备的稳定运行,而且可以高效、准确地完成钢球的自动组配及焊接工作。
(2)图5的第③种治具配套方案,使钢球在套管下拉时,有良好的受力避让,防止钢球刮伤,同时钢球料斗的活动设计,使钢球料斗、拨料套管与下料轴芯治具三者的同心度要求得于降低,此设计提升了钢球自动下料的动作流畅,为设备的自动运行提供了条件。
(3)顶针材质的合理选型及外形设计,为钢球的良好组配提供了有力的保障,可以精确推移钢球到达THB孔位,降低了不良率,提高了工作效率。
5 结束语
通过本设备设计开发,解决了光学防抖模组THB制品钢球焊接工程中钢球组配焊接的生产效率瓶颈问题,实现了光学防抖模组THB制品钢球焊接自动化,为目前市场上有类似工艺设备提供创新参考,同时也为以后更专业的相关设备研究开发作出铺垫。设备后续的改善推进也将有力地进行。
