往复式压缩机气缸衬套的冷装方法
2021-11-19田敏张国文江枫沈健苏飞
田敏 张国文 江枫 沈健 苏飞


摘 要:本文以德国诺曼埃索2+SKL-300往复压缩机更换气缸衬套为例,介绍了使用液氮冷却对往复式压缩机气缸衬套进行更换的方法,并针对安装中的注意事项做出了说明。
关键词:往复式压缩机;气缸衬套;冷却
引言:
加氢联合装置300万直馏柴油加氢使用的新氢/循环氢压缩机型号为2+1SVL320, 水平对置式H型结构,工艺编号K-101,其新氢段为两缸两级压缩,循环氢段为两缸单级压缩。
自2011年K-101B压缩机频繁出现新氢一级出口压力低或二级入口压力高等故障,并伴随活塞环磨损,多次拆检换活塞环,未能解决问题。现场检测缸体表面粗糙度为1.2um~1.6um,远高于标准粗糙度≤0. 6um的要求,因此判定因缸体表面粗糙度过大造成活塞环磨损,引起新氢一级出口压力低或二级入口压力高等故障。为此我们决定更换气缸衬套解决该故障。
往复式压缩机气缸衬套与缸体配合多是过盈配合,通常采用热胀法或冷缩法安装,因该压缩机气缸直径较大,没有合适的恒温箱加热,所以我们决定采用液氮冷却法安装气缸衬套。
1冷装气缸衬套的相关数据校核
该气缸衬套材料是铸铁,其膨胀系数α约为1.12×10-5,使用液氮冷却,冷却温度为-196℃,气缸衬套与缸体配合的基本尺寸D为250mm,所以其膨胀量A可由下式计算:
A=D*α*(t2-t1)=250×1.12×10-5×(-196-20)=-0.60mm
室温时测得新气缸衬套外径尺寸为250.20mm,液氮冷却后(-196℃时)气缸衬套外径约为250.20mm -0.60mm =249.60mm。現场实际测量的缸体内径为250.02mm,则冷却后缸体与气缸衬套的配合间隙为250.02mm -249.60mm =0.42mm,完全具备装配条件。根据缸套的壁厚确定冷却时间:对于钢和铸铁,一般为1mm壁厚需要1分钟的冷却时间,用-196度的液氮冷却壁厚为15mm的缸套,约15分钟,所以必须将新的缸套在液氮中浸泡至少15分钟以上,充分冷却后才能取出安装。
2更换气缸衬套的前期准备工作
2.1采用镗床镗削的方法将原气缸衬套从气缸上去除。
机组原气缸衬套与缸体采用过盈配合,过盈量较大(0.12mm以上),采用机械拉拔法或压力机压出法都有可能损伤缸体配合表面,因此决定采用镗削法。将缸体放在镗床上找正,使气缸衬套内孔沿轴向及圆周误差均不超过0.05mm,然后开始镗削至约剩1mm余量时停止,之后人工将残余气缸衬套取出,防止损伤缸体配合表面。
2.2缸体加工后的清理清洗
气缸衬套取出后,清除缸体内残余的铁屑,用清洗剂仔细对气缸进行清洗,再用和好的面团清理表面及缝隙中不易清除的铁屑杂物,最后用压缩空气彻底吹扫干净。
2.3冷却设备示意图(如图2所示),准备相应的安装设备。
2.4为保证气缸衬套吊装稳定可靠,便于安装,特制作专用工具。
起吊时将专用工具从阀孔放入气缸衬套内,上紧下面的两个螺栓,使其紧紧顶在阀孔开口处,上面安装两个M16的吊耳,使气缸衬套在起吊时保持自然垂直状态,便于安装。
3气缸衬套的现场安装
将气缸衬套放入桶内(如图2所示),缸体垂直安放。然后打开阀门向桶内充气缸衬套长度三分之二高度的液氮,冷却15分钟以上起吊装配,装配前使用外径千分尺测量气缸衬套外径约为249.65mm。吊车缓慢下降,两人戴防低温手套配合扶持,气缸衬套即可顺利装入缸体。
迅速将气缸盖安装在气缸上,对称上紧缸头螺栓,以确保气缸衬套在气缸缸内不发生移动。
4操作中的注意事项
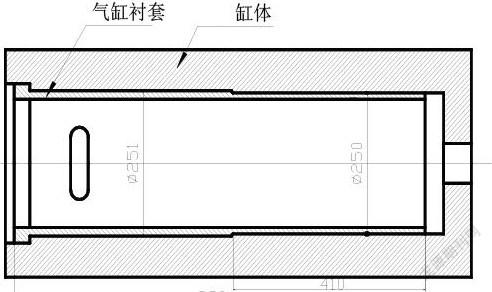
装配示意图(如图3所示),气缸衬套与气缸的配合尺寸分为内外两段,分别为250mm及251mm,因此在镗削时采用分两段镗削的办法,分别将内外两段取出,防止一次镗削损伤缸体内部。
气缸衬套在液氮中必须冷却15分钟以上,吊出后应迅速装入缸体内,以免在空气中停留时间过长,热膨胀后尺寸变大导致无法装入。如果在安装过程中发生气缸衬套卡住装不到位的现象,应迅速将其吊出,然后重新将气缸衬套放入液氮中,待充分冷却后再安装,防止气缸衬套“胀”死在缸体里。
清洗时要将缸体上各注油孔清理干净,用压缩空气确认畅通。清理干净后认真测量检查各部配合及定位尺寸,确认无误后方可实施冷装。冷装完毕待缸体升至常温后复测各部数据测,然后进行下一步装配。
5结束语
采用上述方法对往复式压缩机气缸衬套进行更换,操作可靠性较高,更换后各项数据均能达到标准,满足使用要求。
参考文献:
[1]《活塞式压缩机设计》编写组.活塞式压缩机设计[M].北京:机械工业出版社,1974.
