透明牙膏膏体损耗的分析与控制
2021-11-19笪成柱
笪成柱 张 恒
(淮安纵横生物科技有限公司淮阴分公司,江苏 淮安 223300)
引言
近几年有关牙膏生产中膏体损耗的文章很少看见,国家对生态环境保护力度的增加以及企业不断地降本增效,分析并控制牙膏生产中膏体损耗是很有意义的。针对透明牙膏生产过程中膏体的生产流程来分析膏体的损耗,主要出现在配料、投料、制膏、出膏、膏体输送、灌装、取样化验和留样等工序,具体分析如下(仅以我公司的实际情况为例)。
1 配料损耗
1.1 计量器具不准
所有物料通过计量来配料。大多数工厂用电子秤来计量,但液料也有用流量计来计量的。计量器具不准造成的损耗往往不易被发现。
控制:电子秤用前要检查进料口与计量桶是否过于紧密接触,计量器具进行校正,防止秤的不准带来计量的误差。流量计要考虑到液料的温度、粘度、密度等情况及时地调整参数,防止出现误差。
1.2 有预包装的大宗原料
碳酸钙、二氧化硅、磷酸氢钙、氢氧化铝等原料供应商都是按照包装规格进行预包装,牙膏配料时常常是默认每袋的包装规格量就是实际的重量,往往有的供应商控制得不好,误差较大,甚至每袋都是负偏差。
控制:工厂在原料进库时仓管员就要按比例通过抽查每包净含量,使平均净含量不低于包装规格,如果低于包装规格通知采购与供应商交涉,然后生产上按照实测的平均净含量操作,差多少补多少。
2 投料损耗
2.1 抛撒、溅出
操作时要小心,缓慢加料,防止抛撒和溅出,造成损失。
2.2 少投料
投料时少投了其中的一种或几种,这种几率较小,但发生时就会造成质量事故。
控制:建立复核机制(配料和投料都要第二人进行复核并记录,确认料的重量和已投状态)。质保办经常抽查现场待投料物料的数量和投料记录。
2.3 容器管道的滞留和挂壁
包括计量桶、出料管道的滞留和挂壁损失。计量桶计量后出料,由于液体的粘性附着在桶壁和出料管道,造成每批200g~500g的损耗,所以计量桶出料阀门不要及时关,要滞后关,使液料尽量流尽。粉仓粉体的残留约1000g。
3 制膏的损耗
3.1 液料的挂壁和管道内的滞留(甘油、山梨醇、PEG、水等预混锅,见图1)

图1
预混锅的内径尺寸:Φ800mm,高800mm,锥体高350mm,正常用到一半的高度。
=11111cm2
液料壁挂平均厚度约1mm,物料70%山梨醇1.286g/cm3,甘油密度1.263g/cm3计,丙二醇密度1.036g/cm3,PEG400密度1.112g/cm3。
山梨醇液料挂壁残留量=11111×0.1×1.286=1428.8746g(≈1.43kg)
同理甘油液料挂壁残留量=11111×0.1×1.263=1403.3193g(≈1.40kg);
丙二醇液料挂壁残留1.15kg,水挂壁1.11 kg。
此处预溶处损耗取最大约3 kg。
3.2 制膏机内膏体滞留(见图2)
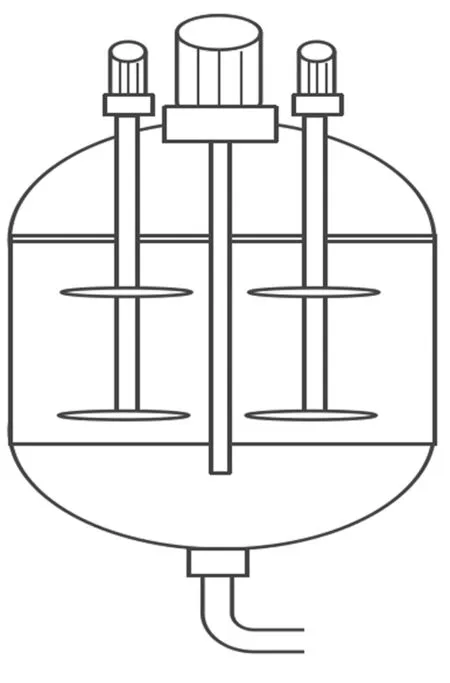
图2
3.2.1 制膏机型号:ZG700,内径:Φ1084mm,下封头,中间轴:Φ800×1500mm,两个高速搅拌轴:Φ50×1200mm,两个分散盘:Φ320mm。
底总内表面积约1.398m2,膏体挂壁平均厚1cm,透明牙膏膏体比重视为1.3g/cm3。
则挂壁重量为1.398×10000×1×1.3÷1000=18.174kg≈18.2 kg
3.2.2 制膏机型号:ZG1300 内径:Φ1300mm 下封头,中间轴:Φ800×1500mm 两个高速搅拌轴:Φ50×1200mm 两个分散盘:Φ320mm。
底总内表面积1.934m2,膏体挂壁平均厚1cm,透明膏体比重视为1.3g/cm3。
则1.934×10000×1×1.3÷1000=25.142kg≈25 kg
3.3 出膏泵内膏体滞留(见图3)
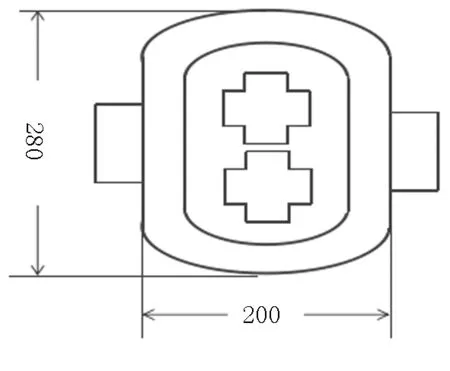
图3
PN50型出膏泵余量体积0.65L×1.3=0.85kg
3.4 过滤器内膏体滞留(见图4)
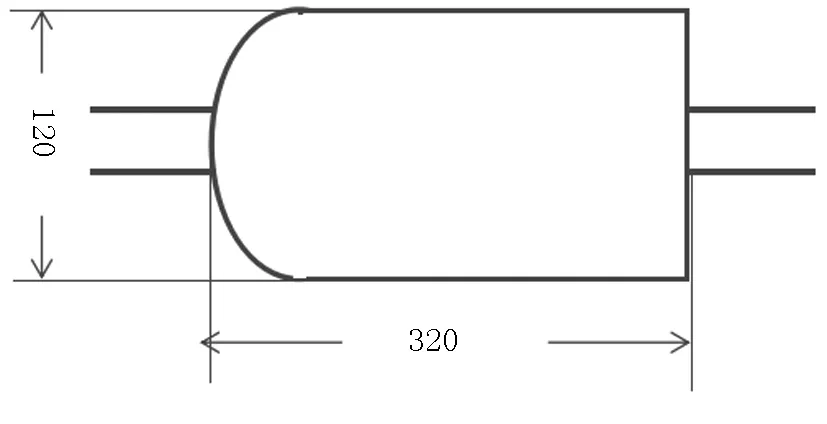
图4
过滤器1Φ120×320 πr2·l×ρ=3.14×6?×32×1.3=4702.464g≈4.7 kg
过滤器2Φ100×320 πr2·l×ρ=3.14×5?×30×1.3=3061.5g≈3.1 kg
3.5 管道 Φ50内膏体滞留
长140+350+250+110=500cm
πr2·l×ρ=3.14×2.52×500×1.3=12756.25g≈12.76 kg
3.6 制膏抽真空水和香精的损耗
因制膏的长时间抽真空,带走了水气和香精造成损失。透明牙膏配方中水的含量是较少的,经验值在3~5kg/锅左右,取4kg/锅。
4 出料
出料前每锅膏体的取样化验约100~200g(计算时忽略);第一锅出料的管道及泵的冲头膏体约18kg;移动储罐和灌装机冲头膏体约5kg。一批结束后制膏系统的膏体残留详见第三部分制膏的损耗;
控制:尽量将制膏系统的水分控干,减少冲头膏体的损耗;杜绝非正常的少投料或意外泄漏等情况造成的损失。
5 灌装系列的膏体损耗
5.1 移动储罐内膏体残留(见图5)
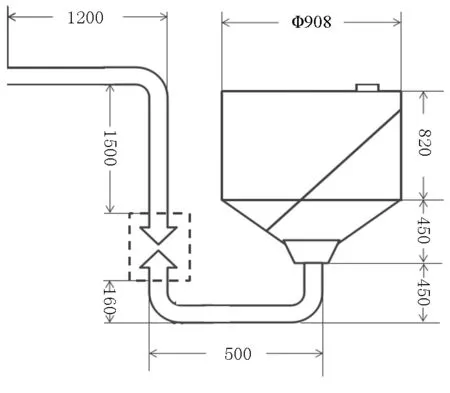
图5
5.1.1 700型
(1)Φ980 高820mm 椎体高450mm。

=26862cm2
膏体挂壁厚5mm,透明膏体比重视为1.3g/cm3。
26862×0.5×1.3=17460.3g≈17.5 kg
(2)淌板:(260+60+60)×1100÷10=4180 cm2

淌板
4180×0.5×1.3=2717g≈2.7 kg
考虑正反两面故2.7×2=5.4 kg
(3)DN50出膏泵约损耗0.85kg。
(4)管道:Φ50 长28+50+16+150+120=356cm
πr2·l×ρ=3.14×2.52×356×1.3=9082.45g≈9.1 kg
计:17.5+5.4+0.85+9.1=32.85kg
5.1.2 1300型Φ1180,高900mm,椎体高540mm。
=35706.8cm2
罐损耗:35706.8×0.5×1.3=23209.42g≈23.2 kg
淌板同上。
管道总长370cm。
πr2·l×ρ=3.14×2.52×370×1.3=9439.625g≈9.5kg
泵损耗约0.85kg,淌板约5.4kg。
计:23.2+5.4+0.85+9.5=38.95kg
5.2 灌装机斗内膏体残留(见图6)

图6
=8350cm2
8350×0.5×1.3=5427.5g≈5.5kg
弯头、泵阀、喷嘴损耗约0.5kg
管道Φ40长120cm
πr2·l×ρ=3.14×22×120×1.3=1959.36g≈2.0kg
计:5.5+0.5+2.0=8 kg
5.3 灌装次品以及取样化验和留样
根据批量和规格算(略)。
综上,可以列出透明牙膏的膏体在ZG700和ZG1300制膏系统中的膏体消耗情况。见表1。
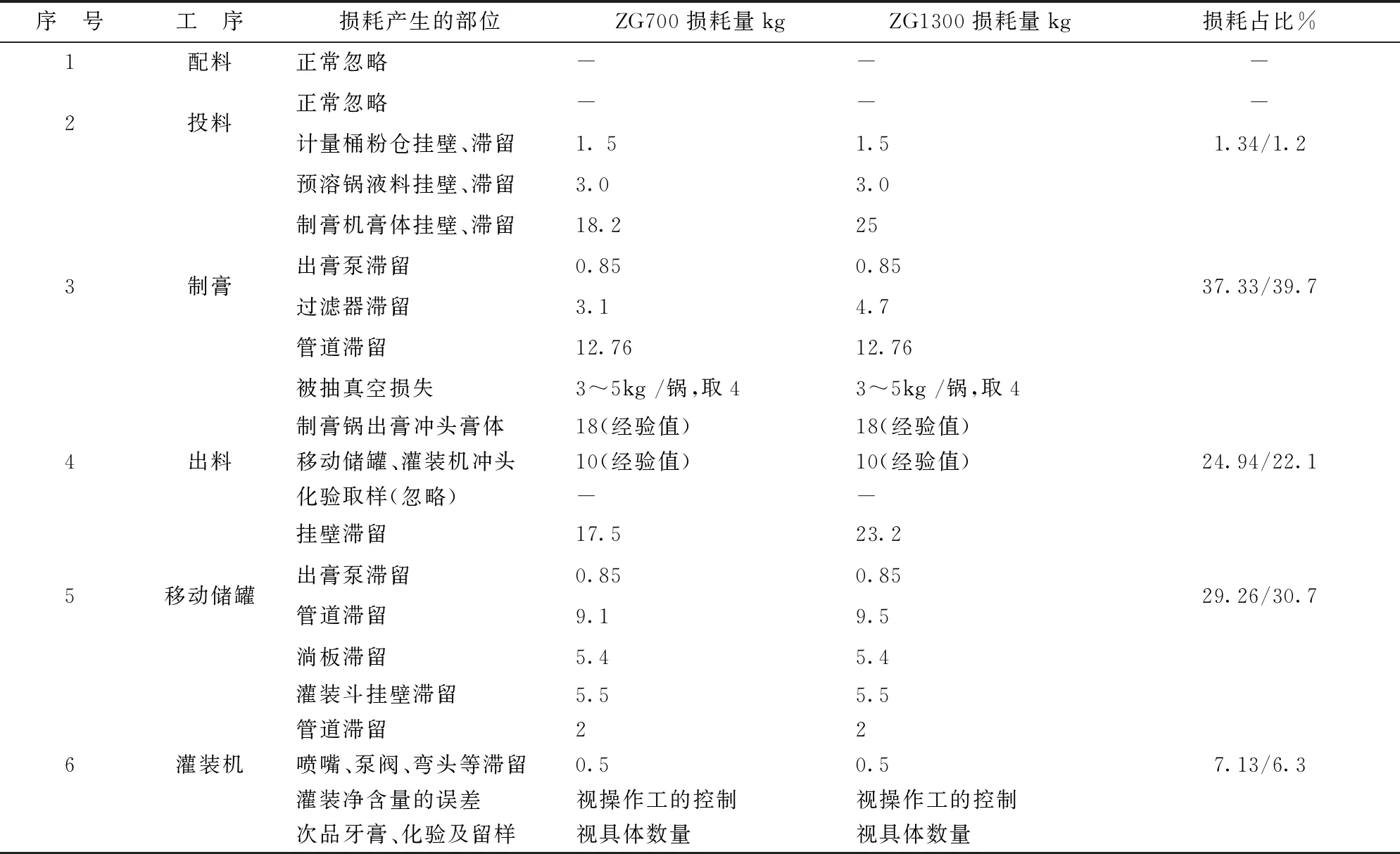
表1
6 结论
①透明牙膏的膏体比重取1.3g/cm3,若用700制膏机和移动储罐,整个膏体理论损耗(按1锅算,下同)为112.26kg。若用1300制膏机和移动储罐,整个膏体损耗为126.76kg。
②正常生产中大多数工厂都会铲壁、甩轴,故管道滞留、冲头膏体是膏体损耗的主要方面,所以如果能控制好冲头膏体,想方设法排出空管道中的水分和结束时管道中的膏体,就会大大降低膏体的损耗,提高膏体的得率。
③斜体字内容为随锅数的增加而增加的变量因素,根据产量相应考虑。
④忽略操作工工艺时间对膏体损耗的影响。其他不同比重的膏体相应计算。
⑤灌装时控制好净含量的误差和次品牙膏的数量也是减少膏体消耗的一个重要步骤。
⑥从损耗占比看制膏占4成,移动储罐占3成,冲头膏体占2成,灌装占1成。
参考文献(略)
