衬衫袖头口袋打版的标准化研究
2021-11-11杜立新宋海燕李凤霞杨晓飞魏崇镇
杜立新,宋海燕,李凤霞,杨晓飞,解 升,魏崇镇
(鲁泰纺织股份有限公司,山东 淄博 255100)
0 引言
服装工艺模板是一种用于服装加工的专业工艺模具,主要用于服装缝制、熨烫、定位等工序[1]。据2019年底统计,笔者公司衬衫打版系统共有口袋11 500个,袖头15 788套,口袋、袖头基础版型较多,且各客户有许多形状、弧度、尺寸接近或相同的口袋样板,形状弧度不统一,造成缝制工厂口袋定型模具多,成本增加,给模具的定制、存储、使用、查找带来很多不便。因此,2020年初笔者公司设专人对口袋、袖头形状进行分类研究,相近弧度进行整合、归类,统一标准,便于样板打制;避免了袖头样板、冲衬模具、定型模具的重复定制,提前为车间配备统一的模具样板,减少成本,提高工作效率。
1 口袋样板资料库整理
服装模板生产可以确保服装规格的一致性,提高服装品质,弥补因加工人员不熟练、工作疲劳等原因引起的误差,减少对高昂专业设备的依赖,从而提高服装加工企业的工作效率和产品质量,是目前服装新型生产模式之一[2]。
1.1 口袋样板编号的标准化
1.1.1口袋样板主要分为圆弧、六角、五角、直角和特殊5类。
1.1.2口袋样板编号的命名:模具编号+客户编码+自定内容。示例如下:① Y15-356-1,表示圆弧半径为15 mm的欧洲客户356口袋样板;② L20-15-356-1,表示六角样板,即水平去角20 mm,同时垂直去角15 mm的欧洲客户356口袋样板。
1.2 口袋样板资料整理及初步合并
从欧美、日韩、国内各选取2~3个主要客户对口袋样板按口袋形状进行统计、归类、整理,相同形状、相同弧度的口袋进行初步合并,形成口袋资料库,见表1。
表1 口袋资料库 单位:个
1.3 口袋样板弧度合并
经统计,整合前圆弧口袋、六角口袋、五角口袋、直角口袋、特殊口袋样板分别占口袋样板总数的56.80%,15.04%,22.43%,1.19%,4.54%,其中圆弧、六角、五角口袋占比较大,所以确定对圆弧、六角、五角口袋样板展开重点研究。
1.3.1 圆弧口袋弧度合并
口袋圆弧半径基本在1 mm~38 mm,且60%圆弧为正圆的1/4大小(见图1),40%圆弧为非正圆,所以确定以正圆弧作为基础样板,非正圆弧往正圆弧度上靠拢。口袋圆弧半径相差数值与弧度相差数值并非是同一数值,如口袋半径相差2 mm,对齐1/2口袋的两侧直角边,此时两圆弧圆心不在同一点上,两口袋弧度仅相差1 mm(见图2)。
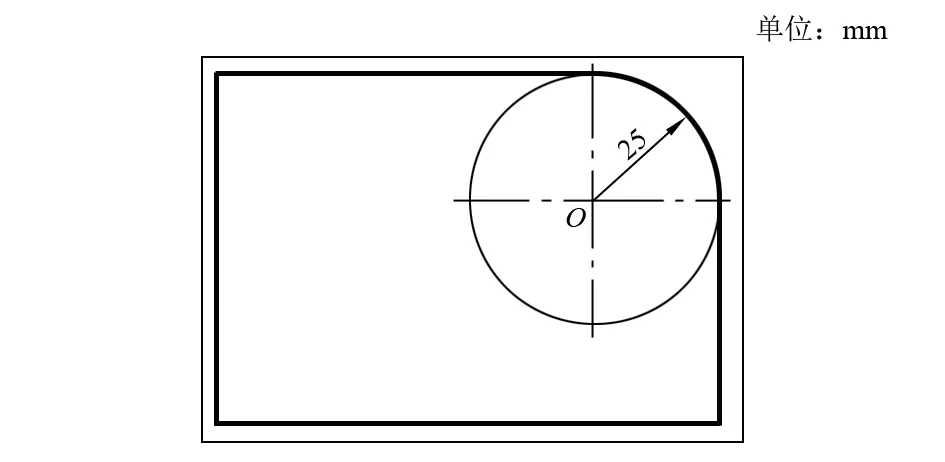
图1 口袋圆弧处为正圆的1/4
图2 口袋半径相差2 mm,弧度相差1 mm
口袋圆弧半径相差3 mm以内,两口袋圆弧处相差2 mm以内,视觉上基本看不出差别。
最终确定合并方法:将口袋圆弧半径档差为5 mm,即圆弧半径每相差5 mm、距离相差3 mm以内的圆弧样板合并为同一形状,取其中间弧度作为基础样板(见图3)。

图3 口袋半径相差5 mm,圆弧处相差5 mm
1.3.2 六角口袋合并
统计发现,六角口袋去角尺寸相差3 mm以内的样板视觉上基本看不出差别,去角尺寸相差大于3 mm时视觉上轻微看出口袋相差。
最终合并方法:将口袋去角档差为5 mm,上下偏差2 mm以内的六角口袋合并为同一形状(见图4)。
图4 六角口袋去角尺寸档差5 mm
1.3.3 五角口袋合并
五角口袋合并方法与六角口袋合并方法相类似,最终确定三角高档差为5 mm,上下偏差不大于3 mm的合并为同一形状(见图5)。
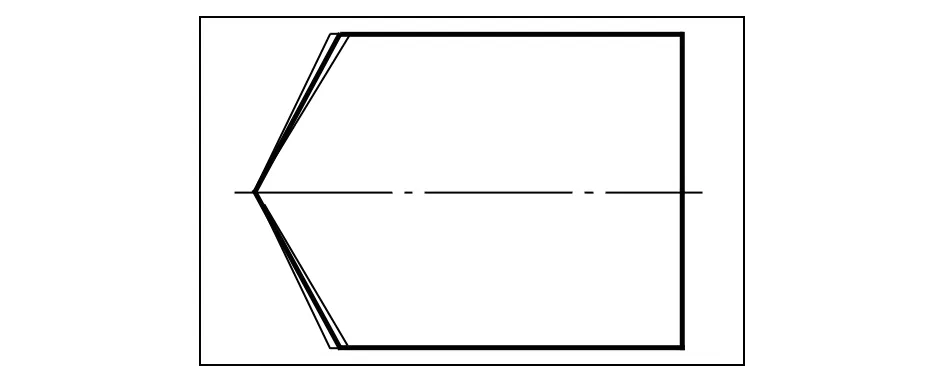
图5 五角口袋去角尺寸档差5 mm
1.4 口袋宽尺寸的合并
对整合后的口袋宽尺寸进行统计,发现口袋宽尺寸档差多为3 mm或5 mm,如口袋宽档差为5 mm时,口袋宽尺寸偏差(理论偏差)为±2 mm,实际成品口袋偏差需进一步实验验证。现暂定口袋档差为5 mm,上下偏差2 mm的合并为一个尺寸。另经统计发现口袋尺寸95%以上在85 mm~140 mm,故暂时确定口袋尺寸为85 mm~140 mm,中间档差为5 mm。口袋尺寸合并后的规格为80 mm,85 mm,90 mm,95 mm,100 mm,105 mm,110 mm,115 mm,120 mm,125 mm,130 mm,135 mm,140 mm。
1.5 口袋弧度合并
经过优化合并,最终确定29个口袋弧度样板,其中圆弧口袋7个,六角口袋8个,五角口袋4个,直角口袋1个,特殊口袋9个,并进行命名,如表2所示。

表2 口袋弧度样板分类及命名
2 袖头样板资料库整理
2.1 袖头样板编号方法
2.1.1袖头样板主要分为圆弧袖头、六角袖头、大袖头和特殊袖头4大类。
2.1.2样板编号规定:袖头宽+模具编号+客户编码+自定内容。示例如下:① 65Y15-356-1(表示65 mm宽,圆弧半径为15 mm的TMW袖头样板);② 65L2015-356-1(表示65 mm宽,水平去角20 mm,垂直去角15 mm的TMW袖头样板)。
2.2 袖头样板基础资料整理及初步合并
从欧美、日韩、国内各选取3个主要客户按袖头形状对袖头样板进行统计、归类、整理,相同形状、相同弧度的袖头进行合并,见表3。
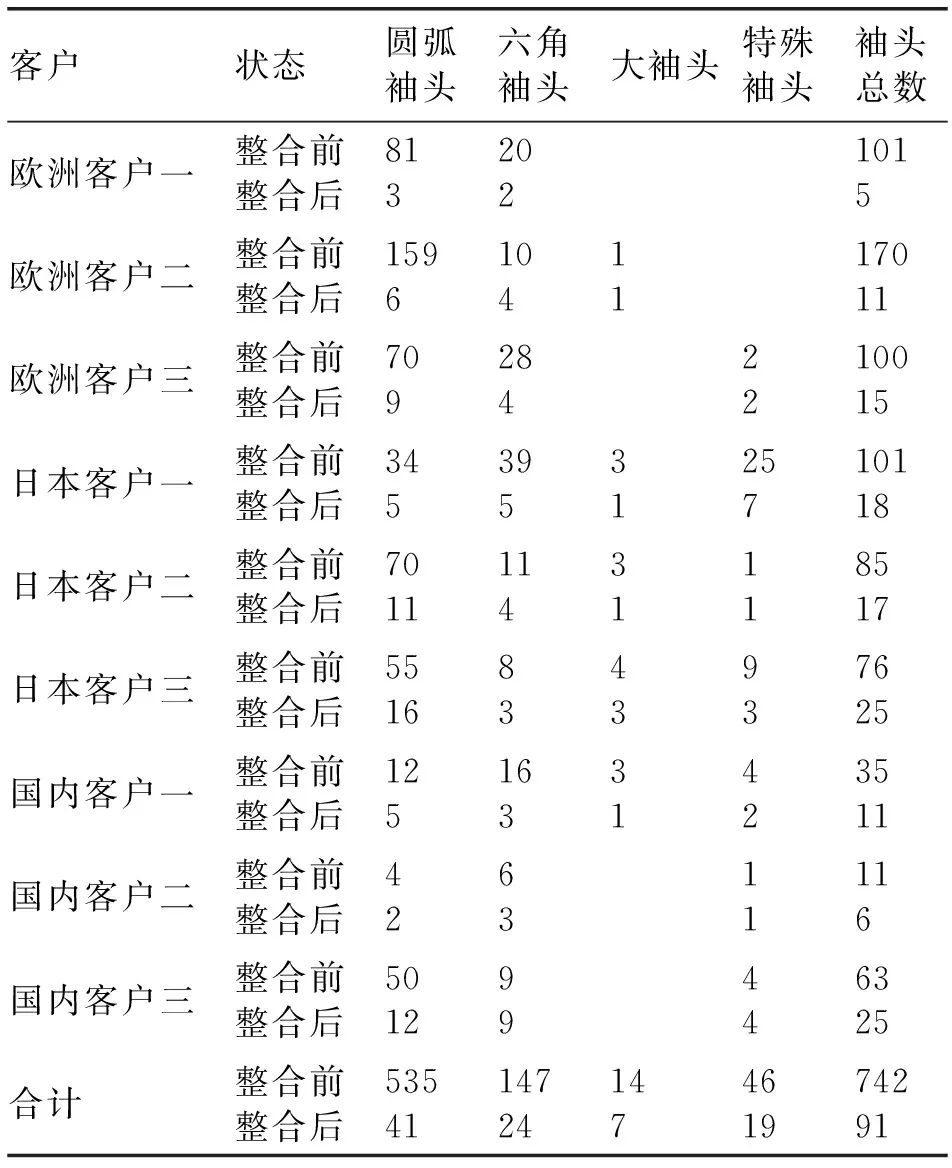
表3 袖头资料库整理
2.3 袖头样板合并
经统计,发现圆弧袖头和六角袖头各占袖头总数的72%和20%,所以圆弧袖头和六角袖头为研究重点。
2.3.1 圆弧袖头合并
袖头半径基本为5 mm~45 mm,且60%圆弧为正圆的1/4,40%圆弧为非正圆,所以将正圆弧作为基础参考样板,非正圆弧往正圆弧靠拢,最终确定半径相差不大于5 mm的圆弧,距角相差3 mm以内的圆弧样板合并为同一形状,取其中间弧度作为基础样板,见图6。
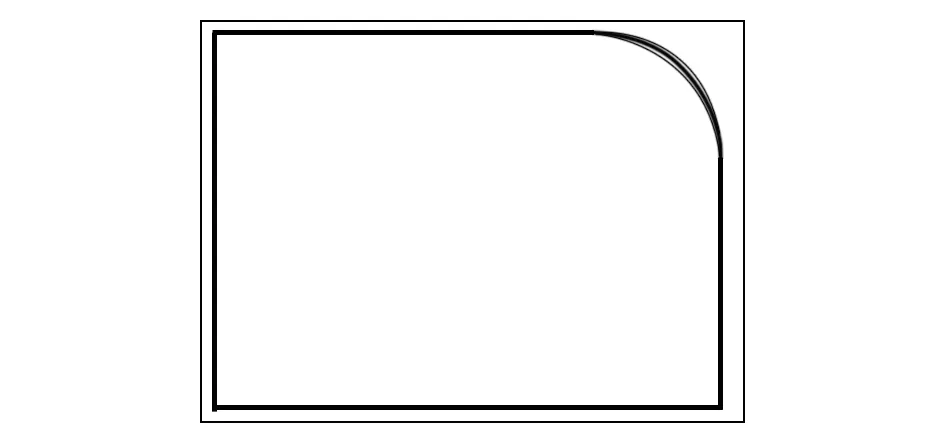
图6 圆弧袖头半径相差5 mm,距角相差3 mm
2.3.2 六角袖头合并
据统计,六角袖头去角尺寸相差2 mm以内的样板视觉上基本看不出差别,去角尺寸相差3 mm时视觉上轻微看出袖头相差(见图7)。于是将去角尺寸相差不大于3 mm的六角袖头合并为同一形状,取其中间尺寸作为基础样板。
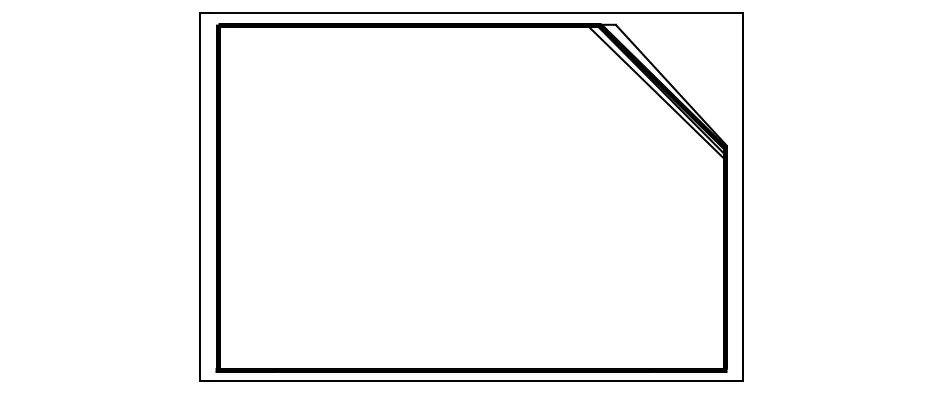
图7 六角袖头去角尺寸相差3 mm
2.4 袖头样板标准弧度的确定
2.4.1 确定袖头基础样板
先对相同形状、相同弧度的袖头进行合并,再经过优化合并,最终确定:圆袖头基础样板9个,六角袖头基础样板10个,大袖头基础样板7个,特殊袖头基础样板19个(大袖头和特殊袖头形状特殊已无法再整合)。
通过对比验证,这45个基础袖头已包含所有客户的袖头形状,最终确定了45个基础袖头样板,从而提高样板打制效率,同时减少模具的重复打制,降低生产成本。
2.4.2 建立标准的袖头模板资料库
服装工艺模板技术是服装加工业的高效生产技术,也是未来服装行业发展的方向,运用模板技术解决瓶颈工序的难点,能最大限度发挥服装工业模板的技术优势,降低服装企业成本,提高企业利润[3]。
根据最后优化合并的45个袖头样板,建立详细的袖头模板资料库,合理正确地选择性导入[4],完善缝制工厂传承技术资料。
3 结语
3.1通过分析整理,最终确定口袋常用弧度5个(其中:圆弧3个,五角1个,六角1个);袖头常用弧度9个(其中:圆弧6个,六角2个,扇形1个)。口袋和袖头样板的最终优化数据统计,不仅方便了车间员工的查询工作,而且避免了样板的重复打制,节约了生产成本,提高了生产效率。
3.2衬衫缝制工厂现有的481套袖头定型和412套口袋定型模具,整合后有30套袖头模具,20套口袋模具(不含特殊形状模具),整合后模具数量是之前工厂模具数量的1/10。2019年共节约口袋模具182套,袖头模具201套,确保了各工厂模具打制及时化、标准化、信息化和系统化。
3.3服装模板技术在服装产品加工行业具有积极重要的作用,但是由于技术本身还存在一定的局限性,并不能完全取代传统工艺和专用机械设备,只有和实际生产相结合,合理正确选择性导入,才能充分发挥服装模板的优势,达到优化生产的目的。
