某钛合金材料长叶片抛光研究
2021-11-02周云波
周云波
(东方汽轮机有限公司,四川 德阳 618000)
钛合金材料的综合性能非常优异,其具有强度高、耐腐蚀性,耐热性等优良特性。是航空、航天飞行器轻量化和提高综合性能的最佳用材[1]。早期机械抛光工艺较耗费时间,而且几乎所有的机械抛光法在最后一步或最后两步抛光过程中使用含有侵蚀的剖光液。数控砂带抛光的方法往往能够得到较好的剖光表面,20世纪70年代和80年代,钛及钛合金的抛光仍然延续使用老的抛光方法,Springer和Ahmed在1984年首次发表了关于钛及钛合金的抛光方法文章。据统计,国内外汽轮机生产厂商对于超长末级叶片材料的选择主要有两种,一种是采用高强度沉淀硬化马氏体不锈钢(如PH13-8Mo),另一种就是综合性能优异的钛合金材料。钛的导热系数为15.24W/(m.K),约为镍的1/4,铁的1/5,铝的1/14,而各种钛合金材料的导热系数比钛的导热系数还要下降约50%。
东汽自主研发的国内最长的用于火电机组的全转速末级1400mm等级叶片就采用的钛合金材料,该叶片适用于5kpa~8kpa背压范围的600MW等级凝气式汽轮机,3kpa~5kpa背压范围1000MW等级汽轮机,以及功率更大的5kpa~8kpa背压范围1300MW等级汽轮机等[2]。钛合金材料耐热性能好,但是也为加工带来不利,如砂带抛光受热特别是“过热”易产生“烧伤缺陷”风险,所以有必要通过开展试验来选择合理的砂带、参数,确定合理的抛光方式[3]。由于叶片结构的限制,目前公司的数控抛光机床暂时无法实现汽道与叶冠、凸台、叶根等转接R及附近部位的自动抛光,这些区域只能采用人工抛光。本文仅研究钛合金材料的数控砂带抛光。
1 抛光试验
1.1 试验材料及仪器
1.1.1 试验材料
试验对象为长度等级1400mm的钛合金材料叶片,叶片汽道型面在数控机床上经过粗、精铣加工,表面存在铣削刀花。
1.1.2 仪器设备
MK1000型数控砂带磨抛光机床、若干不同厂商/不同型号砂带(120目数/240目数)、TR200手持式表面粗糙度检测仪、40MAT金相显微镜、5124维氏硬度仪
1.2 数控砂带磨抛光试验
1.2.1 砂带选型
在抛光过程中,样品需要定时转动方向,大多数金属合金中存在硬质相,如果不转动方向,抛光样品在硬质相上会有黑色的“长尾巴”,影响金相质量,解决“长尾巴”问题的关键在于转动样品的方向,每次可转90度或180度。以1件汽道型线经过粗、精铣加工的模锻TC4钛合金材料叶片为试验对象,在同一件叶片汽道型面划分几个对比抛光区域,在相同的试验参数条件下,分别用不同厂商提供的几种砂带进行抛光试验。先用120目数砂带进行粗抛光,再用240目数砂带精抛光[4]。抛光完成后用TR200表面粗糙度仪分别对各抛光区域检测多个点位粗糙度,由于存在检测误差,取平均值进行分析(如表1)。

表1 不同品牌砂带抛光粗糙度检测结果
从结果来看,仅A和C型砂带满足最终精抛光Ra≤0.8的要求,但是C型砂带存在易掉沙粒的情况,故而择优选取A型砂带。
1.2.2 确定合理的抛光参数
在选定的抛光砂带条件下,不同的抛光参数对抛光质量也会产生影响,如磨削进给速度、转速、磨削压力、弦长/角度误差、步长等。磨削压力、弦长/角度误差、步长等参数是机床生产厂商设置好的,一般选用其推荐数值,此处仅研究不同进给速度和转速的影响[5]。
在其他参数相同的情况下,通过测得多组数据,磨削进给速度、机床主轴转速分别与粗糙度大致呈“V形”关系(图1)。可看出精抛光时,进给速度5800mm/min,主轴转速1800r/min时,磨削表面粗糙度满足Ra≤0.8要求,且基本为最优值。
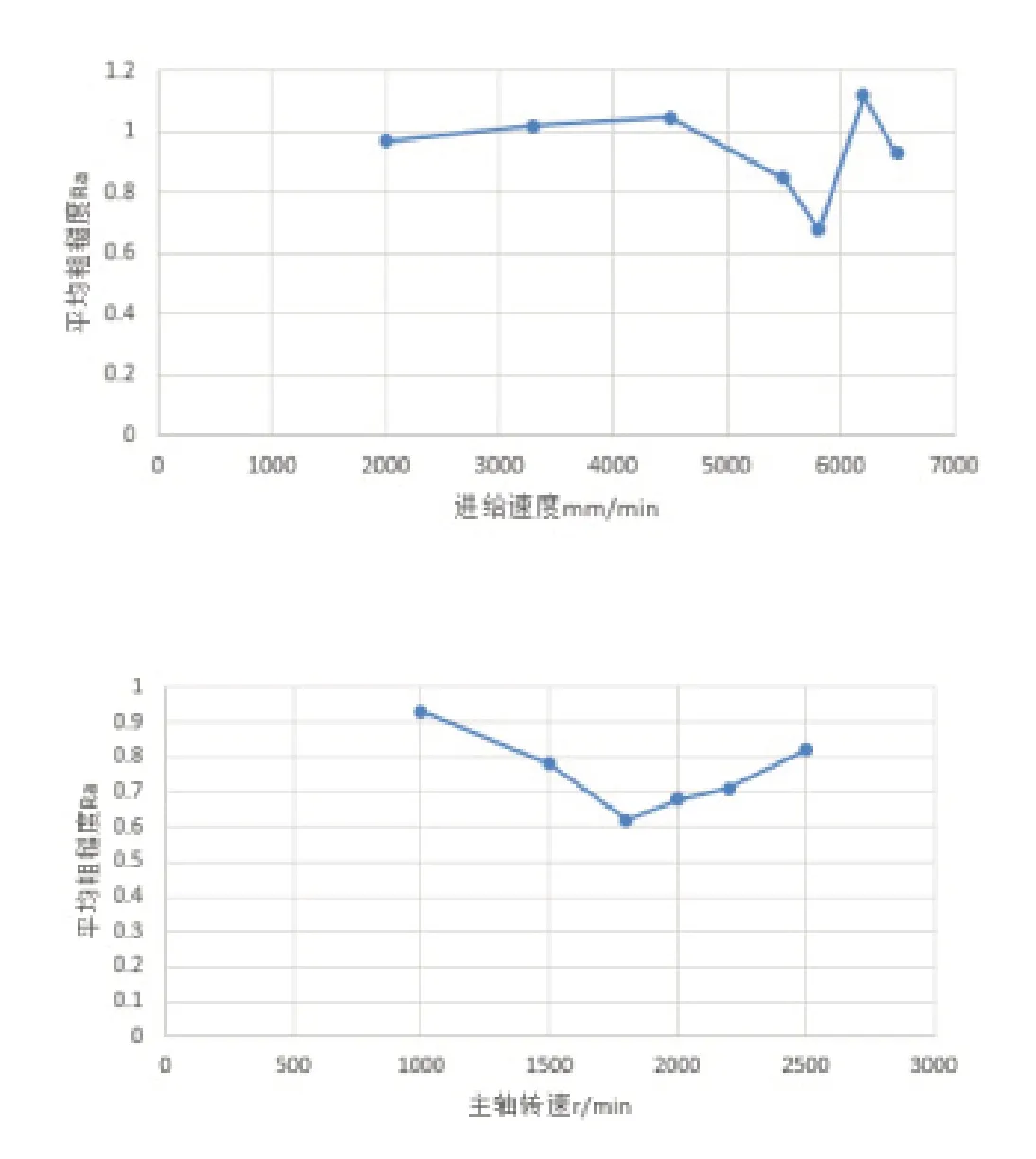
图1 磨削进给速度与粗糙度影响关系
在环境温度25℃条件下,用40MAT金相显微镜,放大倍数X200,测得试样金相组织如图3。试验发现,金相组织无异常。
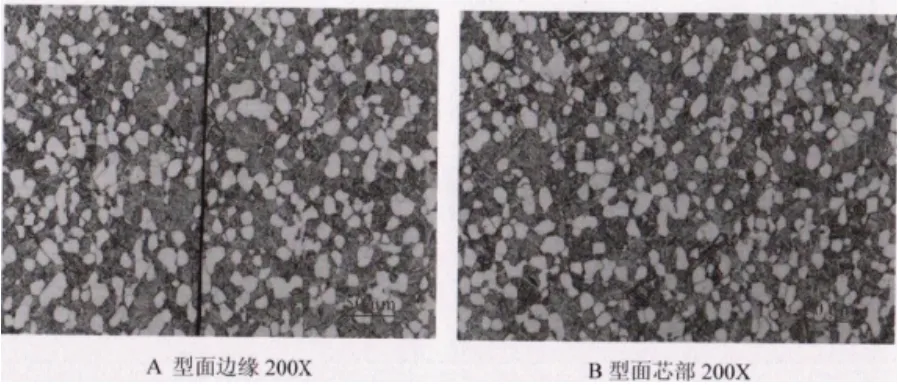
图3 金相组织图
1.2.3 抛光表面组织合格性验证
钛合金材料由于散热性能差,抛光过热易引起表面“烧伤缺陷”风险。抛光质量除了宏观的表面粗糙度外,还有两个重要的监测要素,一为宏观上的显微硬度,另一个为微观上的表面组织变化。
将叶片汽道型面在上述选定的合理参数条件下抛光处理,对抛光区域取样检测。用5124维氏硬度仪测得所取试样表面各点硬度如图2。可看出各点位显微硬度基本相当,满足材料的硬度要求。且同一点位表面与芯部硬度偏差合理范围。
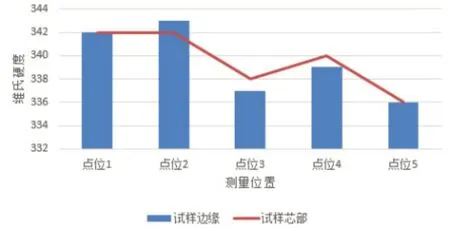
图2 抛光试样显微硬度
2 结论
公司自主研发的1400等级钛合金材料(Ti-6Al-4V)叶片,通过抛光工艺试验得出结论:
(1)A型砂带抛光表面粗糙度最优,可作为优选方案;
(2)MK1000型数控砂带机床进给速度5800mm/min,转速1800r/min时,表面粗糙度满足Ra≤0.8的要求,且对比各参数基本为最优;
(3)通过试验方法确定的抛光参数是合理可靠的,该方法研究思路可为其他叶片抛光方法的选择提供参考。
