FTW200K超高比容钽粉研制钽电解电容器中被覆Mn(NO3)2溶液新工艺的研究
2021-10-27李福成李彦军哈艳梅夏继海
李福成, 李彦军, 哈艳梅, 夏继海
(1.国家钽铌特种金属材料工程技术研究中心,宁夏 石嘴山 753000;2.西北稀有金属材料研究院 稀有金属特种材料国家重点实验室,宁夏 石嘴山 753000;3.中色(宁夏)东方集团有限公司 宁夏东方钽业股份有限公司,宁夏 石嘴山 753000)
通过钠的氧化-还原法制备的FTW200K钽粉是一种超高比容、超细颗粒度的金属粉末,它的费氏平均粒径(FSSS)小,松装密度(SBD)小,比表面积(BET)相对较大,化学杂质含量相对较高,特别是非金属杂质的含量随着比容的增大而增大,比如O.另外,FTW200K超高比容钽粉颗粒的强度较高,用它制造的钽电容器既满足低压、高容量要求,又实现了发展的缩小型壳号、智能化方向.该粉末主要用于制造和生产高端电容器的原材料.由于该粉末经过团聚化热处理,以众多一次原生金属单颗粒的团聚体为基本粒子组成的单元,是有类似珊瑚状的多孔结构功能金属粉末材料.在每个组成单元中,颗粒之间的相互结合是在钽粉生产工艺中完成,而形状、体积大小不等的团聚体(球形单元)粉末(二次颗粒)压制成阳极块是在电容器生产工艺中完成.所以,高比容钽粉用做制造电容器材料有利于电性能各参数(容量、损耗、漏电流)的引出[1—2].
将该粉末材料压制成阳极块,经高温烧结后,在钽阳极块中仍能保持一定的比容和微观孔道,所以在其表面最适合被覆Mn(NO3)2溶液制备钽电解电容器的阴极层.随着钽阳极块在Mn(NO3)2溶液中的浸渍,溶液会顺着阳极块中的微观孔道逐步向内部渗透.然后再将这种被覆了Mn(NO3)2溶液的钽阳极块在分解炉内热分解成MnO2.被覆Mn(NO3)2溶液是制造钽电容器的核心工艺,但目前存在容量引出难,容量损失大、损耗大,漏电流大,电容器质量低,产品合格率低,生产工艺不稳定等诸多生产难题[3].因此,Mn(NO3)2溶液被覆工艺的不成熟已成为高端电容器批量化生产、超高比容钽粉应用的瓶颈.笔者以2.5V 220 μF-B壳号钽电容器为样品,选择将ρ=1.85 g/mL的Mn(NO3)2溶液在钽阳极块表面进行分解被覆,并对不同工艺条件进行对比实验和过程分析,以期为生产高端钽电解电容器确定新工艺、新技术提供参考.
1 实验
1.1 试剂与仪器
2.5V 220 μF-B壳号钽电容器半成品;Mn(NO3)2溶液(ρ=1.85 g/mL);去盐、去离子纯净水(电阻小于等于5 μS/cm); 乙醇(黏度为1.074 mPa·s,20 ℃,分析纯);冰乙酸(熔点为16.604 ℃).
316 L不锈钢料架及手钳;500 mL带刻度塑料量杯;200 mL带刻度塑料量筒、30 L立式塑料桶(D=1 m);棉质纤维滤纸;不锈钢镊子;计算器;立式真空热分解炉;DHG-9055A防潮电热烘干箱;NY13220F直流稳压电源;TH2688C电解电容器漏电流测试仪;同惠TH2617X电容器多路测试仪;MM-7C电脑型三目正置金相显微镜;日立S-4800台式扫描电子显微镜.
1.2 样品的制备
选择已在2.5V 220 μF-B壳号钽阳极块表面形成一定厚度MnO2阴极层的电容器半成品为样品.将ρ=1.85 g/mL的Mn(NO3)2溶液倒入专用不锈钢热水浴槽内,再将带样品的不锈钢料架放置水浴槽上,并调整料架的高度,使样品在Mn(NO3)2溶液中浸渍15 min.放入分解炉内进行热分解,第1遍热分解30 min,再放入已配制好的冰乙酸溶液中30 min,烘干.重复上述步骤,将样品放入Mn(NO3)2溶液中浸渍20 min,放入分解炉内进行热分解30 min,分解后的样品放入已配制好的冰乙酸溶液中30 min,烘干.经后序的被覆银层、样品装配、样品包封和样品筛选完成样品的制备并测定样品的电性能参数(120 Hz).
1.3 工艺流程
钽电解电容器的生产工艺流程见图1.

图1 钽电解电容器的生产工艺流程
2 结果与讨论
2.1 Mn(NO3)2溶液分解时间对电容器的电性能参数影响
通过热分解法制备MnO2,是钽电解电容器生产无机阴极层的唯一被覆方法,也是生产钽电容器的阴极层和各电性能参数引出的核心工序,所以被覆(Mn(NO3)2)溶液形成MnO2阴极层的优劣决定着钽电容器的电性能.钽阳极块在热分解炉内的反应时间决定Mn(NO3)2溶液是否完全分解成MnO2,如分解时间过短,特别是质量浓度较大的Mn(NO3)2溶液,不能完全发生化学反应,易在钽阳极块表面或者钽阳极块内部的微观孔道中残留,造成电容器的容量、损耗等参数无法或不完全引出.若MnO2阴极层的形成失败,如果分解时间过长,在O充足的情况下,阴极层中的MnO2向低价态的锰化物转化[4—6],导致新的氧化物生成,最终使钽电容器的漏电流(Il)增大.Mn(NO3)2溶液在不同分解时间下的电性能参数分析见表1.
由表1可知,当Mn(NO3)2溶液的分解时间t=25 min时,C较高,其数值超出设计标准容量的10%以上,且波动范围较大、不稳定,比在分解40 min下的C大,而该条件下的Il不大;但在t=40 min下的C较高,波动也较大.笔者推断,t过长会使膜层质量恶化,出现晶化、裂纹或MnO2的转化等现象,导致Il增大.当t=30 min时,C接近设计的标准容量值,数据一致性好,波动范围较小,且Il也最小.

表1 硝酸锰溶液在不同分解时间下的样品容量、漏电流对比
2.2 Mn(NO3)2溶液分解方式对电容器的电性能参数影响
为了形成质量好的MnO2阴极层,从Mn(NO3)2溶液在分解炉内的分解方式,膜层的形成、修补等方面进行实验.在分解炉内的频率和汽流方向不变、水汽和O含量保持充足的情况下,对分解温度(T)和时间(t)在2.1的基础上进行调整.首先将1.85 g/mL的Mn(NO3)2溶液在(250±5) ℃、(10±0.5) min的条件进行热分解实验,发现膜层的外观质量不好,甚至出现凹沟痕、起包、起皮、发青、粗糙不均以及类似被抓痕的不良情况,膜层的形成不正常(图2).另外,在T较高的条件下分解,产品在形成时出现升压速率慢、升压时间长、电流较大现象,这可能与分解炉内的水汽含量有关.同时,将分解条件由(195±5) ℃、(30±0.5) min改为(195±5) ℃、(20±0.5) min、(220±5) ℃、(15±0.5)min进行分步分解.即第一步,使在钽阳极块表面被覆的Mn(NO3)2溶液先分解;第二步,在偏高一点的温度下,使渗透在阳极块内部微观孔道中以及靠近阴极层内部的少量Mn(NO3)2溶液继续充分完全分解,这也有助于Mn(NO3)2溶液中结晶水分子的脱除.在此基础上,为了避免高质量浓度Mn(NO3)2溶液在钽阳极块内部微观孔道中的浸溶和渗透,实验中试着在Mn(NO3)2溶液中添加一定量的乙醇[7].经过一系列的实验对比和优选,具体数据分析如表2所示.

表2 硝酸锰溶液在不同分解方式下的样品容量损耗、漏电流
由表2可知,分解炉内的温度、分解方式对△C,Il等电性能参数的影响较大.笔者认为,当热分解时,炉内的O含量过高,多余的O会在MnO2阴极层形成的过程中进入膜层内,并形成疵点,甚至出现晶化现象.因此,随着O含量的增高,这些疵点、晶化点或微细裂纹区域处的导电性能变差,导致△C,Il增大.Mn(NO3)2溶液每热分解一次就形成一次MnO2阴极层,该过程能够降低Il、改善膜层质量,并不是重新被覆MnO2膜层,而是通过膜层的自愈修复恢复到固有的形态,避免溶解MnO2导致阳离子浓度增大,对膜层造成腐蚀和污染.降低Il还可通过延长形成时间,降低形成溶液中的H+浓度,降低形成电压等措施.考虑到2.5V 220 μF-B在赋能时形成电压较低,故在设计被膜形成电压时不要超过高赋能电压的80%,但形成液的比电阻要大.
出现图2的膜层现象,笔者认为是,在实际操作中,阳极块表面浸渍的Mn(NO3)2溶液时间略长,炉温偏差大以及在规定分解时间内阳极块表面的溶液没有完全分解.但更重要的原因是,密闭分解炉内水汽的流速和风向过大.一般,实际炉内温度比工艺设定值低2~3 ℃.如实验中排除阳极块表面浸渍不到位、浸渍后料架提升速率过快、分解炉内水汽量不足等因素,分解炉内的水汽含量可通过测量炉内O含量来间接表征.

图2 膜层外观
2.3 Mn(NO3)2溶液被覆遍数对电容器的电性能参数影响
被膜结束后,在电镜下观察浸渍2遍Mn(NO3)2溶液的阳极块的上端面及整个表面.用刀片拨起塑料垫,发现表面有1个类似塑料垫大小的小涡,推断有MnO2存在,说明Mn(NO3)2溶液能够浸到塑料垫与钽块上端面之间的缝隙.但浸渍4遍Mn(NO3)2溶液时,在钽丝和端面之间的缝隙中没有发现MnO2存在,这是因为缝隙处已被填满.Mn(NO3)2溶液被覆3,4遍后的膜层如图3所示.同时发现,如果浸渍液超过塑料垫,会导致钽电容器短路;在浸渍第4遍Mn(NO3)2溶液后,升压速率变慢,电流较大,恒压时间过长,说明膜层的质量变劣,电阻增大.容量和等效串联电阻(RES)如表3所示[8].被膜结束后膜层的微观剖面如图4所示.
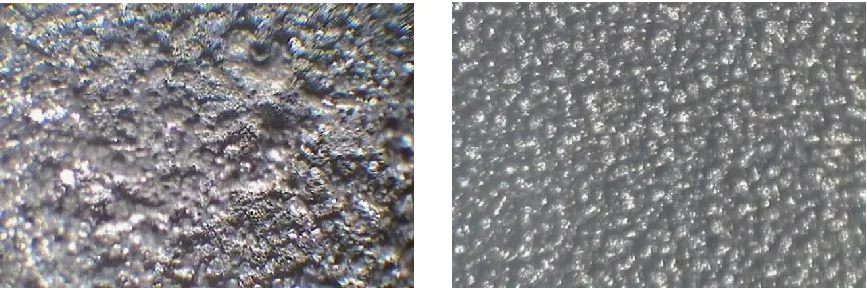
图3 Mn(NO3)2溶液被覆3,4遍后的膜层外观
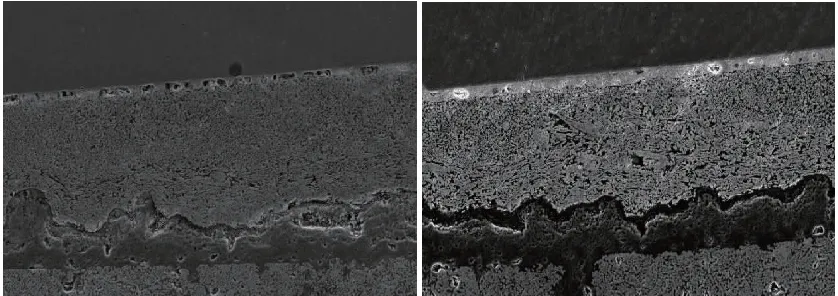
图4 膜层剖面(20 kV,500倍,50 μm)

表3 在Mn(NO3)2溶液不同被覆遍数下的样品容量、等效串联电阻
由表3可知,被覆3遍Mn(NO3)2溶液后,产品的RES较小,C偏大,但C在220 μF左右波动,接近额度容量;而被覆4遍Mn(NO3)2溶液后,产品RES的平均值比被覆3遍的平均值略大一点,而C偏小,波动区间较大,不稳定,难以达到设计值.这是因为多浸渍1遍Mn(NO3)2溶液,阳极块表面的膜层厚度增加;随着溶液质量浓度、黏度的增大,膜层在阳极块表面的浸透性变差,易受到损伤,甚至出现膜层剥离、起皮、起包、掉皮等问题;膜层之间产生接触电阻,导致产品的RES增大、C下降.另外,膜层之间的剥离与分解炉内的水汽含量密切相关[9—12].因此,被覆3遍Mn(NO3)2溶液较合适.
3 结论
1)通过实验,发现FTW200K超高比容钽粉制备低压大容量钽电解电容器中,被覆Mn(NO3)2溶液的新工艺及其生产参数:当Mn(NO3)2溶液分解条件为一步法,即(195±5)℃、(30±0.5)min,二步法,即(195±5)℃、(20±0.5)min ,(220±5)℃、(15±0.5)min时,钽电解电容器的容量引出稳定,损耗、等效串联电阻和漏电流最小,且数据波动小,符合电容器电性能参数的设计值.
2)对质量浓度较高的Mn(NO3)2溶液采用分步分解,利于制备的电解电容器内部微观孔道中Mn(NO3)2溶液完全分解,可提高MnO2阴极层的质量.
3)分解炉内的水汽含量、水汽速率对膜层的形成和质量控制至关重要.当分解炉内Mn(NO3)2溶液的分解温度在250 ℃以上时,可破坏MnO2阴极层的形成.
