冷轧带卷产生错层缺陷的CPC/EPC自动化设备的调整与优化
2021-10-25张涛
张 涛
(唐山钢铁集团高强汽车板有限公司 河北 唐山 063000)
1 引言
在冷轧带钢生产过程中,错层缺陷问题一直存在,影响着最终的产品质量。经过公司公关小组对生产数据的分析总结,记录了相关生产数据缺陷产生的主要位置,汇总发现都出现在产线各机组的开卷机和卷取机设备。对于冷轧生产的各个生产线退火生产线、平整生产线、重卷生产线都存在开卷机和卷取机,要改善这一产品缺陷,主要调整开卷机CPC对中装置和卷取机EPC纠偏装置。
2 错层缺陷的相关性因素
对生产线开卷与卷取机两个自动化对中装置进行数据分析,发现两装置随着速度和带钢厚度的变化不断调整,找寻各个数据的规律,影响最终带钢卷曲不齐的因素主要有钢卷质量、罩退炉垛位、钢种和带钢规格(宽度和厚度)[1]。
2.1 错层与钢卷质量的关系
错层与钢卷质量的关系见图1。从图示可以看出,带钢的错层问题与钢卷质量存在一定的影响比例关系,当带钢重点大于13 t时,带钢受到的影响较大,在小于这一重量时受到的影响不大。
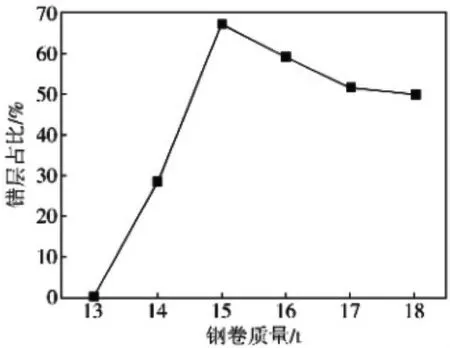
图1 错层与钢卷质量的关系
2.2 错层与退火炉垛位的关系
在罩式退火生产线中同垛的各钢卷之间隔以对流板,一般每炉投放钢卷4~5卷,从上到下垛位编号分别为1、2、4,根据生产数据对比研究,垛位和错层的对比关系见图2,总结规律得出,最上面的垛位出现错层的比例最高,依次往下呈下降趋势。
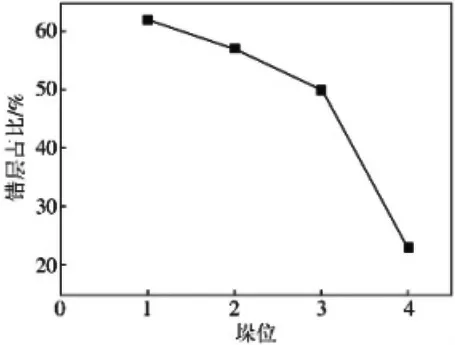
图2 错层与垛位的关系
2.3 错层与钢种的关系
错层与钢种的关系曲线见图3。对生产中出现的几百卷钢卷进行数据跟踪,发现牌号为 T4的钢种出现错层的概率最大。
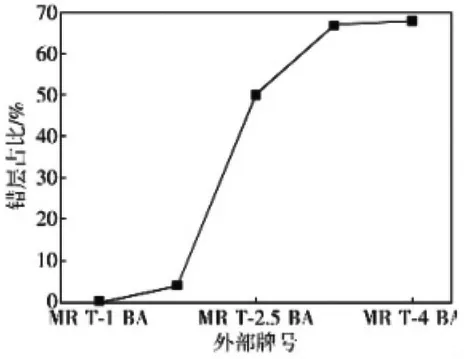
图3 错层与钢种的关系
2.4 错层与带钢规格的关系
通过对带钢的规格进行数据跟踪,1 600卷带钢的生产实践数据厚度为0.2~0.4 mm规格的带钢的错层占比都高达60%以上,宽度为小于800 mm规格的带钢的错层占比都高达100%,可见,带钢对宽度和厚度的影响很大,见图4。
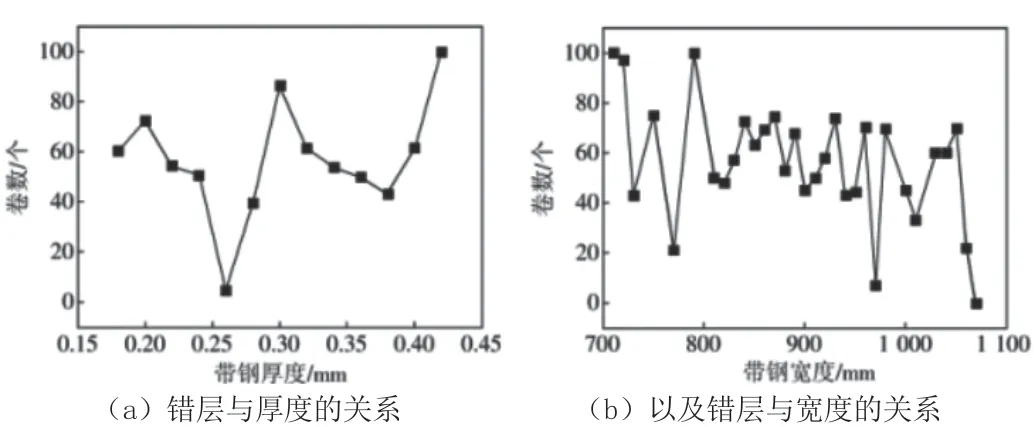
图4 错层与带钢规格的关系
3 错层钢卷的挫伤缺陷分析
通过生产线自动化数据采集(process dataacquisition,PDA)曲线,发现带钢座层位置与纠偏设备有明显的关联,在带钢发生错层部位位移均较大,并且在出现错层位置的带钢边部都有明显的挫伤缺陷,这是影响产品质量的重要因素。生产运行曲线图见图5。
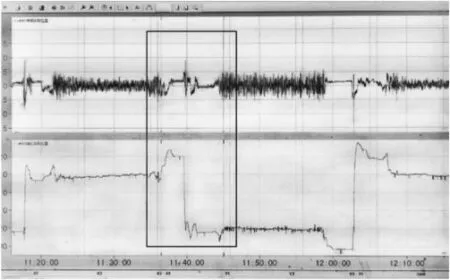
图5 错层卷纠偏系统PDA曲线
4 错层缺陷的优化
通过对生产数据进行跟踪,调整了工艺生产模式和自动化设备的配备,对CPC/EPC系统进行了优化。
4.1 CPC/EPC对中装置的优化
对于带钢较宽的原料,严格控制CPC/EPC对中控制装置。利用关电元件,当原料移交至机架的合理位置后,停止运动并发出信号,关电元件在获取信号后传递给液压伺服系统,通过信号反馈不断调整,直至整个生产保持边缘对中。
提升CPC/EPC装置的调整精度可以有效改善最终错层缺陷问题,为此对该设备在更换品种中及时进行校对和标定,提升该系统的对中精度,经过测试保证对中为止达到最佳。
4.2 线性位移传感器的优化
位移传感器的调整应符合产品位移特性,保证最后执行器在最大范围内伴随生产自行跟踪信号调整,同时利用万向轴承将配合执行器使用,保证最终的位移量不超过位移传感器信号范围[2-3]。
4.3 传感器的接近开关调整
将带钢中心位置的位移传感器固定在基础设备上,同时整个钢结构部分应做到远离中心点30 mm,感应信号片也固定在位移执行器上,感应距离调整在15 mm,并且保证位移传感器可以实现对称移动,保证传感器在中心位置正好被感应片的前端可以遮挡一半位置最佳。
4.4 对中站控制箱的优化
通过现场接线端口增加PROFIBUS模块,将数据连接到对中站系统中,改善信号传输系统,在PROFIBUS-D系统主站中需要组态的字的数目再与西门子S7通信,高位字节和低位字节在传输控制字前互换,在S7软件中将高位字节和低位字节互换命令,利用控制面板当时预留的4个LEDs来指示PROFIBUS-DP的信号传输[4]。
对中站的地址设定见表1,PROFIBUS-DP中EMG通过在触摸屏的参数P036设定最终的用户地址,在修改各类参数后必须重启系统方可执行生效,将DIL开关S1拨到ON,然后再直接拨回OFF。PROFIBUS-DP Master中必须给定输出范围,对中站传感器的CAN-open通过CAN-Bus采用光式连接方式,信号“CAN-高位”和“CAN-低位”使用了同一组双绞线传输。位移传感器可以准确地记录对中装置执行器的数据参数,提供过调整传感器的零点位置可以选择测量方向[5]。
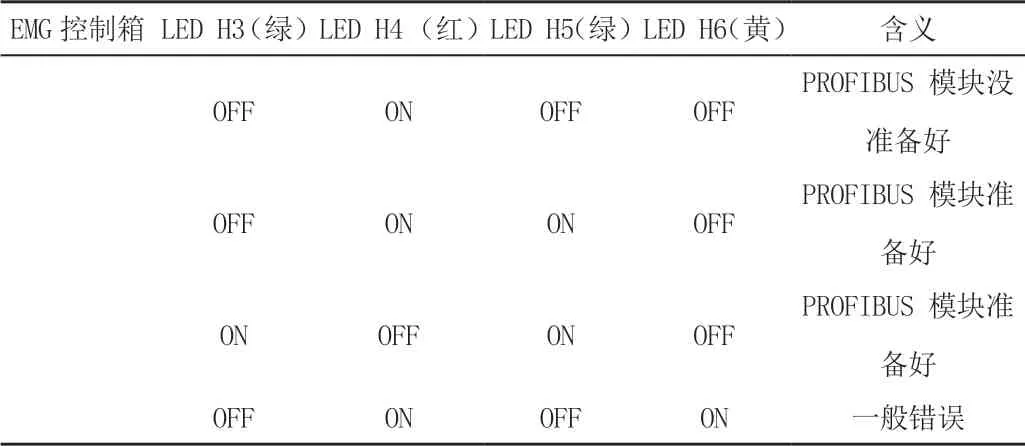
表1 对中站用户地址设定
5 实践结果及结论
通过对冷轧CPC/EPC自动化设备的调整与优化,确定了钢卷出现错层缺陷产生的几个主要方面:钢卷质量、码垛方式、钢种以及带钢规格。在优化系统的过程中找到了对这一自动化设备控制的主要元部件——开卷机和卷取机。并对应找到了相应的线性曲线关系,通过不断地调整,当卷取机的EPC纠偏装置的增益设置从60增加到120时,带钢厚度在2 mm效果最为明显,适当降低带钢厚度调整至2 mm以内,并且优化了各个张力辊的配合,对于1 000 mm以内的带钢,错层出现比例下降了15个百分点,可见在整个系统参数调整过程中,必须配合调整好整个产线的张力设置。
