核电站不锈钢覆面焊接接头的点蚀行为及设计改进
2021-10-25王宇欣张洪军左景辉
王宇欣,白 林,张洪军,邰 江,左景辉,张 跃
(1. 中国核电工程有限公司,北京 100840; 2. 中国科学院金属研究所,沈阳 110016;3. 生态环境部核与辐射安全中心,北京 100082)
核电站不锈钢覆面的主要功能是在各种设计工况下(如正常运行、预期事故工况、SSE地震工况、强迫卸料工况等),保证各水池、水箱不发生泄漏,以中核集团自主研发的华龙一号为例,其主要用于反应堆厂房内的内置换料水池、CIS水池、堆内构件存放池和RVD系统地坑,燃料厂房内的乏燃料贮存水池、燃料转运舱、容器装备井、容器装载井和RCD系统的疏水坑,电气厂房内的辅助给水箱,安全厂房内的地坑以及辅助厂房内的部分贮槽间和疏水坑等不承受压力的水池。
核电站传统的不锈钢覆面采用低碳奥氏体不锈钢Z2CN18-10(304L);AP1000核电站钢覆面采用美国西屋工艺,材料为S32101不锈钢。从国内外电站的运行经验反馈来看,泄漏时有发生,焊缝腐蚀失效可使水池覆面产生泄漏,从而影响电站的运行安全[1-2]。国内对不锈钢覆面材料在实际运行环境中的耐点蚀行为、腐蚀行为均做过系统研究[3-5],但对其焊接接头腐蚀的研究却鲜有报道。而焊接接头,具有不可避免的物理化学差异、残余应力和隐藏的缺欠,往往是不锈钢覆面的薄弱环节,也是导致其腐蚀破坏的影响因素。
本工作选取3种不锈钢覆面材料的焊接接头,对其基础点蚀行为进行详细研究,并为后续新建电站设计提出建设性的改进措施。
1 试验
1.1 试样
试验件为厚10 mm,各项性能符合ASME SA-240规定的S30403、S32101和S32205不锈钢板。前期由建设单位进行了大量工艺性试验,完成了非熔化极惰性气体钨极保护焊(TIG焊)焊接工艺评定。试验件的焊接严格按照NB/T 20002-2013《压水堆核电厂核岛机械设备焊接规范》执行,选取靠近线能量的上限来模拟恶劣工况,具体焊接工艺参数见表1。

表1 试验件的焊接工艺参数Tab. 1 Welding conditions of samples
1.2 试样的理化性能
该批试样首先按照NB/T 20003-2010《核电厂核岛机械设备无损检测》进行了焊后VT、PT、RT等无损检验,全部规范1级合格;随后截取部分试件按照NB/T 20004-2014《核电厂核岛机械设备材料理化检验方法》,进行化学成分检验、力学性能检验(横向拉伸、面弯、背弯、冲击)、晶间腐蚀试验、铁素体含量测定、金相检验等破坏性检验,全部合格;最后按照GB/T 31218-2014《金属材料 残余应力测定 全释放应变法》,对其残余应力进行了测试,测试仪器为KJS-3P型应力测试仪,测试点位于焊缝中心和焊缝边缘熔合线附近,测试结果见表2。
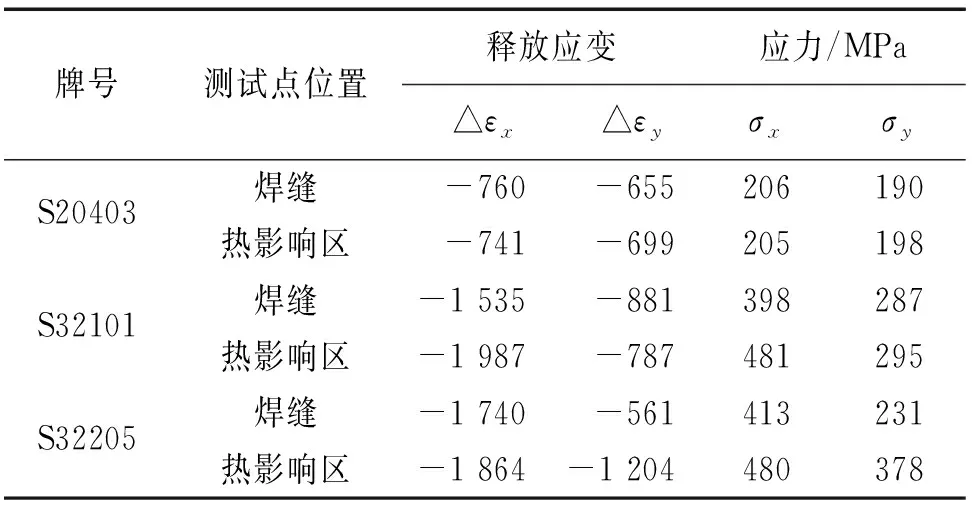
表2 试样的残余应力Tab. 2 Residual stress of samples
由表2可见:无论是焊缝熔敷金属还是母材热影响区,残余应力均为较高的拉应力,最大可达实际屈服强度的70%以上。残余应力呈现典型双轴拉伸状态,即垂直于焊缝的横向应力也很高,且热影响区的残余应力高于焊缝处的。对于S30403不锈钢,横向的拉应力几乎与纵向的相同;而对于S32205和 S32101不锈钢,横向的拉应力低于纵向的,但近似达到了屈服强度的50%。较高的横向残余应力是引发应力腐蚀的重要原因,尤其对于抗应力腐蚀门槛值较低的S30403不锈钢材料更加危险。
1.3 试样的显微组织
由图1可见:S32101、S32205不锈钢焊接接头的显微组织以铁素体为基体,其上分布着条块状的奥氏体,铁素体相与奥氏体相之比(体积比)基本相等,这两者的显微组织比S30403不锈钢的更加细小。且3种材料焊接接头的显微组织中均未发现有害沉淀相,也未发现裂纹、气孔、夹钨等焊接缺陷。
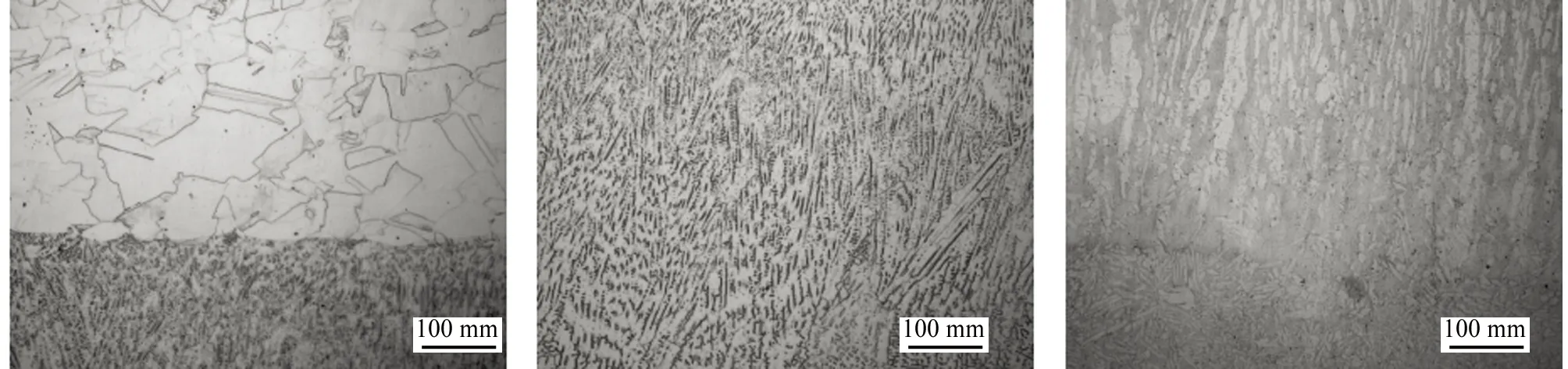
(a) S30403,熔合线附近 (b) S30403焊缝金属 (c) S32101,熔合线附近
1.4 试验方法
以华龙一号核电站乏燃料水池为例,池内硼酸水溶液pH为4.0~6.0、含硼(2 500±100) mg/L、水温(40~60) ℃(短期异常或事故条件下最高为80 ℃)、Cl-质量浓度<0.15 mg/L。水池覆面背面与混凝土接触,一般混凝土砂浆中氯化物的总含量低于200 mg/L。此外,硼箱净化系统中的磺酸基可能会被硼酸氧化分解生成SO42-,使溶液中的SO42-含量升高。基于上述考虑,试验以富氧、pH为5.0、含硼2 500 mg/L硼酸溶液作为基础电化学溶液介质,进一步调整溶液中Cl-含量(0,200,350,700mg/L)、温度(20,40,60,80℃)、pH(2.0,5.0)、SO42-含量(0,50,1 500 μg/L)和溶解氧含量(除氧、饱和氧)进行组合试验。
试验在PARSTAT2273电化学工作站上完成,参考标准GB/T 17899-1999《不锈钢点蚀电位测量方法》,扫描速率为1 mV/s。采用三电极体系进行电化学动电位极化扫描:辅助电极为铂电极,参比电极为饱和甘汞电极(SCE),工作电极为试样。试样尺寸为15 mm×15 mm×3 mm,由熔敷金属区、熔合区、热影响区和母材区组成。
通过测量3种焊接接头试样在不同试验环境中的点蚀电位(Eb)和再钝化电位(Er),评价其在各种环境中的抗点蚀性能。
2 结果与讨论
2.1 Cl-浓度和介质温度的影响
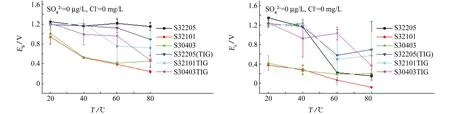
由图2可见:当溶液中无Cl-时, 随着温度的升高,S32205焊接接头的点蚀电位变化不明显;再钝化电位<40 ℃时变化不大,当温度达到60 ℃时达到了极小值,而后又趋于平稳。S30403焊接接头的点蚀电位和再钝化电位随温度的升高而逐步降低。S32101焊接接头的点蚀电位和再钝化电位在40~60 ℃大幅减低,而后趋于平稳。在试验温度范围内,3种材料的Eb由大到小为:S32205试样>S32101试样>S30403试样,Er由大到小为:S32205试样>S32101试样>S30403试样。
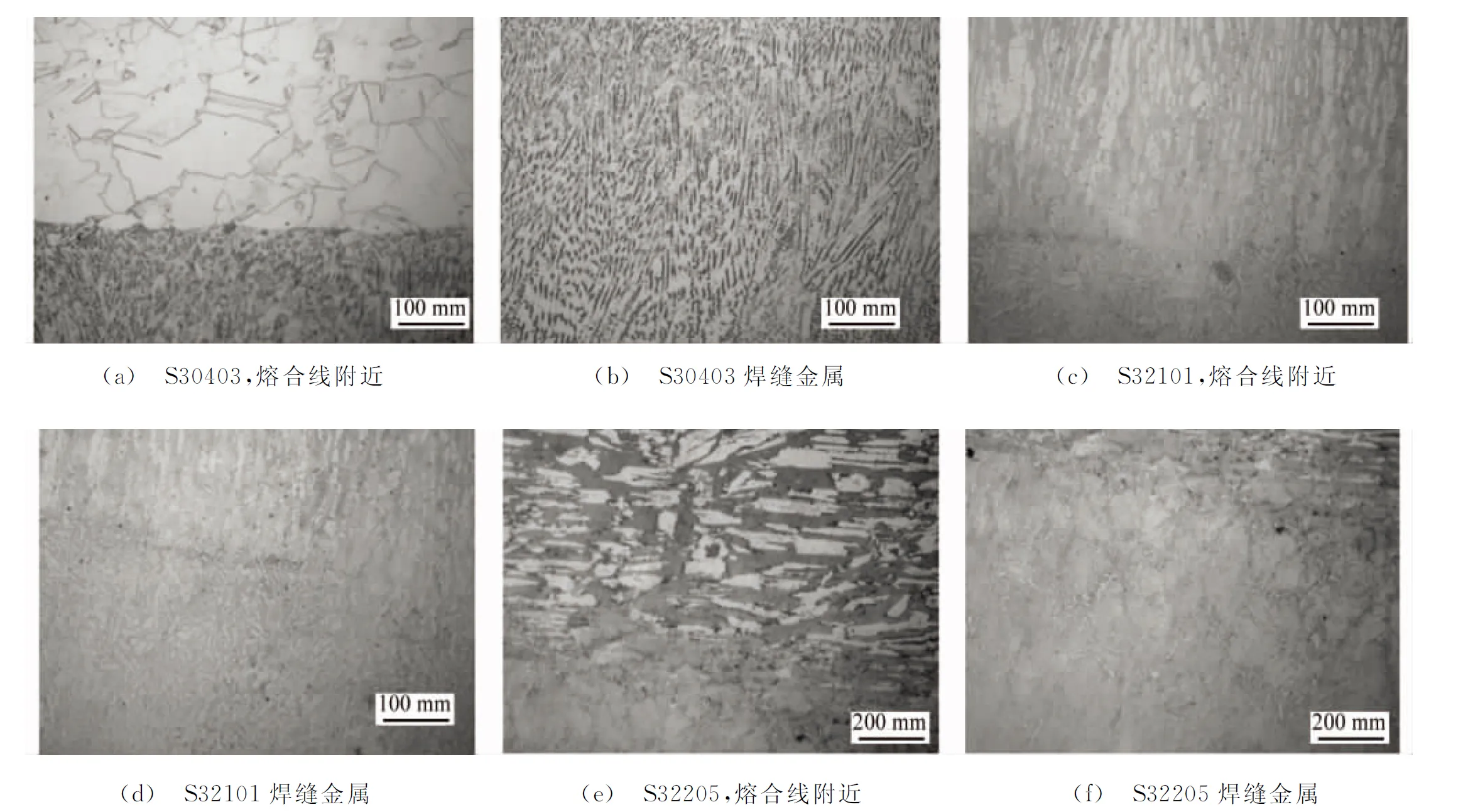
图2 Cl-浓度和溶液温度对3种焊接接头在无SO42-溶液中点蚀电位(Eb)和再钝化电位(Er)的影响Fig. 2 Effect of temperature and different Cl- concentrations (without SO42-) on pitting corrosion potential (a,c,e,g) and repassivation potential (b,d,f,h) of three welds
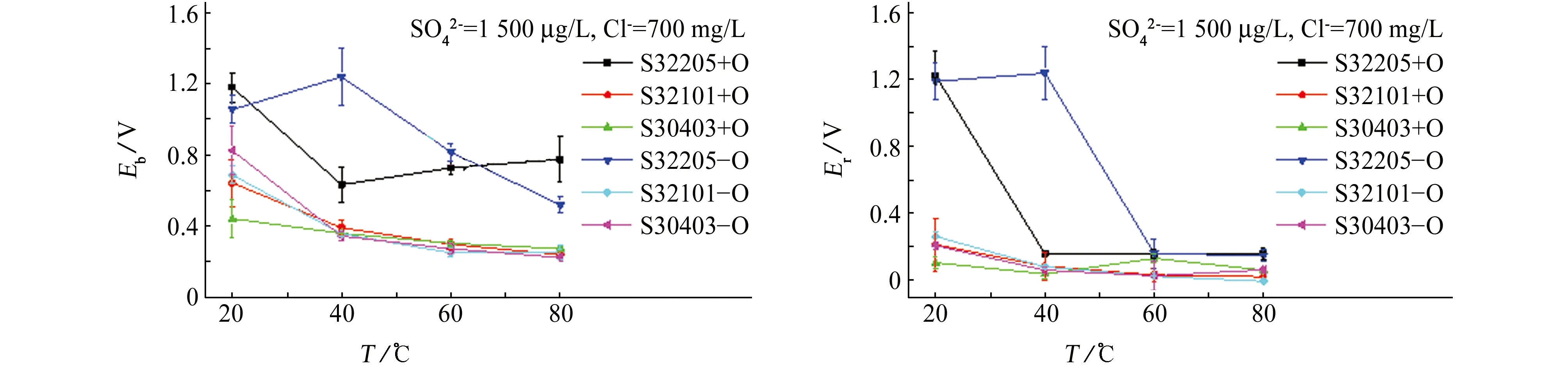
当溶液中存在Cl-时,S32205焊接接头试样的点蚀电位和再钝化电位高于S32101和S30403焊接接头试样的约0.3~1 V,变化规律与无Cl-时的相同;S32101和S30403试样的点蚀电位和再钝化电位基本相近,变化趋势也类似,即随温度的升高而降低,整体变化不大。在试验温度的范围内,三种材料的Eb为:S32205试样>S30403试样≈S32101试样。Er为:S32205试样>S30403试样≈S32101试样。
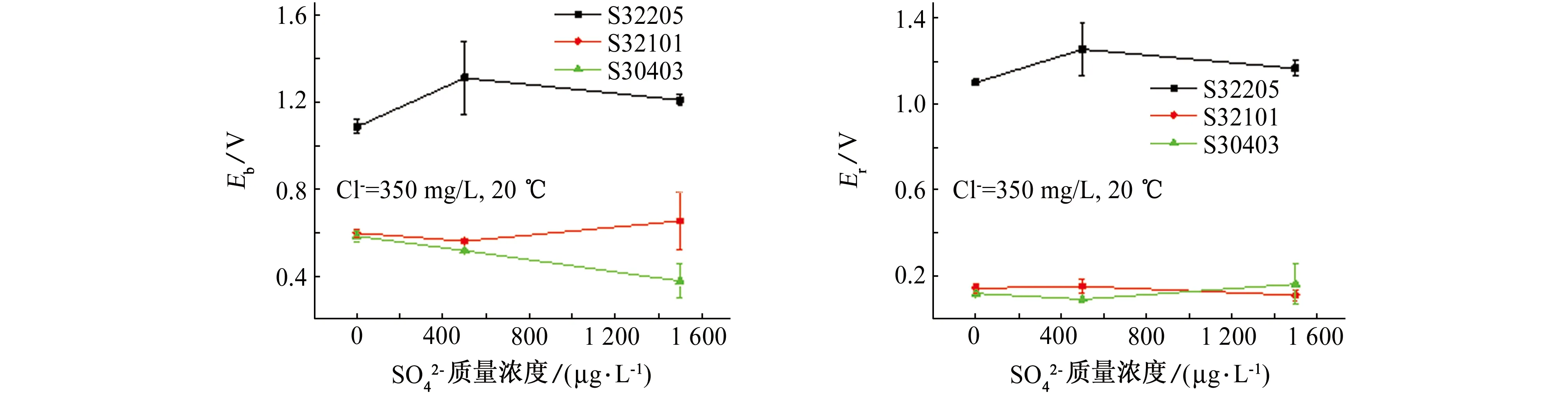
综上可知,3种焊接接头的点蚀电位均随介质温度的升高而降低。S32205焊接接头对介质温度更为敏感,而有无Cl-却影响不大,且存在点蚀电位临界温度Tb0>60 ℃,点蚀电位在临界温度区间急剧降低。介质温度对S32205焊接接头的再钝化电位有较为明显的影响,当温度超出该临界温度后再钝化电位呈大幅度台阶式降低,在多数介质中钝化电位临界温度(Tr0)为40 ℃ 将基础介质pH由5降为2(调整Cl-质量分数至15%),在SO42-质量浓度1 500 μg/L、80 ℃的条件下测试3种焊接接头的点蚀电位和再钝化电位,并将其与pH为5时的测试结果进行对比,结果如图3所示。 (a) Eb (b) Er 3种焊接接头的点蚀电位和再钝化电位均随着介质pH的减小而降低。当介质pH由5调整为2时,S32205焊接接头的点蚀电位从0.75 V下降到0,再钝化电位从0.15 V下降到-0.2 V;S32101和S30403焊接接头的点蚀电位均从0.25 V左右下降到-0.15 V,再钝化电位下降了约0.4 V。 可以看出,在极限高温、高SO42-、高Cl-条件下,3种焊接接头的Eb表现为:S32205>S32101≈S30403;Er为S32205>S30403>S32101。 由图4可见:S32205焊接接头的点蚀电位和再钝化电位随着SO42-浓度的增加,先略有升高后缓慢下降,整体变化不大;S32101和S30403焊接接头的点蚀电位和再钝化电位随SO42-的变化并无明显变化,其对有无Cl-更为敏感。 (a) Eb,T=20 ℃ (b) Er,T=20 ℃ 总体上SO42-浓度对S32101和S30403焊接接头的点蚀电位和再钝化电位影响不大。S32205焊接接头的点蚀电位高出S32101和S30403的0.5~1 V;而S32101和S30403焊接接头的点蚀电位和再钝化电位相近。 由图5可见:除氧条件下,当介质温度小于40 ℃时,S32205焊接接头的点蚀电位和再钝化电位随温度变化有所升高,当温度进一步升高到60 ℃时出现大幅台阶式降低,后随温度升高有所下降。S32101和S30403焊接接头的点蚀电位和再钝化电位随温度升高而降低。在试验温度的范围内,Eb为S32205>S32101≈S30403,Er为S32205>S30403≈S32101。 (a) Eb (b) Er 可以看出,有无溶解氧对S32205焊接接头的点蚀电位和再钝化电位的影响较大,但对S32101和S30403焊接接头点蚀电位和再钝化电位的影响不明显。除氧后,S32205焊接接头的点蚀电位、再钝化电位出现大幅台阶式降低,Tb0和Tr0均向高温方向移动,由20~40 ℃移动到了40~60 ℃。 如图6(a)、(b)所示,在无SO42-、无Cl-、富氧条件下,当介质温度小于60 ℃时,S32205焊接接头的点蚀电位、再钝化电位与基材的相差不大;当介质温度为大于60 ℃时S32205接头的点蚀电位较基材的有所降低,再钝化电位较基材的有所升高。S32101和S30403焊接接头的点蚀电位和再钝化电位在测试温度范围内均高于基材的0.2~0.8 V。当介质中含Cl-时,与基材相比,S32205焊接接头的点蚀电位整体降低约0.3 V;再钝化电位在温度小于40 ℃时降低约0.2 V,当介质温度为大于60 ℃时,再钝化电位较基材的略有升高。与基材相比,S32101和S30403焊接接头的点蚀电位、再钝化电位基本接近。 (a) Eb,0 Cl- (b) Er,0 Cl- 整体来讲,焊接接头的点蚀电位随温度变化的规律与基材的基本相同。S32205焊接接头的点蚀电位在多数环境中略低于基材的,再钝化电位及其随温度变化的规律与基材的基本接近。S32101和S30403焊接接头的点蚀电位、再钝化与基材的相比差别不大。 通过对上述3种焊接接头的点蚀行为进行研究,结合前期失效分析和材料腐蚀行为的研究成果,综合国内制造成熟度等因素,建议后续新建电站的不锈钢水池覆面选用耐腐蚀性能更为优异的S32205双相不锈钢材料。在某电站的运维项目中尝试采用S32205材料进行整体替换原水池覆面(容积1 000 m3以上),目前运行情况良好。 在经济性上,3种材料及其配套焊材的价格基本相当。双相不锈钢S32205具有良好的焊接性,冷裂和热裂敏感性都较小,通常焊前不预热、焊后不热处理,当线能量控制适当时,焊接接头具有良好的综合性能。 双相不锈钢比S30403不锈钢的屈服强度高出2倍多,带来的焊接残余应力、焊接变形也会加大,这在双相钢S32101水池覆面中已有所体现。所以在设计层面上,应进一步优化结构设计和焊缝布置来减少应力集中,开发焊接工艺来减少热输入和提高自动化程度,以及对可能带来温度变化和Cl-增加的工艺环节进行程序化控制。 (1) S32205焊接接头对温度的影响更为敏感,对Cl-和SO42-不敏感,且存在临界温度区Tb0>60 ℃、40 ℃ (2) 介质中溶解氧对S32205焊接接头的点蚀电位和再钝化电位的影响较大,但对S32101和S30403焊接接头的影响不明显。除氧后,S32205焊接接头的点蚀电位、再钝化电位出现大幅降低现象,临界温度向高温方向移动。 (3) 焊接接头的点蚀电位随温度变化规律与基材的基本相同。 (4) 在服役条件下,S32205材料具有更好的腐蚀性能和综合力学性能,经济性和工艺成熟度上与S30403不锈钢的相当,对进度、施工、安全分析和其他专业设计基本无影响,是一种理想的改进型水池覆面材料。2.2 介质pH的影响

2.3 SO42-浓度的影响
2.4 溶解氧的影响
2.5 焊接接头与基材的点蚀行为
3 设计改进
4 结论
