6063铝合金熔丝钨极氩弧焊温度场模拟与分析
2021-10-18王喜临刘爱国
王喜临,刘爱国
(沈阳理工大学 材料科学与工程学院,沈阳110159)
铝合金因质量轻、力学性能好等优点在航空、航天、汽车等方面被广泛应用,由此促进了铝合金焊接技术的发展,最常用的铝合金焊接方法是钨极氩弧焊(Tungsten Inert Gas,TIG)[1-2]。普通TIG焊承载电流小、焊接效率低,高效率焊接一直是焊接技术发展的方向[3]。熔丝TIG焊作为一种新型的焊接方法,保留了普通TIG焊的稳定性,相较于普通TIG焊更高效。熔丝TIG焊工作原理如图1所示。熔丝TIG焊中的焊丝和工件并联接在焊接电源的一极,接在焊接电源另一极的钨极与焊丝、工件都产生电弧,钨极与工件产生的电弧可以熔化工件,钨极与焊丝产生的电弧用来熔化焊丝[4-5]。

图1 熔丝TIG焊工作原理图
为分析熔丝TIG焊的焊接温度场规律,优化焊接工艺,本文利用Simufactwelding软件建立熔丝TIG焊的焊接模型,研究其焊接过程,分析对比普通TIG和熔丝TIG焊的温度场,确定熔丝TIG焊焊接电流对焊接成型的影响规律。
1 试验方法
试验采用6063铝合金,其化学成分如表1所示。焊接条件:保护气体为氩气,气体流速为15L/min;焊接电流为120A;铝合金板的厚度为4mm;焊接速度根据具体情况而定。试验中发现,对于4mm的铝合金板,焊接速度在150~300mm/min时得到的焊接表面质量较好,且能获得较好的熔深。

表1 6063铝合金化学成分 wt%
2 仿真模型
2.1 熔丝TIG焊焊接模型
试验中熔丝TIG焊使用两个焊枪,分别为TIG焊枪和熔化极惰性气体保护焊(MetalInertGas,MIG)焊枪,钨极同时与母材和焊丝产生电弧,熔化母材和焊丝。熔化的高温焊丝填料射流到焊缝上,且填料随着钨极和工件之间的热源同向同步运动,两热源也沿着焊缝焊接方向运动,极大增加仿真模拟的难度,不利于焊接仿真模型的建立,因此需要对实际情况简化处理。熔丝TIG焊相较于普通TIG焊增加了熔丝的功能,现只考虑钨极和母材间的电弧作用,忽略钨极和焊丝的电弧,实际中钨极和焊丝间电弧起熔丝作用,焊丝以熔滴形式进入熔池,模拟中熔滴简化为具有熔化温度的填充材料[6]。模型假设如下:
(1)填充材料为铝合金,温度为铝合金熔化温度(659℃),其余材料温度均为室温;
(2)模拟过程忽略熔池中液体流动。
在Simufact Welding软件中导入焊接模型,如图2所示。

图2 焊接模型
2.2 热源模型
熔丝TIG焊模拟采用双椭球热源模型[7-8],双椭球热源模型由两个四分之一椭球组成,前后半椭球的能量分别为Qf和Qr,如图3所示。
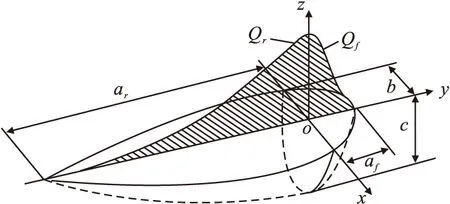
图3 双椭球热源模型
双椭球热源模型的热流分布函数表达式为

(1)

(2)
式中:η为焊接热源效率;U为焊接电压;I为焊接电流;Q为热源的有效输入,Q=ηUI;af、ar、b和c为焊接双椭球热源的几何形状参数,分别为前轴长、后轴长、宽度和深度;ff为前半部分椭球的能量分配系数;fr为后半部分椭球的能量分配系数,ff+fr=2。
2.3 材料的热物理性能参数
6063铝合金在不同温度下的比热容、热导率、杨氏模量和热膨胀系数等物性参数取自Simufact软件中自带材料库。
2.4 边界条件
焊接过程除焊接热源的热输入外,还存在对流传热、辐射换热和接触传热等热量传递[9-10]。对流传热边界条件为
Qc=-hA(T-T0)
(3)
辐射换热边界条件为
(4)
接触传热边界条件为
QCHT=αA(T-T0)
(5)
式中:h为对流传热系数;ε为辐射率;α为接触传热系数;T为工件温度;T0为环境温度;A为换热面积;Qc为对流传热热量;Qε为辐射换热热量;QCHT为接触传热热量。模拟时选取h=20W/(m2·K)、ε=0.6、α=1000W/(m2·K)、T0=20°C。
3 模拟结果分析
3.1 普通TIG焊和熔丝TIG焊的温度场对比
熔丝TIG焊相较于普通TIG焊增加了熔丝功能,焊丝以熔化的熔滴进入熔池,熔丝进入熔池内不消耗电弧热,而普通TIG焊的焊丝进入熔池内需要吸收大量的电弧热,以使焊丝熔化。模拟中普通TIG焊和熔丝TIG焊的焊接参数(焊接电流、焊接电压、热源模型和焊接速度)均保持一致。
焊接热循环温度采集点分别为距离焊缝中心2mm(1点)、距离焊缝中心12mm(2点)、焊缝中心最下端(点3)。温度采集点示意如图4所示。

图4 温度采集点示意图
模拟计算得到普通TIG焊和熔丝TIG焊过程中各时刻的温度场,以15s时的模拟结果为例分析,如图5所示。
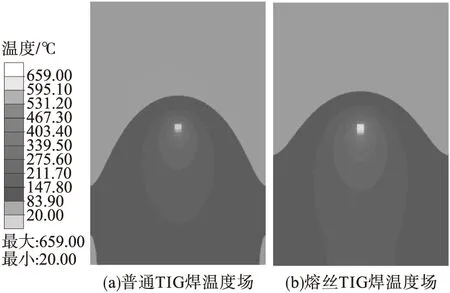
图5 不同TIG焊某时刻的温度场
由图5可明显看出,由于铝合金导热性能好,加热速度快,故接近热源的地方等温线分布密集,远离热源的地方,等温线分布稀疏。熔丝TIG焊相较于普通TIG焊,焊缝宽度明显增大。焊接参数相同时,熔丝TIG焊和普通TIG焊速度相同,熔丝TIG焊热输入更多,焊接效率更高。
图6为熔丝TIG焊和普通TIG焊各温度采集点的热循环曲线。

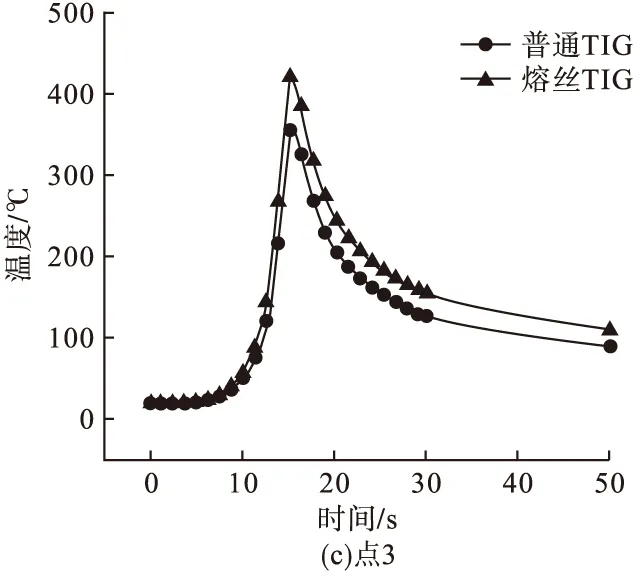
图6 不同TIG焊下各温度采集点热循环曲线
由图6可见,普通TIG焊和熔丝TIG焊中各点温度均随时间的增加先升高后降低,各点的升温速度明显大于冷却速度,且熔丝TIG焊中各点的温度均高于普通TIG焊。普通TIG焊在点1的最高温度约为熔丝TIG焊在该点最高温度的80%(图6a);普通TIG焊在点2的最高温度约为熔丝TIG焊在该点最高温度的80%(图6b);普通TIG焊在点3的最高温度约为熔丝TIG焊在该点最高温度的83%(图6c)。熔丝TIG焊的热输入在纵向和横向上均比普通TIG焊的热输入多,熔丝TIG焊可提高熔深,增加熔池中的热输入,有效提高焊接效率。
3.2 熔丝TIG焊电流对温度场的影响
焊接速度取300mm/min,焊接电流分别取80A、100A、120A,分析熔丝TIG焊在平板堆焊时电流大小对温度场的影响。图7为不同焊接电流下熔丝TIG焊各温度采集点的热循环曲线。
由图7可见,不同焊接电流下的热循环曲线形状基本相似,焊接中各采集点温度随时间变化趋势一致,先从室温迅速升高,达到最高温度,然后再迅速下降,下降速度逐渐降低。熔丝TIG焊电流为120A时,点1所在位置最高温度为718℃,超过铝板熔化温度(659℃),铝板最下端(点3)的最高温度为574℃,接近铝板熔化温度,但不至于烧穿,该结果对实际焊接具有指导意义。
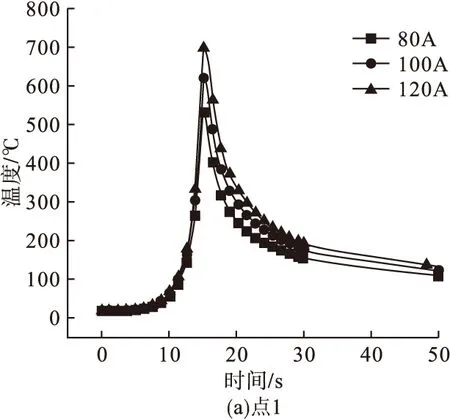

图7 不同焊接电流下熔丝TIG焊各温度采集点热循环曲线
熔丝TIG焊在相同时间节点不同焊接电流下的温度分布如图8所示。图中显示为18s时的模拟结果。
由图8可见,焊接电流大小的变化对平板堆焊温度场影响明显,随着焊接电流的加大,由于焊接热输入增加,焊接温度分布范围更大,熔池尺寸增大,母材温度在宽度及深度方向均有升高。
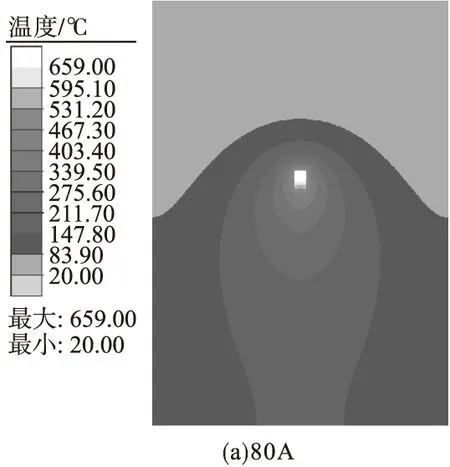

图8 熔丝TIG焊某时刻的温度场分布
4 结论
采用Simufactweding软件对铝合金薄板的熔丝TIG焊和普通TIG焊焊接过程进行数值模拟,对比分析两种焊接过程的温度场,研究不同焊接电流下的熔丝TIG焊的温度场。模拟结果表明:在相同的电流条件下熔丝TIG焊比普通TIG焊热输入更多,具有更高的焊接效率;对于熔丝TIG焊,随焊接电流增大,焊缝宽度明显增大,熔深也增加。模拟结果对实际焊接具有指导意义。
