660 MW 超临界煤粉炉双进双出钢球磨出力低原因分析
2021-10-11高如云
高如云
(山西鲁能河曲发电有限公司, 山西 忻州 034000)
0 引言
燃煤成本是火电企业的主要成本, 占比可达70%以上, 当动力燃煤价格有较大上涨幅度时,很多燃煤电厂就选用品质相对劣质的燃煤进行燃烧,这就导致磨煤机运行中出现诸多问题,直接原因是实际入炉煤种参数偏离设计煤种。 因此,需要根据入炉煤种的变化调整运行策略。葛铭等[1]从料位、分离器开度和钢球装载量等方面对某电厂的双进双出磨煤机制粉系统进行了优化试验研究; 王兴等[2]针对某电厂中机组带不到额定负荷、锅炉飞灰和炉渣含碳量偏高等问题,从钢球装载量和配比以及旁路风开度对双进双出磨煤机制粉系统进行了调整与分析;刘创[3]对某电厂双进双出磨煤机制粉系统出力不足问题,提出了增容改造方案,并进行了技术和经济层面的分析研究。 还有众多研究者从煤位、风量以及衬板等方面研究了双进双出磨煤机的性能[4-9]。 从上述研究可看出,磨煤机制粉系统中各参数运行合理至关重要。本文针对某660 MW 等级超临界锅炉,探究了煤种变化后磨煤机出力不足的原因,提出了针对某煤种的运行策略。
1 锅炉概况
山西鲁能河曲发电有限公司4 号锅炉是哈尔滨锅炉厂有限责任公司自主开发研制的660 MW等级超临界锅炉。 该锅炉为一次中间再热、超临界压力变压运行带内置式再循环泵启动系统的直流锅炉,单炉膛、平衡通风、固态排渣、全钢架、全悬吊结构、紧身封闭布置的π 型锅炉。 该锅炉采用双进双出钢球磨冷一次风机正压直吹式制粉系统,每炉配6 台MGS3854 双进双出钢球磨机, 燃用设计煤种时6 台运行,没有备用。锅炉采用新型切圆燃烧方式,主燃烧器布置在水冷壁的四面墙上,每层4 只燃烧器对应1 台磨煤机。 分离燃烬风SOFA(separated over-fire air) 燃烧器布置在主燃烧器区上方水冷壁的四角,以实现分级燃烧降低NOx排放。
该锅炉主要燃用山西省河曲县的烟煤,其设计煤种热值为19.228 MJ,哈氏可磨指数为65,而现阶段实际给煤热值为17.138 MJ, 哈氏可磨指数在55 左右。 相较于设计煤种,实际用煤不仅热值达不到设计要求,而且哈氏可磨指数也下降不少。因此,所需的煤耗量就增大, 磨制破碎难度也相对增大,对磨煤机的出力要求更大。 近期机组带高负荷时,磨煤机出力不足,维持高负荷比较困难,并且达不到电网调度要求。 磨煤机运行参数见表1。

表1 磨煤机运行参数
2 理论分析
2.1 煤位
煤位通常由差压进行表征。 差压越大,煤位越高,载煤量越多。当载煤量较少时,钢球下落的动能只有一部分用于磨煤,另一部分消耗于钢球的空撞磨损;随着载煤量的增加,钢球用于磨煤的能量增大,磨煤出力增大。但如果载煤量过大,由于钢球下落高度减少,钢球间煤层加厚,使部分能量消耗于煤层变形,钢球磨煤能量减小,磨煤出力反而降低,严重时将造成圆筒入口堵塞,磨煤机无法工作。
2.2 磨煤机通风量
磨煤机通风量包含容量风和旁路风。容量风用于输送煤粉,流量与负荷成正比;旁路风用于干燥原煤,同时防止煤粉在风管内沉积。 相同进口风量下,增大旁路风开度,会增大出口风温,减小进口风温,导致破碎难度增加。 该锅炉的一次风管直径为580 mm, 在同类型机组中较小, 在不堵管的前提下,应将旁路风关小,这有利于增加磨煤机出力。
通过对一次风管风速测试, 发现平均风速达31 m/s 左右,远高于设计值。 由于部分测试位置距离弯头距离较近,且风速波动较大,测试中通过多点测试进行了修正,结果可作为一定的参考。
2.3 磨煤机进口风温
磨煤机进口风温对出力有重要影响。进口风温高,煤粉易爆破破碎,磨制效率高,能耗低,该值在250 ℃左右时的效果尤为明显。实际运行中,磨煤机进口风温严重偏低,经常在180~210 ℃之间。 主要原因如下:一是一次风压太高,达13.9 kPa,530 MW负荷时磨煤机通风量达490 t/h, 一次风管的风速平均达31 m/s 左右;二是旁路风门开度较大;三是在煤质较差且入口风温只有180 ℃时, 磨煤机出口风温仍控制在70 ℃。
磨煤机出口风温的控制与煤种挥发分大小相关,该限值的大小直接影响磨煤机进口风温。 该值的控制范围应根据锅炉运行的经济安全综合情况而定,此范围既不宜过高也不宜过低,过低则磨煤出力降低、磨煤电耗增大,需要的冷风量增多,经济性差; 过高会引起制粉系统及管道的着火爆炸,安全性差。
2.4 钢球配比
钢球磨煤机筒体内钢球量的多少,即钢球充满系数的大小, 直接影响磨煤机的出力及功率消耗,磨煤机出力与钢球充满系数的0.6 次方成正比,具体磨煤机的钢球充满系数,需通过试验确定其最佳值。 钢球磨煤机的出力不仅受钢球装载量的影响,也与钢球直径有关。一般钢球直径为30~80 mm,不同直径的钢球作用不同, 直径较大的钢球主要起“砸压”作用,直径小的钢球起“研磨”作用,因此应根据用煤情况,合理地调整钢球级配才能很好地稳定磨的出力并降低运行电流。
磨煤机内所配钢球规格为d 30 mm、d 40 mm、d 50 mm, 该方案是早期针对热值较高、 挥发分较高、可磨系数较大煤种所采用。 由于煤质的变化,目前使用配球规格为d 30 mm、d 40 mm、d 50 mm、d 60 mm、d 70 mm、d 80 mm, 按照充满度较高的原则进行优化配比,有些根据实际情况还采用d 25 mm和d 90 mm 规格的钢球。
2.5 磨煤机台数优化
由于受热面壁温偏差大的原因,在低负荷工况时,一般均停A 和D 磨运行,这样各种工况下B、C、E、F 均处于运行状态,磨内钢球消耗过大,补球不及时,钢球配比不佳,在煤质较差且高负荷工况时,会严重影响机组出力。 此时如果采用过多加大磨煤机通风量、过高的磨内煤位高度、全开磨煤机出口挡板措施,会使入口风温更加降低,出力更加降低,煤粉变粗,造成恶性循环。
3 调整与效果
3.1 调整方案
基于以上理论依据,对该锅炉的双进双出磨煤机进行了优化调整, 调整详情如表2 所示。 2020-12-21 先将各磨煤机出口风温限值提高了0~5 ℃,旁路风开度较大的磨煤机调小,煤位差压值分别调小。 2020-12-23,基于调整前各磨煤机钢球量增加情况如表3 所示, 适当增加的某些磨内钢球量如表4 所示。

表2 调整方案详情

表3 调整前磨煤机钢球量增加详情
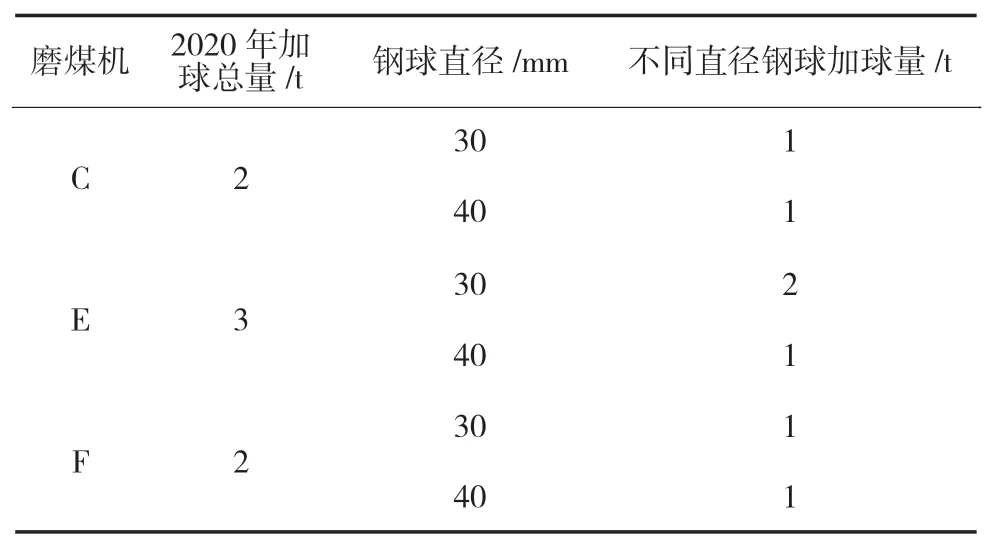
表4 磨煤机钢球量调整详情
3.2 实际效果与分析
通过调整双进双出磨煤机的相关参数(见表5)并进行优化。 整理表5 数据可知,调整后的容积风与给煤之比均显著减小,这意味着相同容积风量下的煤粉携带量增加,磨煤机出力明显提高。再者,即使没有增加钢球装载量也可以看出磨煤机出力得到了显著改善,说明先前已有调整措施效果佳。
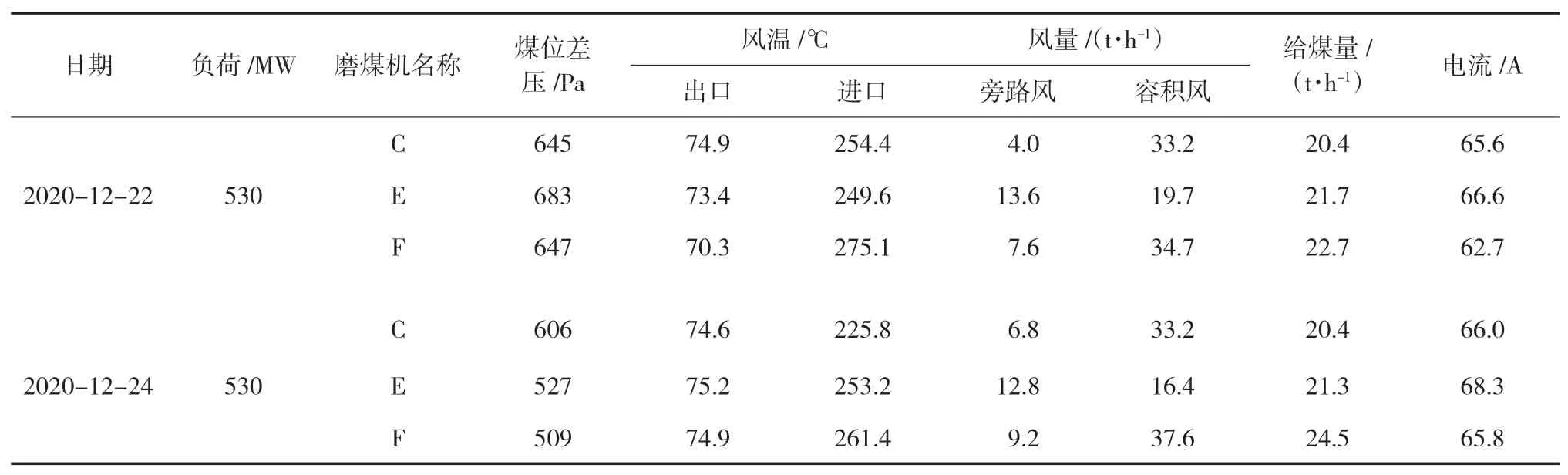
表5 不同工况下磨煤机相关参数
结合以上数据可看出, 出口风温限值的提高显著增大了进口风温,调整后的进口风温约为250 ℃,甚至更高,极大地提高了磨煤机的制粉效率。 同时,旁路风风量、 煤位差压以及钢球装载量的调整也对磨煤机出力有不同程度的贡献。
4 结论
该660 MW 超临界煤粉炉磨煤机出力低,是煤种偏离设计值和相关运行参数设置不合理综合所致。 现阶段燃用煤种热值低,哈氏可磨指数低于设计值,比较难磨。煤种变化后,磨煤机相关参数不匹配,导致制粉效率低,出力不足,燃料主控同时反馈调节增大一次风量, 导致进口温度进一步降低,不利于煤粉爆破,形成恶性循环。 磨煤机相关参数设置不合理包括进出口温度较低、 旁路风风量过大、煤位过高以及钢球装载量和配比不当等,建议采取如下措施。
a) 部分磨煤机进口风温偏低, 个别甚至低于200 ℃。进口风温低于250 ℃时,应将出口风温限值由70 ℃适当提高至75 ℃; 进口风温达到250 ℃以上时,则可以将出口风温定值在73 ℃,这样可以确保进口风温维持较高,有利于增加磨煤机出力。
b) 在风管不堵塞磨煤机的前提下, 旁路风风量开度应尽可能减小,有利于提高进口风温。
c) 煤位差压 650~720 Pa,煤位偏高,磨煤机效率较低。 建议将差压保持在450 Pa 左右,升负荷时可适当增加差压,负荷稳定后在回调到该值。
d) 合理搭配钢球的直径与装载量, 以稳定磨的出力并降低运行电流。
e) 进一步进行燃烧优化调整, 保证低负荷工况时,A 磨和D 磨可以投运, 保证制粉系统运行的灵活性和可靠性。
