应用于橡胶衬套开裂改善的质量工具研究
2021-10-09刘志斌李俊涛王玉宝姜永峰张坤肖建斌
刘志斌,李俊涛,王玉宝,姜永峰,张坤,肖建斌*
(1.青岛科技大学高分子科学与工程学院,山东 青岛 266500;2.青岛科技大学经管学院,山东 青岛 266500;3.山东美晨工业集团有限公司,山东 潍坊 262200)
悬架系统承受车体重量,防止车轮上下振动传给车身,抑制弹簧下的不规则运动,传递动力、制动力和操纵时的侧向力等,从而保证汽车能够正常行使。采用刚度相对较小的弹簧来提高车辆的乘坐舒适性,就必然导致动行程过大等现象,从而直接影响到车辆的转向系统。前悬架系统振动与车身晃动、路面冲击、车轮摆振等现象相关,为防止上述各种振动,车辆悬架系统中使用了许多防振橡胶衬套。橡胶衬套已广泛用于悬架系统,减少传递到车身的冲击和振动,起到二次减振和降噪作用,同时提高汽车操纵稳定性。一旦橡胶衬套发生失效,车辆会出现异响、车辆震颤等异常,引起客户抱怨,影响品牌声誉。本文结合悬架系统橡胶衬套的应用,使用质量工具对研发过程中识别的质量问题进行分析改进及总结。
1 橡胶衬套介绍
橡胶衬套结构形式多样,如图1所示。衬套基本的类型有:简单衬套、法兰衬套、碾压衬套、挖孔衬套、在枢轴上转动的衬套、球面衬套等,是由橡胶与金属套用胶黏接并经过高温硫化成一体。橡胶是不可压缩性的物质,泊松比为0.5,能在应力与变形之间产生时间延迟,具有非线性的性质,适合作防振材料使用。橡胶衬套具备以下优点:①橡胶弹性模量比金属小,故隔振降噪效果好;②橡胶形状不受限制,各方向性能可在一定范围内自由选取;③橡胶衬套可承受多方向载荷,减轻整车质量;④硫化橡胶内部磨擦比金属内部磨擦大,且有随频率增大而增大的倾向,故在共振时振幅较小;⑤硫化橡胶有较大的可逆向弹性变形,且弹性系数比金属小。

图1 橡胶衬套
2 橡胶衬套开裂失效
橡胶衬套是汽车或其它车辆悬架系统中使用的一种结构元件。衬套实质上是一个圆柱体,包括内金属杆、外圆柱金属套筒和它们之间的合成橡胶。金属套筒和杆件与车辆的悬架系统的部件相联用来传递从车轮通过合成橡胶材料到底盘的力。合成橡胶材料被用来减少连接处的振动和冲击。因为它们连接在车辆悬架系统中的不同部件上,套筒和杆件承受平行和垂直于它们共同轴线的相对位移和转动。就是这种相对位移使橡胶弹性衬套受力并允许通过衬套传递力。在受力和位移影响下,橡胶衬套最常见的失效模式为开裂,主要是橡胶与金属连接处开裂、橡胶开裂两种形式,主要形成原因为产品刚度不合格、产品结构应力集中、黏合剂黏结效果不佳、材料配方较差等。产品刚度和疲劳试验使用MTS双轴动态试验系统,见图2。MTS双轴动态试验系统测试项目包括:减震制品直线静刚度、扭转静刚度、直线寿命、扭转寿命、直线加扭转复合寿命测试。
图2 MTS静态试验台
我们在开发某客户衬套,如图3所示。其研发过程中使用CAE分析橡胶材料,需要使用硬度为75邵尔A的胶料才可以满足轴向、径向、扭转、偏摆组合受力要求。通过样件检测满足客户要求的轴向刚度1 400(1±15%)N/mm,产品刚度检测曲线如图4所示。动态试验要求翻转轴相对衬套-6°~+6°,频率2 Hz,耐久300万次,在动态试验中是一个角频率振动函数。但是在扭转疲劳试验时出现橡胶与金属开裂失效,失效见图5。

图3 某客户橡胶衬套

图4 轴向刚度曲线

图5 橡胶与金属开裂
3 流程图锁定开裂真因
3.1 质量工具-流程图
为分析衬套开裂原因,我们使用质量工具流程图来进行生产工序和相关因素排查。流程图是展现过程步骤和决策点顺序的图形文档,是将一个过程的步骤用图的形式表示出来的一种图示技术,作为诊断工具。它能够辅助决策制定,让项目小组清楚知道,问题可能出现的地方,从而确定出可供选择的行动方案。流程图具备以下优点:①将工作过程的复杂性、有问题的地方、重复部分、多余环节以及可以简化和标准化的地方都显示出来;②将实际的和想象的过程流程进行比较和对照,以便寻求改进过程的机会;③使项目小组在过程步骤方面统一意见并检查出对过程进展有重要影响的环节或活动;④提供了一个直观而通俗地展示复杂过程的工具。图6为衬套生产流程。

图6 衬套生产流程图
3.2 橡胶衬套生产工艺介绍
(1)领料:根据计划单领取钢套、芯轴、橡胶、黏合剂等材料,质量控制点包括物料一致性、物料有效期以及数量/重量。
(2)清洗:该工序使用超声波生产线碱性清洗液经过脱脂、水洗、热水洗、烘干将金属衬套及芯轴表面的油污去除,质量控制点为表面清洁度,检测方法:无油份残留的金属骨架,在表面用毛笔涂上墨汁后,应100%分布均匀。
(3)抛丸:该工序使用履带式抛丸机使用0.8 mm铬钼合金砂实施抛丸,抛丸时间因考虑衬套易变形控制在3 min,芯轴控制在10 min。质量控制点:表面无锈蚀、灰尘等异常现象。
(4)磷化:是指把金属放入含有锰、铁、锌的磷酸盐溶液中进行化学处理,使金属表面生成一层难溶于水的磷酸盐保护膜的方法。磷化所形成的磷酸盐保护膜称之为磷化膜。磷化工艺过程为水洗、表调、磷化、热水洗、烘干。质量控制点为总酸度、游离酸度以及促进剂含量。游离酸度:游离酸度是指溶液中磷酸二氢盐水解后产生游离磷酸的浓度。游离酸度过高时,氢气析出量大,晶核生成困难,膜的晶粒粗大,疏松多孔,耐蚀性差;反之,生成的磷化膜较薄,甚至得不到磷化膜。游离酸度高时,可加氧化锌或氧化锰调整;当酸度低时,可加磷酸二氢锰铁盐、磷酸二氢锌或磷酸来调整。 总酸度:总酸度来源于磷酸盐、硝酸盐和酸的总和。总酸度高时磷化反应快,获得的膜层晶粒细致,但膜层较薄,耐蚀性降低;总酸度低时,磷化速度慢,膜层厚且粗糙。总酸度高时可加水稀释,低时可加磷酸二氢锰铁盐、磷酸二氢锌或硝酸锌、硝酸锰来调整。
(5)涂胶黏剂:使用洛德公司生产的开姆洛克胶黏剂在自动喷胶机上进行喷涂,将胶黏剂均匀分布在零部件需黏合橡胶的表面。喷涂流程为底胶喷涂、烘干、面胶喷涂、烘干。质量控制点为底胶厚度、底胶和面胶总厚度。胶膜厚度测量使用漆膜侧厚仪按照磁性法测涂层厚度ISO 2178-2016规定实施测量,根据靠近磁场源(永磁体或电磁铁)的磁通密度取决于与可磁化基底金属的距离确定施加在基底金属上的非磁性涂层的厚度。
(6)硫化:混炼胶经由注胶机在一定的温度、压力和时间作用下,经交联由线型大分子变成三维网状结构而得到的橡胶,硫化工艺加强了橡胶的强度和弹性,使之很难发生塑性变形,且减少了对温度的敏感程度。橡胶的填充物通常是炭黑微粒(20 nm~50 μm),炭黑微粒的填充改善了分子链之间相对运动时对分子链的磨损破坏,且增强了对机械能的耗散能力,使橡胶阻尼特性和弹性特性得到增强。质量控制点为硫化温度、硫化时间、产品外观、产品标识、产品尺寸以及黏合质量。黏合质量使用电子拉力机在芯轴纵向施加作用力,使中间橡胶开裂,观察芯轴和金属套表面橡胶覆盖率均大于80%。
(7)脱脂磷化:主要作用是去除衬套硫化时表面黏附的橡胶粉末、模具用油及粉尘等。
(8)电泳:电泳涂装是利用外加电场使悬浮于电泳液中的颜料和树脂等微粒定向迁移并沉积于电极之一的基底表面的涂装方法。电泳涂装最基本的物理原理为带电荷的涂料粒子与它所带电荷相反的电极相吸。采用直流电源,金属工件浸于电泳漆液中。通电后,阳离子涂料粒子向阴极工件移动,阴离子涂料粒子向阳极工件移动,继而沉积在工件上,在工件表面形成均匀、连续的涂膜。当涂膜达到一定厚度(漆膜电阻大到一定程度),工件表面形成绝缘层,“异极相吸”停止,电泳涂装过程结束。质量控制点为漆膜厚度和漆膜附着力。需要特别注意的是因工件结构复杂多变,需要设计不同的电泳工装来保证工件的悬挂有利于气体排出,防止出现窝气现象。漆膜厚度使用漆膜测厚仪进行检测,漆膜附着力使用白格刀进行检测。
(9)检验:根据产品图纸对油漆质量、尺寸、外观、标识等进行检测。同时可以引入过程方法对生产过程相关的检验记录、工艺记录进行稽查。过程符合、产品符合可作为放行条件,允许产品包装及入库。随着现代化立体库建设和客户装车电子物联网要求,工件表面要求张贴条形码以供追溯,电子码张贴前务必核对电子码内容和工件一致性,同时对电子码流水号进行确认防止出现扫码不良导致的停线异常。
3.3 流程图找真因
“果Y”还是“因X”? “X的变化,引起Y的变化!假定X不变化,那么Y就不会变!”现在很多企业都是花20%的精力管控过程变化X,而花80%的精力管控结果Y。不良已经产生,抓Y属于“死后验尸”,不能提升质量水平。要想提升质量水平,要靠管控X来实现。通过失效件解析,失效由于胶黏剂和橡胶黏合强度不足导致的不黏。使用流程图对失效相的因素进行分析,如图7所示。

图7 XY因素流程图
通过收集各个因素质量数据,使用GE矩阵对胶黏剂和橡胶不黏进行分析,见表1。

表1 黏合剂与橡胶不黏GE矩阵分析
通过使用质量工具分析出重点关注工序为硫化工序,重点关注的过程为硫化温度控制。
4 复现验证
通过对硫化参数调整并试验验证硫化温度140℃×1 200 S硫化的产品进行压检完全合格,详见表2。产品改善后轴向刚度为1 431N/mm,刚度曲线见图8,刚度符合要求。产品扭转疲劳试验300万次无开裂异常,试验过程见图9。
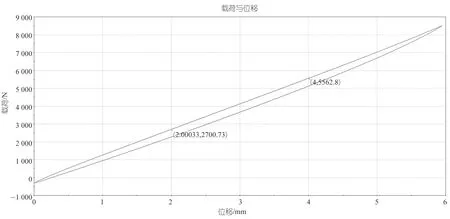
图8 改善后轴向刚度曲线

图9 扭转疲劳试验
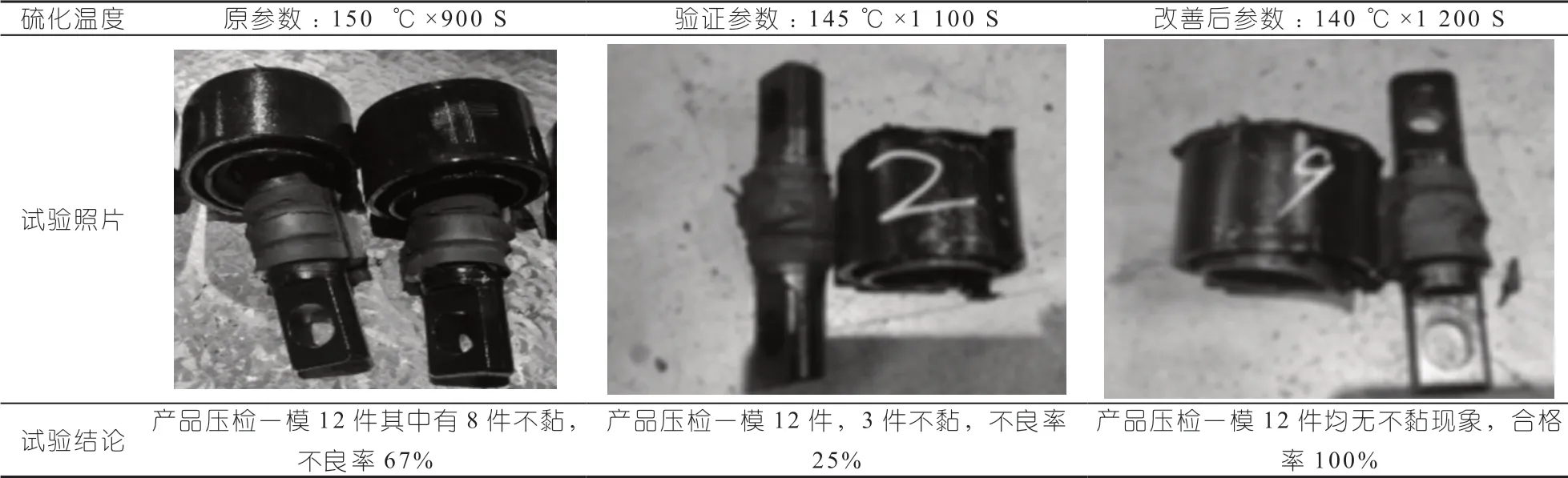
表2 硫化参数验证一览表
5 结论
通过运用质量改善工具对衬套开裂进行分析,准确快速的找到了关键失效因子硫化温度,结合工艺验证经验,通过调整硫化温度,改善了开裂失效。此问题是在研发阶段有效识别,不仅快速找到了的失效根源还为企业节省了质量成本,满足了客户质量及项目进度要求。图10为不同产品质量构成图。在遇到此类质量问题时,可以借鉴使用横向流程图找到和失效相关的关键工序,使用纵向流程图找到关键的过程因子。通过过程因子的有效控制,找到改善的真因,将质量管理很好的应用到研发过程中。
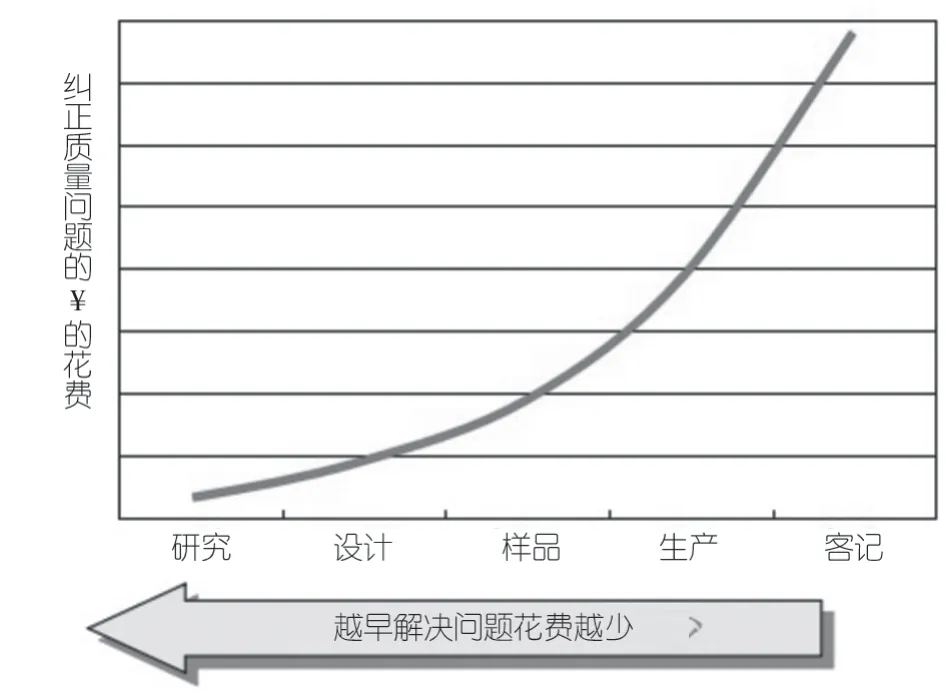
图10 不同过程质量成本图
