煤制甲醇CO变换装置氨汽提塔运行中出现的问题及对策
2021-09-26曹迎辉晁明远吴世凯
曹迎辉,晁明远,吴世凯
(河南龙宇煤化工有限公司,河南 永城 476600)
0 前言
河南龙宇煤化工有限公司年产50万t甲醇装置,是国内首套以Shell粉煤气化工艺制取的原料气生产甲醇的大型生产装置。由于Shell粉煤气化制取的粗煤气含量较高,其中CO体积分数高达65%以上,因此变换装置设有3台变换炉,采用宽温耐硫变换串联低温耐硫变换工艺,将粗煤气中CO部分变换,送往下游低温甲醇洗装置。其中变换气各分离器冷凝液送至S1107冷凝液闪蒸槽后,进行气液分离后,液体最终去煤气化装置。基于冷凝液中氨、氯离子严重腐蚀煤气管道,造成管道频繁减薄泄漏,设置氨汽提塔,将变换冷凝液送至氨汽提塔,进行蒸汽汽提后,气体送至锅炉燃烧,液体送至煤气化装置循环利用,但在氨汽提塔装置投用后,出现了一些工况恶化现象。现将其中实际操作出现的问题进行阐述 、分析,提出改进措施,以期实现变换氨汽提塔装置的长周期 、安全、稳定运行。
1 工艺流程
一、二期变换装置的冷凝液,进入氨汽提塔(C03801)汽提以除去冷凝液中少量的NH3、H2S、CO2、HCl等腐蚀性物质,从塔底出来的冷凝液经工艺冷疑液泵(P03802A/B)加压后送至煤气化装置的煤气洗涤塔,而从塔顶出来的汽提气经过汽提气水冷器(E03807)降温至110 ℃后进入汽提气分离器(S03808),分离出的冷凝液经过汽提塔回流泵(P03801A/B)加压后送至汽提塔塔顶,从汽提气分离器顶部出来的汽提尾气送至锅炉燃烧。
装置将来自一、二期变换装置的冷凝液使用蒸汽汽提,将其中的氨、硫和其他有害气体脱除处理,减少污染物排放,同时回收废水。
2 氨汽提塔运行中出现的问题及对策
变换装置中的氨主要由粗煤气带入系统中,这部分氨是在气化炉中形成的。煤炭中含有的氮元素和氧气中残留的氮气在气化炉中与氢元素反应而形成氨。经过水洗后进入变换冷凝液,部分进入低温甲醇洗装置,变换冷凝液经过氨汽提塔汽提后,氨汽提塔塔釜冷凝液被送往煤气化装置,起到节能减排的作用。如果氨汽提塔出现故障,会造成氨在气化粗煤气中富集,不但会造成设备的腐蚀加剧,还会造成低温甲醇洗装置的氨脱出困难加大,易造成出口净化气总硫超标[1]。因此氨汽提运行效果好坏,直接影响装置长周期的运行。
2.1 氨汽提塔塔釜冷凝液量过大
氨汽提塔进料来源有两股:①一期变换装置冷凝液。②二期变换装置冷凝液。冷凝液经过蒸汽汽提,氨汽提塔塔釜冷凝液送往二期气化装置,由于二期气化装置冷凝液用量不稳定且用量较小,经常造成氨汽提塔塔釜液满液位,进而影响氨汽提塔工况。由于氨汽提塔进料受装置负荷影响较大,所以考虑增加氨汽提塔塔釜液用户,进而解决氨汽提塔塔釜冷凝液量过大问题。
改进措施:①通过在泵入口增加废水冷却器,塔釜冷凝液与循环水换热后,送往给排水厂;②在泵出口增加去一期气化管线,增加塔釜外排水量,增加冷凝液的利用率。如图1所示。

图1 氨汽提塔塔釜冷凝液量过大改进后工艺流程图
2.2 氨汽提塔塔顶压力监测点堵塞
原因分析:氨汽提塔压力监测点PI03807安装位置在氨汽提塔的顶部,由于尾气中含有氨,容易造成根部阀和测量管路的铵盐结晶,发生堵塞现象(在冬季气温较低的时候,尤为严重),造成压力测量不准确,而且位置较高,不易于检修,经过加电伴热和多次疏通后,仍出现频繁的堵塞。氨汽提塔的压力PI03807作为唯一压力参考点,压力的准确性决定氨汽提塔是否能够安全稳定长周期运行。
改进措施:由于PI03807压力测量点在塔顶部,检修不便,因此在同一管线中,找出压力相同或相近的取压点。经过查找管线后,发现在氨汽提塔分离器的压力与氨汽提塔的压力几乎相同。在分离器的液位LI03809上部取压口处加一三通,一路连LI0380远传液位,另一路新增压力PI03807B。PI03807B原设计为变动器加法兰改造连接,增加蒸汽伴热,确保测量管线不结晶,但由于变送器的取压口径太小,也会造成堵塞,最终经过多方思考验证,将压力变送器换成膜盒式单压力变送器,自从改造后氨汽提塔压力监测点PI03807从未出现结晶现象,运行稳定。
2.3 氨汽提塔尾气压力PI03807超压
原因分析:氨汽提塔进料是由一、二期变换装置分离器进行气液分离后送至氨汽提塔的,由于一期各分离器操作压力在3.0~3.3 MPa,其远传液位计均为单液位设置,如果分离器远传液位计故障(如假液位),造成煤气串入冷凝液闪蒸槽、氨汽提塔和锅炉,易发生设备损坏和爆炸事故,严重制约氨汽提塔安全、稳定运行。
改进措施:在一、二期工艺冷凝液入口阀后增加一个快关联锁阀,在汽提尾气出口增加一个调节阀(PV03807B)控制系统去酸火炬;当PI03807压力到0.45 MPa时,联锁动作,冷凝液入口快关阀关闭,PV03807阀(原设计去锅炉)关闭,PV03807B打开。
S15101/106/108各增加两台远传液位计,实现液位三取二联锁关闭,S15101底部排液阀HV15105阀后增加一个液位调节阀,S15106底部排液阀LV15102后截止阀;阀后增加一个快关联锁阀,S15108底部排液阀LV15104后截止阀阀后增加一个快关联锁阀。如图2所示。
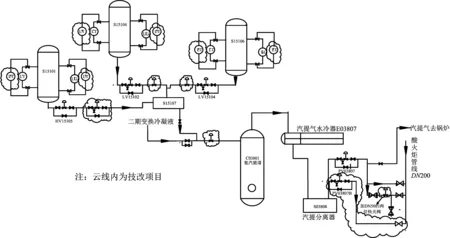
图2 氨汽提塔尾气压力PI03807超压改进后工艺流程图
2.4 氨汽提塔冷凝液泵轴承温度过高
氨汽提塔塔釜冷凝液由氨汽提塔冷凝液泵(P03802)送往煤气化装置,其冷凝液经过塔釜蒸汽汽提后,其塔釜冷凝液温度最高达到130 ℃左右,泵入口进料温度过高;冷凝液泵各运动部件经由循环上水进行冷却后回流至循环回水汇流管,进入循环冷却回水总管,运行发现泵运动部件各循环水会因流动不畅或循环水量过小,造成泵轴承温度最高涨至86 ℃左右,严重制约着冷凝液泵安全、稳定运行[2]。
改进措施:①在保证氨汽提塔塔釜冷凝液氨氮指标合格的前提下,尽可能地降低氨汽提塔的塔釜蒸汽用量,控制PI03807压力稳定在0.2 MPa,塔釜冷凝液温度控制在120 ℃左右;②通过降低循环冷却上水温度(≤28 ℃),来降低泵轴承温度;③定期清理循环冷却回水视镜堵塞处,确保循环水流动畅通;④通过将冷凝液泵的循环冷却回水汇流管由DN25管径变为DN50,增大循环冷却水的流速和流量来达到降低泵轴承温度。P03802泵轴承冷却水汇流管改造前后参数对比如表1所示。

表1 P03802泵轴承冷却水汇流管改造前后参数对比
3 结束语
通过上述技改项目或优化调整措施的实施,影响变换氨汽提塔装置运行的因素已基本消除,装置运行稳定,大大提高了变换氨汽提塔装置的运行效率;同时伴随全公司一、二期装置的互联互通,不仅保障了系统的稳定运行,还提升了整个装置的操作弹性。
