在普通车床上实现高速切削多功能机头设计和应用
2021-09-24葛卫曹明保徐纪华
葛卫 曹明保 徐纪华




摘要:设计了一种高速多功能机头用在普通车床上,利用高速电主轴实现高速切削,电主轴的中心高度可以调节。在电主轴外锥上组装不同的刀具,在普通车床实现高速铣、钻、镗、磨功能。在电主轴上加装一个长杆套筒装置,可以对直盲孔和锥盲孔进行高速磨削,通过两相交轴锥齿改换刀具旋转位置,可对圆柱形轴的外圆和内孔轴向键槽进行铣削。有限元分析结果显示,工作频率、屈服强度满足材料要求,可以保证加工精度。
Abstract: A high-speed multi-function head used in ordinary lathe to achieve high-speed cutting with electric spindle is designed. The central height of the electric spindle can be adjusted. Assembling different cutting tools on the outer cone of electric spindle can realize multifunction of high-speed milling, drilling, boring and grinding in ordinary lathe. A long rod sleeve device is added to the main shaft, and the straight blind hole and tapered blind hole can be ground at high speed. By changing the rotating position, it is easy to mill the cylindrical shaft and inner hole axial key groove. Finite element analysis results show that the working frequency and yield strength meet the material requirements and can ensure the processing accuracy.
关键词:多功能机头;高速电主轴;普通车床;高速切削
Key words: multifunction head;high-speed electric spindle;general lathe;high speed cutting
中图分类号:TG506.9 文献标识码:A 文章编号:1674-957X(2021)18-0051-04
0 引言
机械加工的发展趋势是高效率、高精度、高柔性和绿色化。高速切削(High Speed Cutting)和高速加工(High Speed Machining),是近二十余年迅速崛起的一项先进制造技术。高速加工是机床结构、刀具材料和工艺、计算机数控(computed numerically controlled)系统﹑计算机软硬件等技术发展到一定程度必然出现的综合性产物。它集材料科学、工程力学、控制理论和制造技术于一体,能满足制造业多种需求,目前在工业发达国家得到了广泛应用,并已成为宇航、汽车、模具制造业加工整体结构件、复杂零件和产品改型等方面的关键技术以及现代机加工技术发展的主流方向,已取得显著的經济和社会效益[1,2]。
通常把切削速度比常规切削速度高5~10 倍以上的切削称为高速切削。不同的加工方式、不同的材料有不同的高速切削范围,其中钢为600~3000m/min,与之相对应的进给速度一般为2~25m/min,加速度大于1g。现在德国、美国、日本、法国和意大利等国已生产出多种商品化高速机床,包括各种型号的立式、卧式加工中心、立式数控铣床、高速平面磨床、高速外圆磨床、五坐标龙门高速铣床等。国外有30~50%的模具公司用高速切削加工技术加工塑料和铝合金模型;在航空与高速机车行业,飞机的骨架与机翼、高速机车的车厢骨架的铝合金整体薄壁构件都采用高速切削加工技术,加工时间缩短到原来的几分之一[3-6]。
高速切削在国内的研究及应用起步较晚。但进入20世纪90年代以来,已普遍引起关注并开展了相关研究和应用。高速机床的高档数控系统和开放式数控系统正在深入研究中,目前主要还是依赖进口,应用在航空航天、模具和汽车工业,加工铝合金和铸铁较多,采用的刀具以进口为主[7-10]。
本论文针对采用耐腐蚀性1Cr18Ni9Ti不锈钢加工立式混合机混合桨、内锥面和键槽所出现加工难的问题,设计一种多功能机头,通过安装高性能电主轴,利用电主轴高速旋转的特性,简化机头传动方式,提高切削速度,降低切削阻力[11-12]。将此机头安装在普通车床的横刀架上,在普通车床上实现高速铣、钻、镗、磨等工作,达到在普通车床上对零件高速切削的目的,以解决1Cr18Ni9Ti不锈钢材料由于韧性大、热强度高、导热系数低、切削时塑性变形大、加工硬化严重、切削热多、散热困难造成刀尖处切削温度高、切屑粘附刃口严重、容易产生积屑瘤,切屑难以控制,影响加工表面粗糙度,加工效率和加工质量低的问题[13,14]。混合桨与传动轴的配合是以内锥面和键槽配合的方式进行的。这种材料在加工内锥面和键槽时难度更大。通过设计的多功能机头,在电主轴上加装一个长杆套筒装置,以实现孔径Φ100以上,深度300以内的直盲孔和锥盲孔的高速磨削,把内孔砂轮座换装上铣头箱座,通过两相交轴锥齿改换刀具旋转位置,实现圆柱形轴的外圆和Φ200以上的内孔轴向键槽铣削,解决内锥面和键槽加工难题。
1 多功能机头结构设计
1.1 多功能机头结构
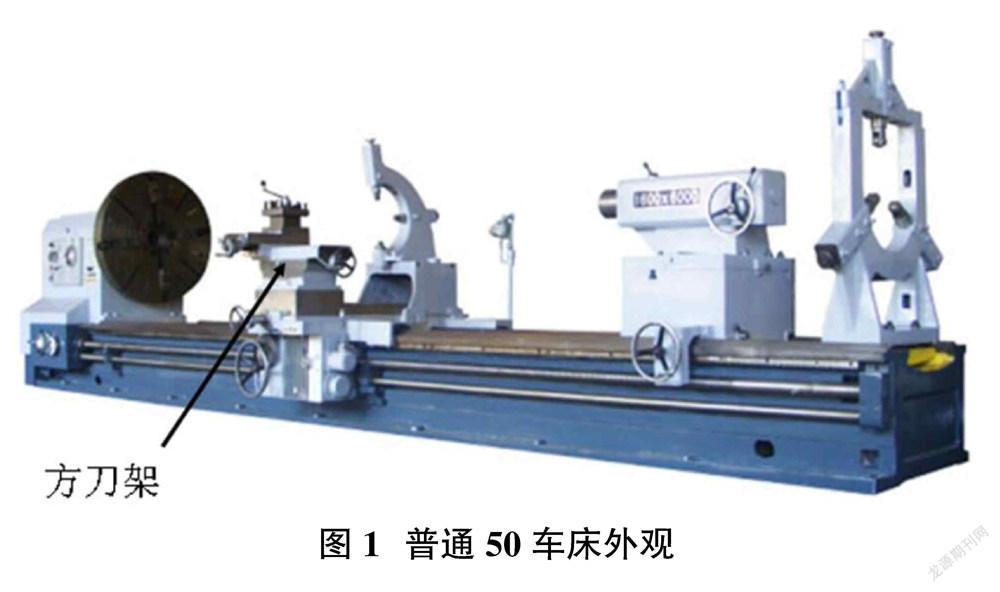
设计的多功能机头利用现代电主轴高速旋转功能,安装在普通50车床的方刀架上,可使普通车床实现快速切削的功能。通过改换刀具装夹装置,以扩大普通车床加工范围,提高设备利用率和加工效率,保证产品加工质量,并减少高额设备投资,解决中小企业设备不足,加工能力低的问题。图1为普通50车床外观,其中的方刀架即为多功能机头安装之处。
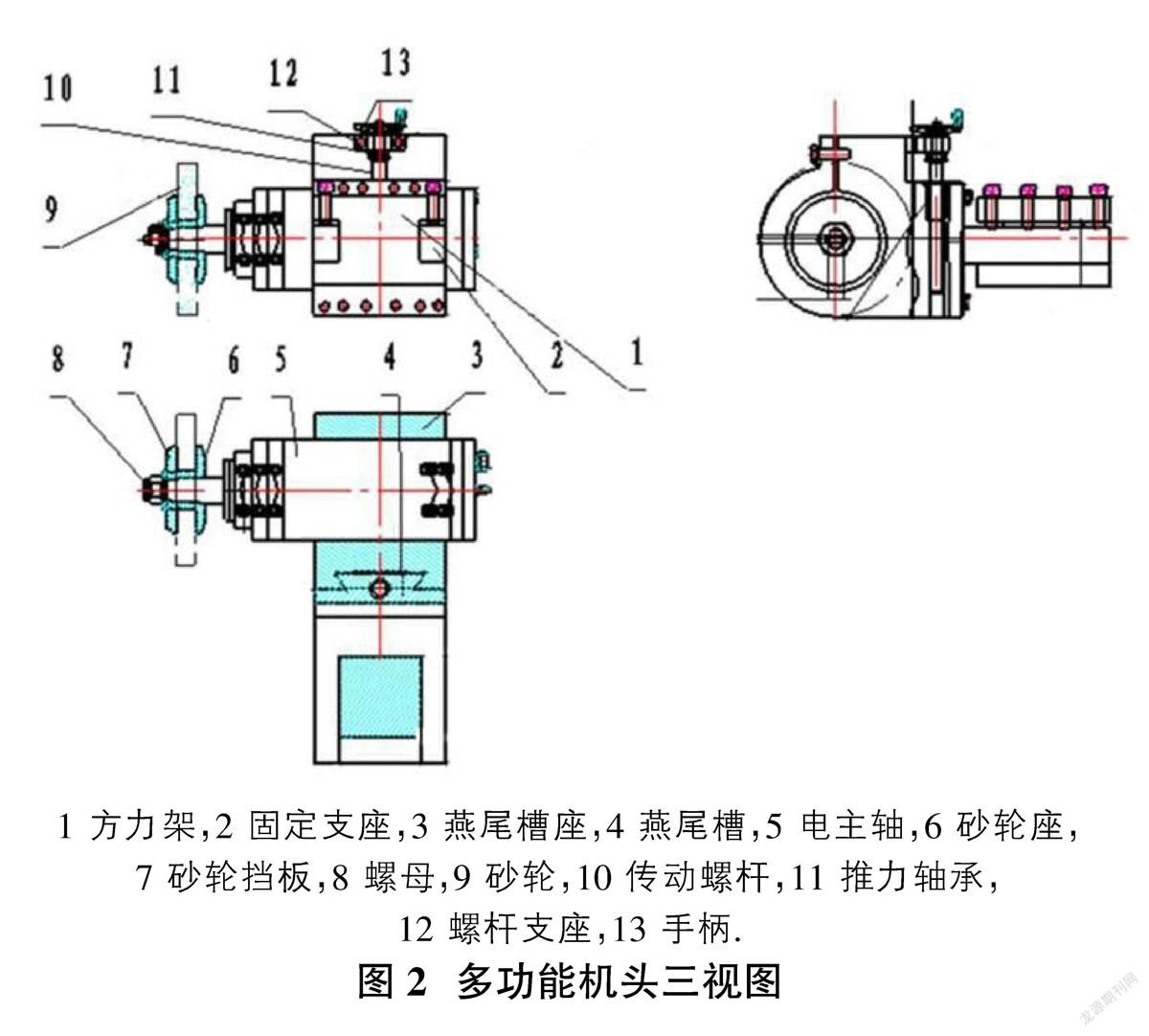
设计的多功能机头结构三视图如图2所示。电主轴5装卡在燕尾槽装置3,4上,通过固定支座2固定在50车床的方刀架1上。电主轴的中心高度通过传动螺杆10移动燕尾槽进行调节。在电主轴外锥上可组装不同的刀具,以进行高速铣、钻、镗、磨等工作,扩展普通车床的加工功能。
为了对内孔进行加工,在电主轴上加装一个长杆套筒装置,如图3所示。在长杆套筒装置上安装内孔磨夹具,可以对孔径Φ100 mm以上,深度300 mm以内的直盲孔和锥盲孔进行高速磨削,进一步扩展车床的加工功能。
将车床转盘锁定,把内孔砂轮座换装上铣头箱座,通过两相交轴锥齿改换刀具旋转位置,可对圆柱形轴的外圆和Φ200 mm以上的内孔轴向键槽进行铣削。铣头箱座结构如图4所示。
1.2 多功能机头电主轴功率计算和选择[15-17]
1.2.1 外圆磨削砂轮电主轴功率计算
外圆磨削条件为:选用1Cr18Ni9Ti材料,砂轮P300×30×75WA46Z8A35,外圆磨削奥氏体的标准参数值为:砂轮周速n=1520m/min,磨削量ap=0.051mm,工件线速度Uw=15m/min,得外圆磨削力Ft=119.04 N,砂轮速度Us= 23.87m/s,计算砂轮磨削功率:
Pm=FtUs/1000=119.04×23.87/1000=2.84kW
外圓砂轮磨削电主轴功率即砂轮电动机功率,取机械传动总效率ηm=0.7计算:
Ps=Pm/ηm=2.84/0.7=4.06kW
1.2.2 内孔磨削砂轮电主轴功率计算
内孔磨削条件:选用1Cr18Ni9Ti材料,砂轮P120×50×32WA46Z8A35,内圆磨削中奥氏体的标准参数值为:砂轮周速n=1520m/min,磨削量ap=0.013mm,工件线速度Uw=45.7m/min,得内孔磨削力Ft=131.8N,砂轮速度Us=9.5m/s,计算内孔磨削功率:
Pm=FtUs/1000=131.8×9.5/1000=1.25kW
内孔砂轮电主轴功率取机械传动总效率ηm=0.7
计算:
Ps=Pm/ηm=1.25/0.7=1.79kW
1.2.3 铣削电主轴功率计算
铣削电主轴功率计算条件:用Φ20立铣刀加工1Cr18
Ni9Ti,HP=0.736,内孔键槽宽度B=45mm,深度h=11 mm,选择参数K=0.06,Ny=0.5,SM=60,计算铣削功率:
N1=KNySMHP=0.06×0.5×60×0.736kW=1.32kW
铣削效率取中值0.75,得铣削电机功率:
N2=1.32/0.75=1.77kW
1.2.4 电主轴功率确定
通过比较上述计算所得外圆磨削电主轴功率4.05kW,内孔磨削电主轴功率1.79kW,以及铣削电机功率1.77kW,选择多功能机头电主轴功率应为≥4.05kW,考虑到起动扭矩较大,选择较大功率的电主轴较为合适,因而实际选用6kW的电主轴。
2 基于有限元法的机头主要构件的特性分析[18-20]
2.1 传动轴有限元分析
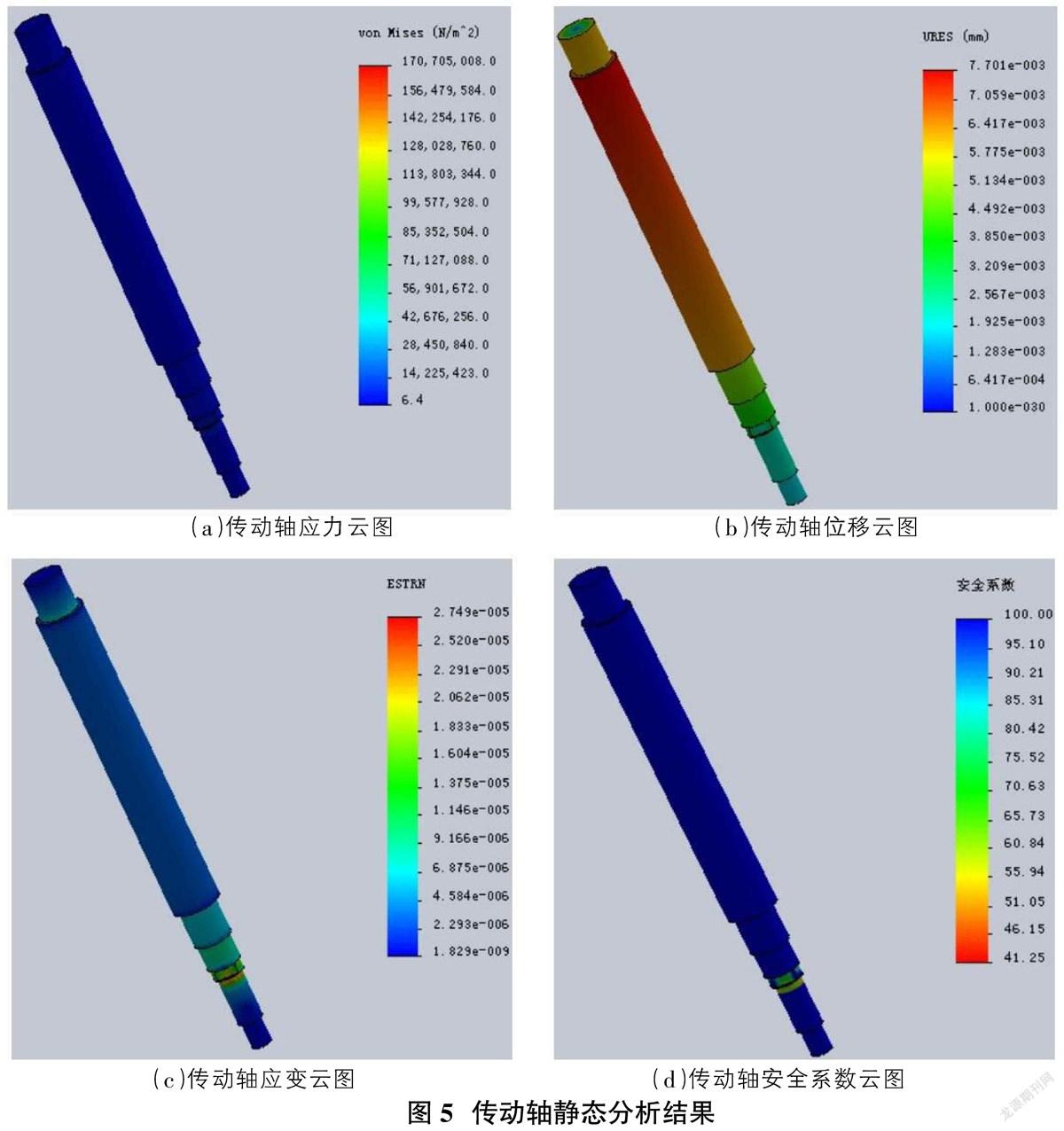
图5为有限元法分析多功能机头传动轴承载的应力图、位移云图、应变云图和安全系数云图,传动轴分析结果极大值列于表1。通过传动轴的分析结果云图可以看出,最大应力主要分布在转矩输入端。应力未超出材料的屈服极限,而且合位移较小,从安全系数云图,直观地反应出传动轴的材料是安全的。
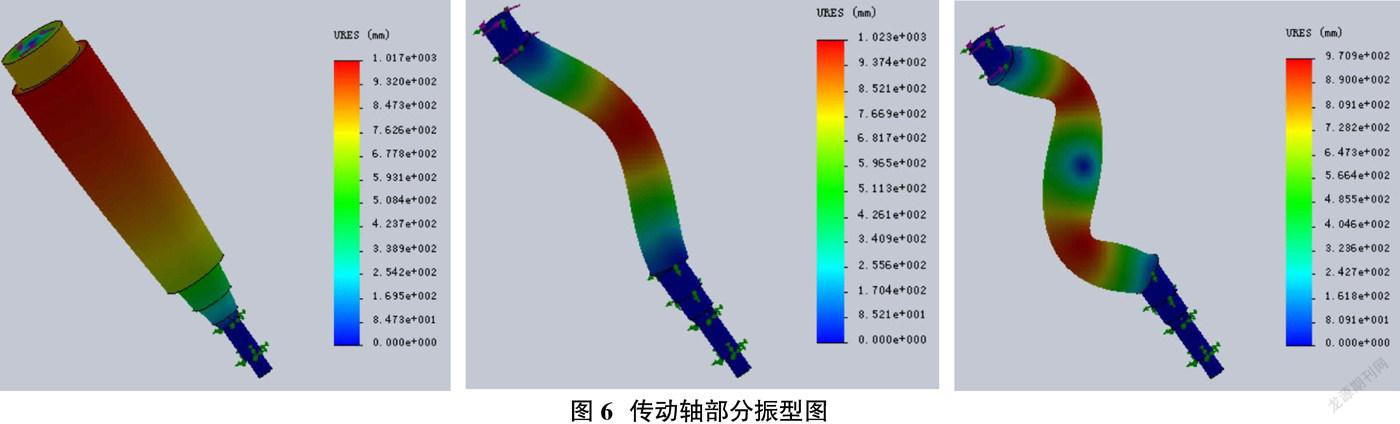
另外,机头工作时高速旋转,磨削不同介质的工件,存在一定的振动。考虑到传动轴传动的平稳性,有必要对其做模态分析。分析结果所得前五阶固有频率列于表2,部分振型图如图6所示。分析结果显示,最小的一阶固有频率远大于机头的工作频率1500 Hz,所以不会产生共振响应。
2.2 锥齿轮接触的有限元分析
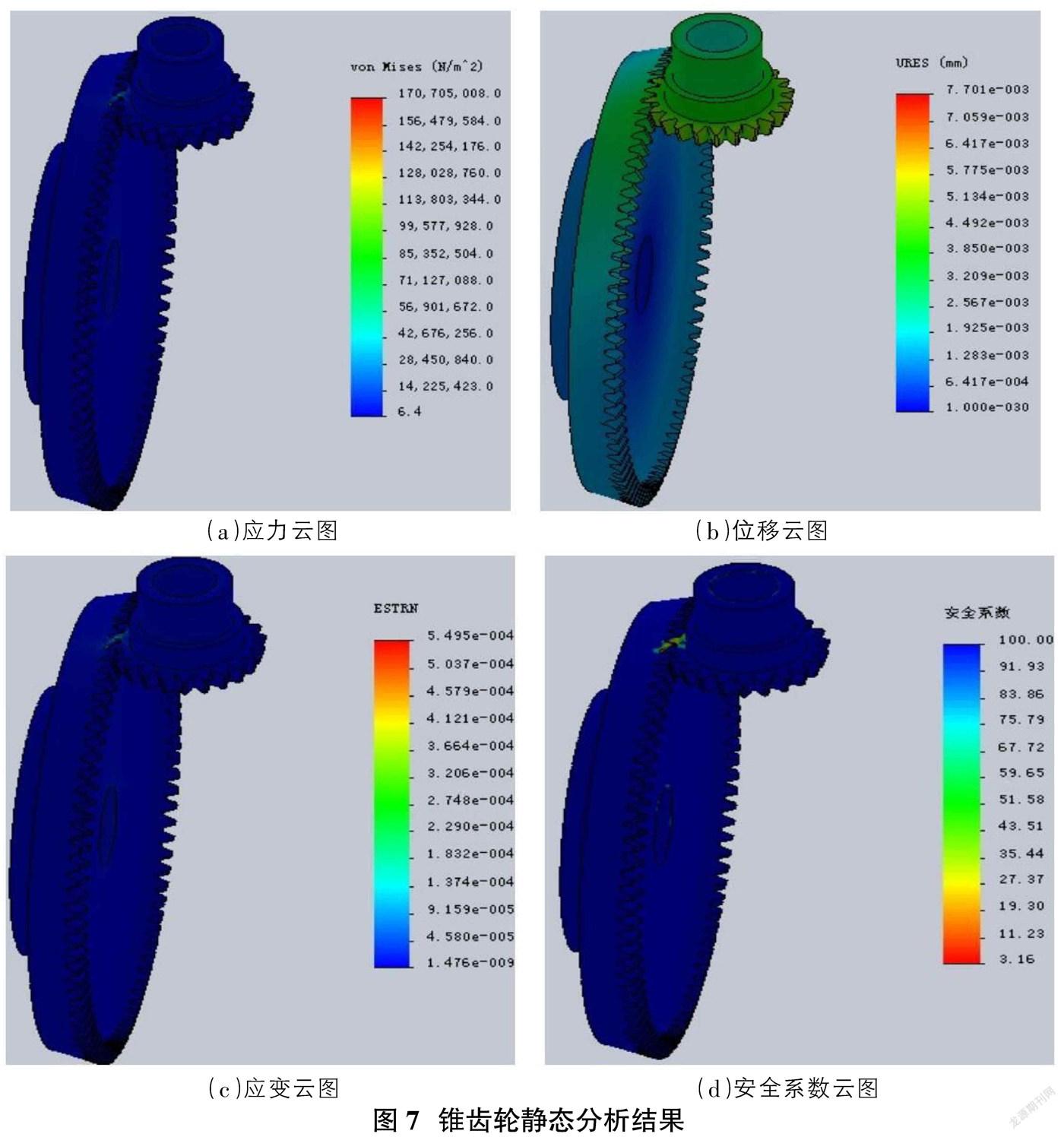
多功能机头的一对直齿锥齿轮将传动轴的扭矩传递到输出轴,其传动的可靠性也直接影响到机头的稳定性,因而有必要对其进行模态分析。图7为分析所得锥齿轮的应力图、位移云图、应变云图和安全系数云图。通过分析应力和位移云图可以看出,应力最大处分布在齿面接触处,其极大值未达到材料的屈服强度。安全系数最小值为3.16,直观地反应齿面接触强度是安全的。
3 结论
在普通50车床上通过设计的高速电主轴多功能机头,主要构件有限元分析表明多功能机头在选用的电主轴功率下,应力和应变满足材料强度要求。配合不同的刀具和工装,可在普通车床实现高速铣、钻、镗、磨等工作,特别是直盲孔和锥盲孔高速磨削,圆柱形轴的外圆和内孔轴向键槽铣削,保证加工精度,提高加工效率和质量,节省设备购置成本。
参考文献:
[1]张伯霖主编. 高速切削技术及应用[M]. 北京:机械工业出版社,2002.
[2]卜云峰,孙全平.高速切削技术的研究[J].现代机械2007(5):43-48.
[3]Hassanpour H., Rasti A., Sadeghi M. H., et al. Investigation of roughness, topography, microhardness, white layer and surface chemical composition in high speed milling of Ti-6Al-4V using minimum quantity lubrication [J]. Machining Science and Technology 2020, 24(5):719-738.
[4]Luis N., Lopez de Lacalle A., Lamikiz J. A. Sanchez et al. Improving the Surface Finish in High Speed Milling of Stamping Dies [J]. Journal of Materials Processing Technology 2002, 123: 292-302.
[5]Altintas Y., Merdol S. D. Virtual High Performance Milling [J]. CIRP Annals-Manufacturing Technology 2007, 56(1): 81-84.
[6]Morishige K., Sakamoto T., Takeuchi Y. Development of CAM System for High Speed Milling [J]. Metal Cutting and High Speed Machining 2002: 341-350.
[7]温永美,赵向阳,王国盛.织构刀具高速干式切削Al7075-T6的性能研究[J].机床与液压,2020(11):159-163.
[8]宋志鹏,王贵成,王树林.高速切削振动的形成及其控制[J].工具技术,2008,42:94-97.
[9]陈小润,方沂,田美丽,等.高速铣削1Cr18Ni9不锈钢切削力建模及试验分析[J].工具技术,2007(11):33-35.
[10]沈壯行.现代高效切削刀具对提高制造业竞争力的重大作用[J].机械工程师,2009(10):5-8.
[11]程耀楠,姜文奇,李宝伟,等.电主轴振动状态对表面粗糙度的影响试验研究[J].工具技术,2020,54(8):87-91.
[12]陈伟群.高速电主轴固定座加工工艺分析和夹具设计[J]. 内燃机与配件,2020(17):97-98.
[13]徐龙文,沈豫鄂,徐家品.不锈钢1Cr18Ni9Ti铣削问题分析及解决办法[J].金属加工(冷加工),2019(S2):219-221.
[14]袁涛,伏梦杰.1Cr18Ni9Ti不锈钢接头零件的加工[J].轻工科技,2018(10):64-65,67.
[15]杨叔子主编.机械加工工艺师手册[M].北京:机械工业出版社,2002.
[16]何建民编著.铣工计算和常用数表[M].石家庄:河北人民出版社,1980:22-24.
[17]吴宗泽主编.机械设计师手册(上、下册)[M].北京:机械工业出版社,2002:1082.
[18]Juan Xu, Xuehui Zheng, Jianjun Zhang, et al. Vibration characteristics of unbalance response for motorized spindle system[J].Procedia Engineering, 2017, 174: 331 - 340.
[19]刘长山,吕灿灿.有限元分析法在数控机床主轴单元设计中的应用[J].机电产品开发与创新,2019,32(4):92-94.
[20]丘立庆.基于 ANSYS Workbench 的高速电主轴静动态性能仿真分析及优化[J].设备管理与维修,2019(9):30-32.
