带式输送机常见故障原因与处理措施
2021-09-21安燕辉
安燕辉
(西山煤电东曲矿多经机电公司,山西 古交 030200)
引言
带式输送机是选煤厂和煤矿运输煤炭的重要设备,随着产量的增加,新投产的带式输送机向着大功率、远距离的方向发展,对于长期运行在满负荷的老旧带式输送机,越来越不能满足产能需求,表现出胶带跑偏、打滑、断裂,减速箱齿轮崩齿,减速箱蜗杆断轴,电机线圈烧毁等故障,给一线的机电维修工作者带来了考验,维修工需要根据具体设备的工作原理和历史数据,准确判断故障部位,对症施治,及时处理故障,保障煤炭运输通道的畅通。本文结合工作经验,给出了上述故障的原因分析和处理建议,对带式输送机设备维修和管理具有借鉴意义。
1 胶带跑偏、打滑、断裂
1.1 故障原因分析
胶带跑偏、打滑、断裂是带式输送机常见的故障,出现这些现象的原因都有共同点,有时多种现象共存。胶带是由织物或钢丝绳做芯,外包一层橡胶的复合体,在电机的牵引力和自身的张紧力共同作用下,既表现内芯的弹性,也表现出橡胶的非线性,在多个力的作用下和自身材料的复杂因素下,共同导致了胶带跑偏现象。为了研究胶带跑偏时的受力情况,首先需要建立胶带和托辊之间的物理模型,然后用此理论模型分析胶带跑偏的主要原因,才能对症施治,提出符合实际的纠偏或预防措施。胶带跑偏的原因有两大类,一是带式输送机安装时未按照说明书进行严格校验,导致机头和机尾的中心线不重合,二是托辊在长时间使用过程中导致曲面摩擦系数差别较大或轴径存在误差。
1.2 处理措施
当工作中遇到胶带跑偏现象时,按照上面的理论分析属于哪种原因引起的胶带跑偏,然后采取相应的解决措施。对于安装误差引起的胶带跑偏,可以通过调整机头或机尾的轴承座位置进行矫正,如图1所示,若是机头出现胶带向轴承座A 方向的跑偏,则应采取将承座A 向胶带运动方向调整或承座B 向相反方向调整的措施,若机尾出现胶带向轴承座D方向的跑偏,则应采取将承座C 向胶带运动方向调整或承座D 向相反方向调整的措施。在调整过程中需要注意:在设备停机状态下进行微调,每次只调整一个轴承座,避免矫枉过正,每次轴承座位置调整后均应当确保安装紧固,防止机械连接不牢固损伤设备或调整过程中伤人。对于托辊质量引起的胶带跑偏现象,应当拆卸托辊和托辊轴,检查轴径和轴承的情况,对于托辊曲面光滑度或者轴径不同的情况,应当及时更换质量合格可靠的托辊,对于轴承安装质量和润滑不足的情况,应当及时维护,延长托辊的使用寿命。
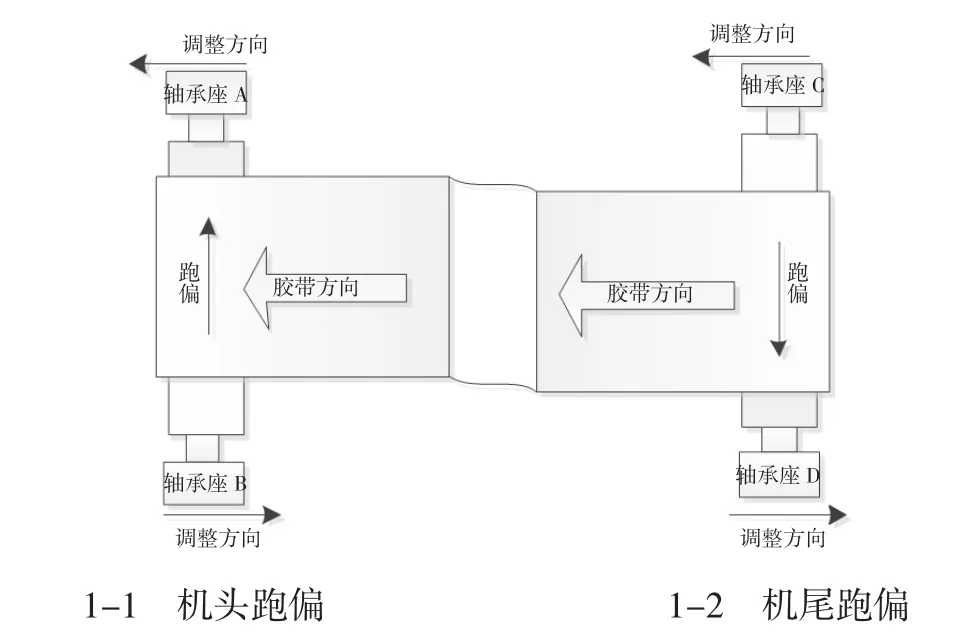
图1 滚筒轴承座调整方向示意图
2 减速箱崩齿
2.1 故障原因分析
目前被广泛应用的带式输送机基本采用异步电机进行驱动,异步电机需要通过液力耦合器和减速器与传动滚筒进行连接,减速器承担着电机和滚筒之间力矩传递的作用,是十分重要的受力部件。减速箱内配置轴平行安装的斜齿轮,采用三级减速方式进行传动。减速箱最常见的故障是内部齿轮崩齿,在减速箱设计和使用过程中的各种问题都会造成齿轮崩齿现象。减速箱的功率是与皮带机电机功率匹配设计的,设计人员根据现场条件和设备参数进行校核,包括小时数、可靠度、散热等条件,与滚筒的轴功率进行匹配。
2.2 处理措施
在日常使用和保养过程中,要重点检查润滑油情况、皮带机作业流量等,在正常连续作业过程中,如果皮带机前方的运输设备出现了故障,皮带机需要停机配合检查,在重新启动过程中,由于皮带机上的煤炭是满载,启动电流和启动转矩非常大,就会在减速箱齿轮上形成一个急剧增加的力,导致减速箱崩齿。在安装减速箱时,电机轴线、滚筒轴线、减速箱轴线必须在同一直线上,如果输入联轴器或输出联轴器受到油封或齿轮的影响偏离了轴线,就会造成齿轮点蚀、轴承损坏等故障,在满负荷长时间运转的情况下极易崩齿。在出现减速箱崩齿后,应当从功率校核、润滑油、齿轮硬度、轴对中等方面进行分析,更换减速箱、更换齿轮、调整轴承安装位置等措施中进行选择,避免出现同样的故障。
3 减速箱断轴
3.1 故障原因分析
减速箱又称减速机,如图2 所示,其主要作用是通过降低电机轴的转速,增加输出转矩,以此来拖动皮带转动,减速箱内最主要的部件就是齿轮和蜗杆,齿轮崩齿和蜗杆断轴是常见的故障现象。断轴的原因有很多,本文根据带式输送机维修的工作经验,将工作中遇到的出现断轴现象的原因归纳为内部原因和外部原因,内部原因包括减速箱内部轴应力设计不合格、过度圆角设计不足、机械加工的热处理不合格、硬度或材料不合格,外部原因包括操作时人员选择减速档位不合适、减速箱的固定装置安装不到位、联轴器和制动轮的动平衡不合格、减速箱和轴线和电机轴线不对中等。
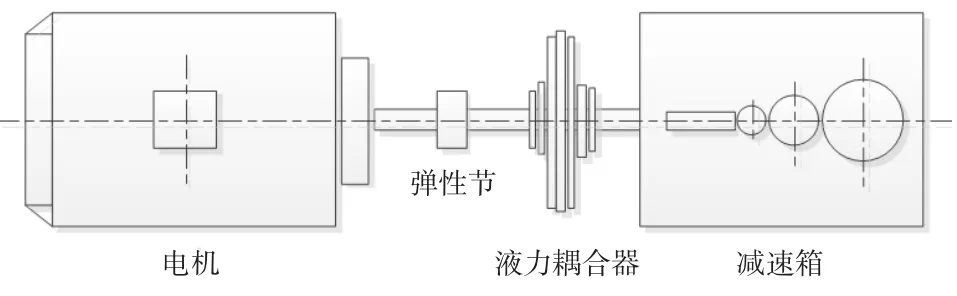
图2 减速机与电机的安装
3.2 处理措施
在出现断轴故障后,首先应将设备停电,拆卸减速箱进行全面检查,确保除断轴以外无其他故障点,重新安装新的轴后要全面紧固所有紧固件,仔细校核安装距离保证轴对中,在轴承等关键连接部位补充润滑油,然后进行上电试验。在皮带机日常维护工作中,要保证减速机的功率不过载,对减速箱的操作人员进行教育培训,提高其责任心和技术水平,避免操作失误对设备的伤害。
4 电机烧毁
4.1 故障原因分析
电机是带式输送机的驱动装置,也是核心部件。在电机故障中,最常见的是电机过负荷或者输入电压质量不符合要求引起的线圈烧毁。在煤矿生产任务较重的阶段,为了保障煤炭运输通道的畅通,带式输送机的工作时间长、负载重,在连续运转一段时间后容易引起电枢电流过大,导致电机内部热量无法及时排出,电机线圈一旦过热就会触发停机,此时如果冷却环境或冷却装置不理想,就会导致停机时间不足,再次启动电机时就会造成线圈烧毁。井下用电设备越来越多,例如大量的整流装置带来的谐波电流注入或者大功率的采掘设备启停时的大电流冲击,供电能质量会受到影响,带式输送机的电机在满载工作时,如果电压忽高忽低或者电压畸变严重,就会导致电机内部电动力分布不均,造成线圈短路或者轴的机械损伤。
4.2 处理措施
对于电机烧毁,可采取的措施有:改善带式输送机配电装置,如果是电能质量引起的电机频繁烧毁,可考虑增大供电容量或者单独配置一条专线。如果是冷却装置性能下降,应及时更换电机的风扇或者增加除尘装置等,保证电机绕组得到及时冷却。目前,带式输送机的电机主要采用异步电机通过液力耦合器和减速器与传动滚筒相连,异步电机的购买和维护成本低而被广泛应用,但是存在减速器和液力耦合器等机械部件,系统中产生了更多的摩擦和损耗,在轻载情况下调速性能不佳,电能消耗大,为了改善上述缺点,目前我国很多厂商开始将永磁同步电机应用在带式输送机上,这种电机无需减速器和液力耦合器,可直接与驱动滚筒连接,安装空间小,轻载情况下调速和节能效果显著。
5 结语
针对带式输送机关键部位的常见故障进行了分析和处理。如胶带出现跑偏、打滑和断裂等现象,采用调整轴承座位置等措施进行维修;减速箱内齿轮出现崩齿现象,采用增加润滑、检查轴对中等措施进行维修;减速箱蜗杆断裂后,采用校核应力、调整动平衡、提高操作人员安全意识和专业技能等方面进行应对;电机线圈烧毁后,可采取改善配电装置、更换冷却装置以及永磁同步电机进行技术改造等措施进行应对。
